Изобретение относится к обработке металлов давлением, а точнее к устройствам для перемещения проката. Наиболее эффективно может быть использовано на участке припечного оборудования для подачи заготовок от нагревательных печей к двухниточным клетям мелкосортного стана.
Известно транспортное средство для передачи слитков от нагревательных колодцев к приемному рольгангу обжимного прокатного стана, содержащее неприводную колесную платформу для передачи слитков и узел для перемещения платформы, расположение направляющих которого может быть различным.
Это средство невозможно использовать для передачи заготовок длиной до 12 м с рольганга на рольганг, расположенных под острым углом.
Наиболее близким по технической сущности к изобретению является устройство для подачи грузов, преимущественно нагретых слитков, к обжимному стану, содержащее средство для передачи слитков и узел для его перемещения. Средство для передачи слитков представляет собой платформу, шарнирно связанную с двумя приводными тележками, а узел для перемещения платформы выполнен в виде стыкующихся прямолинейных и криволинейных рельсовых направляющих.
Это устройство невозможно использовать для промежуточной передачи заготовок с рольганга на рольганг, расположенных под острым углом друг к другу, так как криволинейные участки рельсового пути выполнены с большими радиусами кривизны, что требует для его размещения значительных производственных площадей.
Кроме того, конструкция средства для передачи слитков даже при уменьшении радиусов кривизны участков рельсового пути не позволит транспортировать заготовки длиной до 12 м.
Целью изобретения является обеспечение возможности передачи заготовок с рольганга на рольганг, размещенных под острым углом друг к другу.
Это достигается тем, что в предлагаемом устройстве для подачи заготовок от нагревательных печей к рольгангам обжимного стана средство для передачи заготовок с прямолинейного механизма для транспортирования заготовок на один из рольгангов обжимного стана выполнено в виде двух приводных механизмов, одна из осей поворота которых расположена на выходной зоне прямолинейного механизма, а другая - на входной зоне указанного рольганга обжимного стана, с возможностью поворота до совмещения транспортных осей между собой. Узел для поворота средства для передачи заготовок выполнен в виде двух радиусных рельсовых направляющих, центры которых совпадают с осями поворота упомянутых механизмов средства для передачи заготовок, и двух пар колес, закрепленных на свободных концах этих механизмов с возможностью перемещения по направляющим. При этом транспортные оси прямолинейного механизма и одного из рольгангов обжимного стана, на входной зоне которого расположена ось поворота одного из приводных механизмов средства для передачи заготовок, размещены под углом 12-20о друг к другу, а транспортные оси прямолинейного механизма и другого рольганга, транспортирующего заготовки из второй нагревательной печи, совпадают.
Такое конструктивное выполнение устройства для подачи заготовок позволит осуществить задачу заготовок до 12 м к рольгангам обжимного стана, расположенным под острым углом друг к другу, из двух нагревательных печей, установленных по одну сторону от оси прокатки.
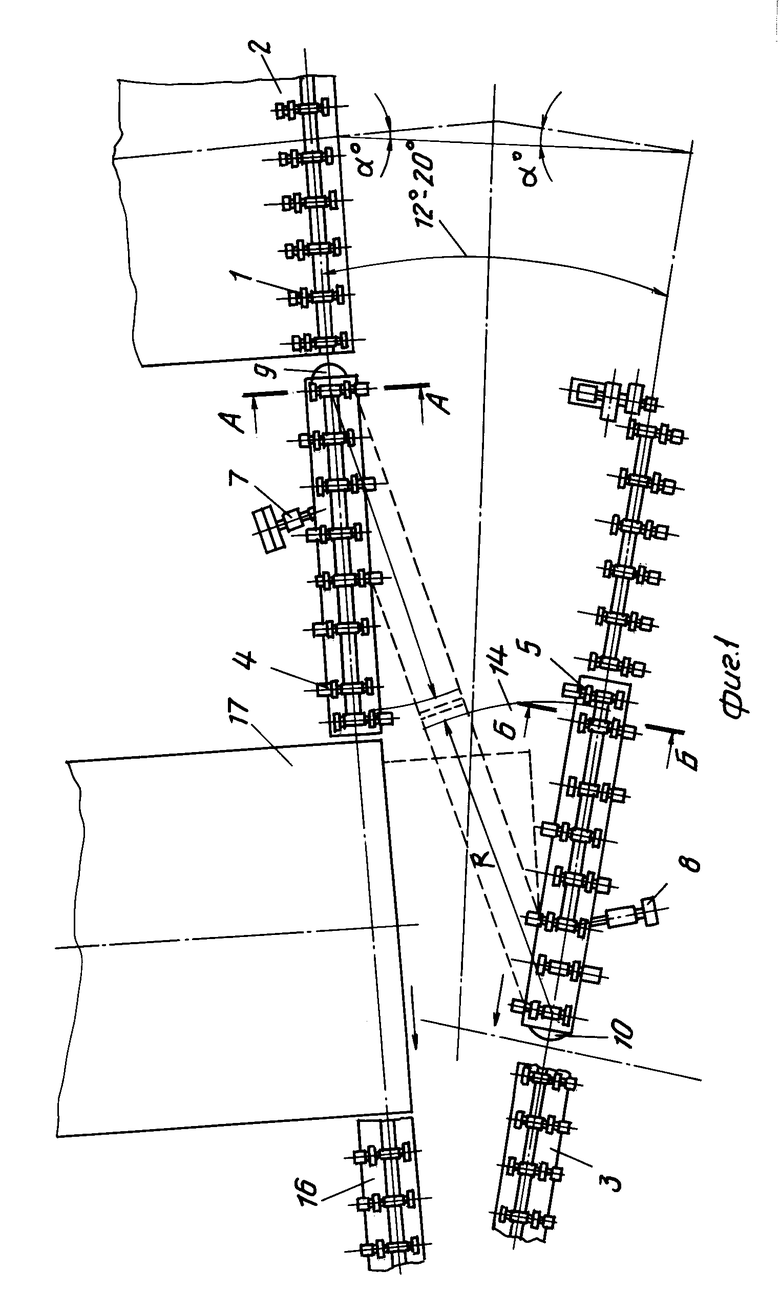
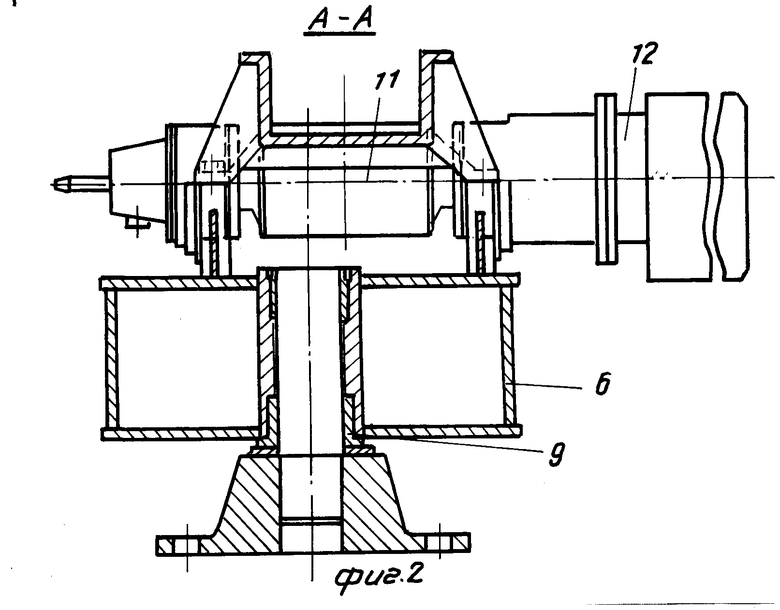
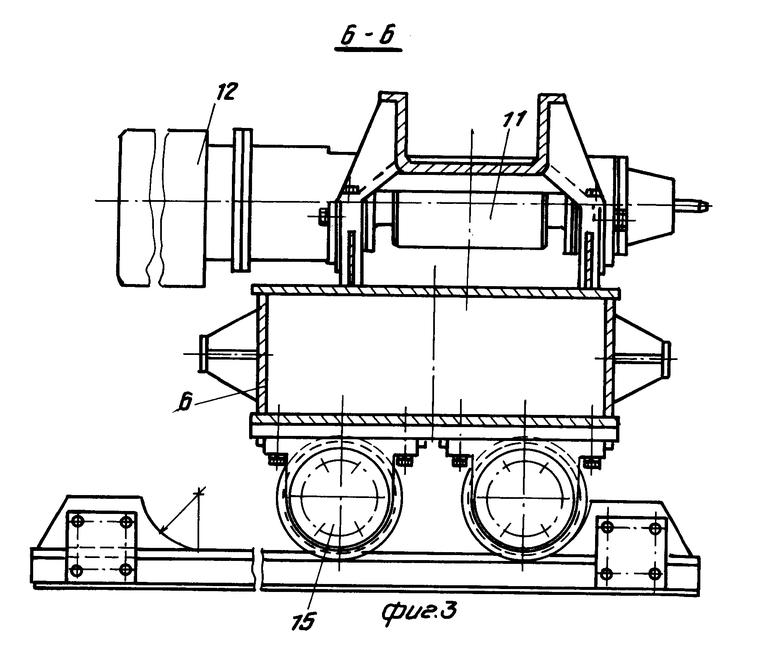
На фиг. 1 изображено устройство для подачи заготовок от нагревательных печей к рольгангам обжимного стана; план; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1.
Устройство для подачи заготовок от нагревательных печей к рольгангам обжимного стана содержит стационарно установленный приводной механизм 1, например роликовый рольганг, для транспортирования заготовок от нагревательной печи 2, средство для передачи заготовок с прямолинейного механизма на один из рольгангов 3 обжимного стана и узел для поворота средства для передачи заготовок.
Средство для передачи заготовок выполнено в виде двух приводных механизмов 4 и 5, представляющих собой секции рольгангов, рамы 6 которых одними концами закреплены шарнирно, а свободными концами установлены с возможностью поворота посредством силовых цилиндров 7 и 8 до совмещения транспортных осей между собой. При этом ось поворота 9 приводного механизма 4 расположена на выходной зоне прямолинейного стационарного механизма 1, а ось поворота 10 другого приводного механизма 5 - на входной зоне рольганга 3 обжимного стана. На рамах 6 смонтированы ролики 11 и приводы 12 их вращения.
Узел для поворота средства для передачи заготовок выполнен в виде двух радиусных рельсовых направляющих 13 и 14, центры которых совпадают с осями поворота 9, 10 механизмов 4 и 5, и двух пар колес 15, закрепленных на свободных концах этих механизмов с возможностью перемещения их по соответствующим направляющим.
Транспортные оси прямолинейного механизма 1 и рольганга 3 обжимного стана, на входной зоне которого расположена ось поворота 10 механизма 5 средства для передачи заготовок, размещены под углом 12-20о друг к другу, а транспортные оси прямолинейного механизма 1 и рольганга 16, транспортирующего заготовки из второй нагревательной печи 17 к обжимному стану, совпадают.
Устройство работает следующим образом.
Заготовки из нагревательных печей 2 и 16 подаются в калибры клети обжимного стана. Задача заготовки из печи 17 осуществляется по рольгангу 16, а из печи 2 - с помощью средства для передачи заготовок с прямолинейного механизма, транспортирующего их из нагревательной печи 2, на рольганг 3 обжимного стана, транспортные оси которых расположены друг к другу под углом 12-20о.
Для этого заготовка останавливается на поворотном механизме 4 средства для передачи заготовок при отключении приводов вращения 12 роликов 11. Включаются силовые цилиндры 7 и 8, обеспечивающие перемещение двух поворотных механизмов 4 и 5 до совмещения транспортных осей между собой по соответствующим направляющим 13 и 14.
Далее при последующих включениях и отключениях приводов вращения роликов поворотных механизмов заготовка передается с механизма 4 на механизм 5, где и останавливается.
После этого обратным ходом цилиндров 7 и 8 механизмы 4 и 5 средства для передачи возвращаются в исходное положение. Включаются приводы вращения 12 роликов 11 механизмов для транспортирования заготовки в калибры клети по рольгангу 3 и для передачи очередной заготовки с прямолинейного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Транспортная система для кольцевой подачи грузов | 1983 |
|
SU1183221A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ | 1992 |
|
RU2038189C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2021873C1 |
| Линия для производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1754260A1 |
| ПОТОЧНАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2009042C1 |
| Транспортная система для кольцевой подачи слитков | 1972 |
|
SU670355A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Транспортная система для подачи слитков | 1986 |
|
SU1380824A1 |
Использование: в линии мелкосортных станов на участке припечного оборудования. Сущность изобретения: устройство содержит рельсовый путь с разнонаправленными участками, размещенными между рольгангами, транспортирующими заготовки. Транспортное средство выполнено в виде двух стыкующихся при повороте приводных секций рольгангов, установленных в их линиях. Передача заготовок длиной до 12 м осуществляется с рольганга на рольганг, расположенных под острым углом друг к другу. 3 ил.
УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК от нагревательных печей к рольгангам обжимного стана, содержащее стационарно установленный прямолинейный приводной механизм для транспортирования заготовок, средство для передачи заготовок с прямолинейного механизма для транспортирования на один из рольгангов обжимного стана, отличающееся тем, что средство для передачи заготовок с прямолинейного механизма для транспортирования на один из рольгангов стана выполнено в виде двух приводных механизмов, одна из осей поворота которых расположена на выходной зоне прямолинейного стационарного механизма, а другая - на входной зоне указанного рольганга обжимного стана с возможностью поворота до совмещения транспортных осей между собой, а узел для поворота средства для передачи заготовок выполнен в виде двух радиусных рельсовых направляющих, центры которых совпадают с осями поворота упомянутых механизмов, и двух пар колес, закрепленных на свободных концах этих механизмов с возможностью перемещения по направляющим, при этом транспортные оси прямолинейного механизма и одного из рольгангов обжимного стана, на входной зоне которого расположена ось поворота одного из поворотных механизмов, размещены под углом 12-20o друг к другу, а транспортная ось прямолинейного механизма совпадает с транспортной осью другого рольганга стана.
| Транспортная система для кольцевой подачи грузов | 1983 |
|
SU1183221A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
