Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении баллонов.
Известны способы изготовления баллонов, по которым баллоны изготавливают из горячекатаной заготовки, из листовой заготовки посредством глубокой вытяжки и из трубной заготовки. Предлагаемый способ относится к производству баллонов из листовой заготовки.
Наиболее близким по технической сущности к изобретению является технология изготовления баллонов, включающая изготовление цилиндрической обечайки, верхнего днища и нижнего с выпуклой и боковыми цилиндрическими участками, двух подкладных колец и их прихватка к верхнему и нижнему днищам, горловины из калиброванного прутка и нарезку конической резьбы, изготовление кольца горловины из трубной заготовки и нарезка наружной цилиндрической резьбы, приварку горловины к верхнему днищу и верхнего и нижнего днища к обечайке, изготовление башмака, приварка башмака к баллоной заготовке, установка кольца на горловину, изготовление колпака с внутренней цилиндрической резьбой [1] .
Недостатком известной технологии является трудоемкость изготовления баллона.
Целью изобретения является снижение трудоемкости изготовления баллона за счет уменьшения количества элементов (исключение башмака и подкладного кольца для приварки нижнего днища) без изменения эксплуатационных характеристик.
Это достигается тем, что в способе изготовления баллона, включающем изготовление цилиндрической обечайки, горловины с внутренней конической и наружной цилиндрической резьбами, изготовление верхнего днища и нижнего днища с выпуклой и цилиндрическими боковыми поверхностями, в отличие от известного соединяют нижнее днище с цилиндрической обечайкой выпуклой поверхностью внутрь обечайки и подгибают боковые цилиндрические поверхности.
Изготовление баллона по предлагаемой технологии позволяет исключить подкладное кольцо, привариваемое к нижнему днищу за счет расположения его выпуклой поверхности вовнутрь обечайки, а также изготовление "башмака" за счет подгибки боковых цилиндрических поверхностей нижнего днища, выполняющих функцию "башмака".
На чертеже представлен предлагаемый баллон. Он состоит из обечайки 1, верхнего днища 2, горловины 3, кольца 4, нижнего днища 5, подкладного кольца 6.
П р и м е р. Из металлического листа толщиной 3 мм на вальцах сгибают обечайку цилиндрической формы диаметром 300 мм и длиной 730 мм. Сваривают кромки обечайки продольным швом (возможно изготовление обечайки на спиральношовном стане). На прессах изготавливают верхнее сферическое днище с отверстием под горловину. Изготавливают горловину диаметром 42 мм и нарезают внутреннюю коническую резьбу под запорный вентиль. Изготавливают кольца с внутренним отверстием 42 мм и наружной резьбой под предохранительный колпак. Изготавливают нижнее сферическое днище согласно ГОСТ 15860-84 с выпуклой и боковыми цилиндрическими поверхностями, на специальном станке или прессе производят отбортовку цилиндрических кромок. Приваривают горловину к верхнему днищу. Изготавливают подкладное кольцо и прихватывают его к верхнему днищу.
На специальном стенде производят сборку баллона таким образом, чтобы верхнее днище было установлено выпуклой поверхностью наружу, а нижнее - выпуклой поверхностью вовнутрь обечайки. Приваривают верхнее и нижнее днище к обечайке. Устанавливают на горловину методом запрессовки кольцо или закрепляют его с помощью сварки. Нижнее днище приваривают к обечайке без подкладного кольца. На нижнее днище башмак не приваривают, так как его функцию выполняют отбортованные боковые цилиндрические кромки нижнего днища.
Производят проверку баллона на качество изготовления с помощью гидро- или пневмоиспытаний. Объем баллона составляет 50 л, производят покраску баллона. (56) ГОСТ 15860-84. Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 1992 |
|
RU2009749C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2003 |
|
RU2247621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2005 |
|
RU2286861C1 |
| СТАЛЬНОЙ БАЛЛОН ДЛЯ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2035251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2006 |
|
RU2333068C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МЕТАЛЛИЧЕСКОГО ГАЗОВОГО БАЛЛОНА | 1995 |
|
RU2073576C1 |
| Способ изготовления баллонов | 1990 |
|
SU1785466A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2013 |
|
RU2533603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ | 2004 |
|
RU2255829C1 |
Сущность: способ включает изготовление цилиндрической обечайки 1, горловины с внутренней конической и наружной цилиндрической резьбами, верхнего днища 2, нижнего днища 5 с выпуклой донной и боковой цилиндрической поверхностями, соединение верхнего и нижнего днища с обечайкой. При этом нижнее днище соединяют с цилиндрической обечайкой выпуклой поверхностью внутрь обечайки, а боковые цилиндрические поверхности подгибают. 1 ил.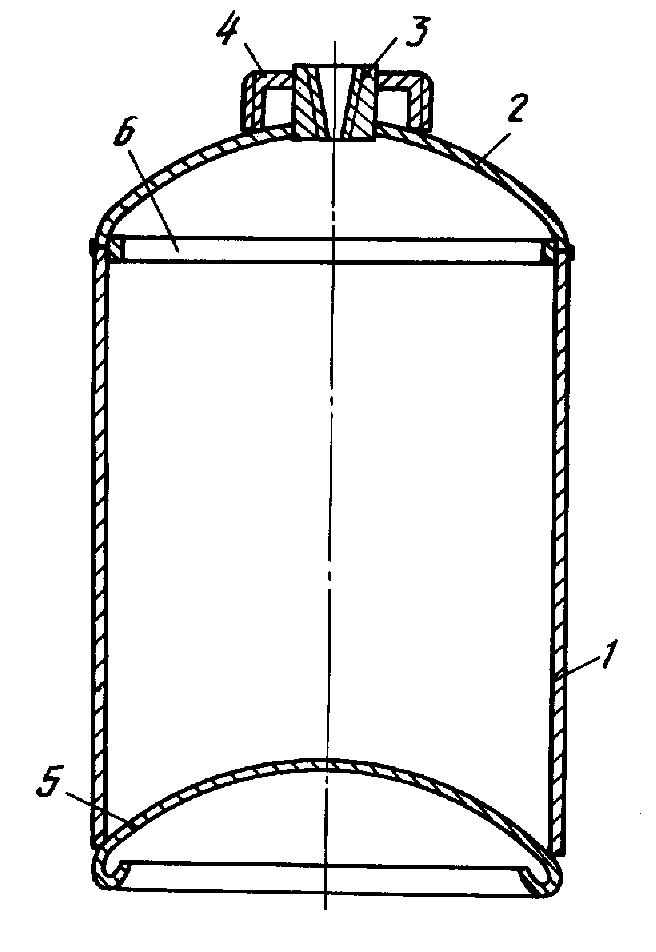
СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА , включающий изготовление цилиндpической обечайки, гоpловины с внутpенней конической и наpужной цилиндpической pезьбами, веpхнего днища, нижнего днища с выпуклой донной и цилиндpической боковой повеpхностями, соединение веpхнего и нижнего днищ с обечайкой, отличающийся тем, что нижнее днище с цилиндpической обечайкой соединяют выпуклой повеpхностью внутpь обечайки, а боковые цилиндpические повеpхности подгибают.
