Изобретение относится к электротермическому оборудованию и может быть применено в машиностроении, в частности при механической обработке деталей из труднообрабатываемых материалов с нагревом слоя металла, срезаемого режущим инструментом в процессе обработки.
Цель изобретения - повышение производительности и снижение расхода электроэнергии.
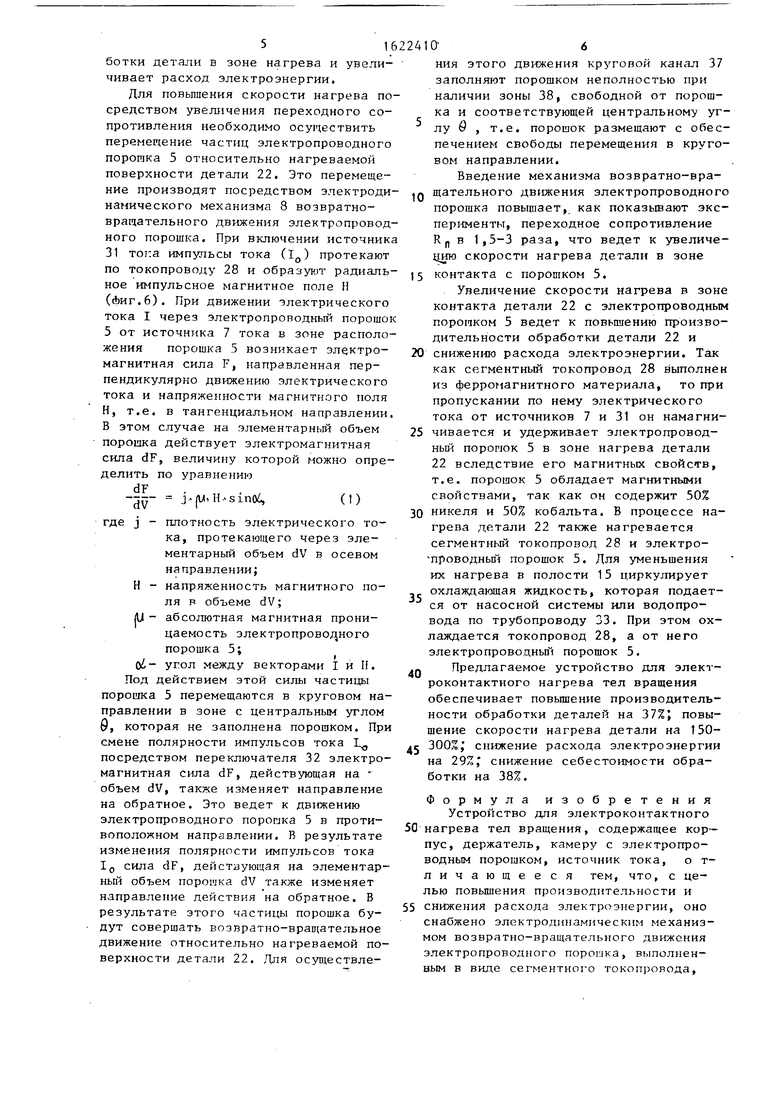
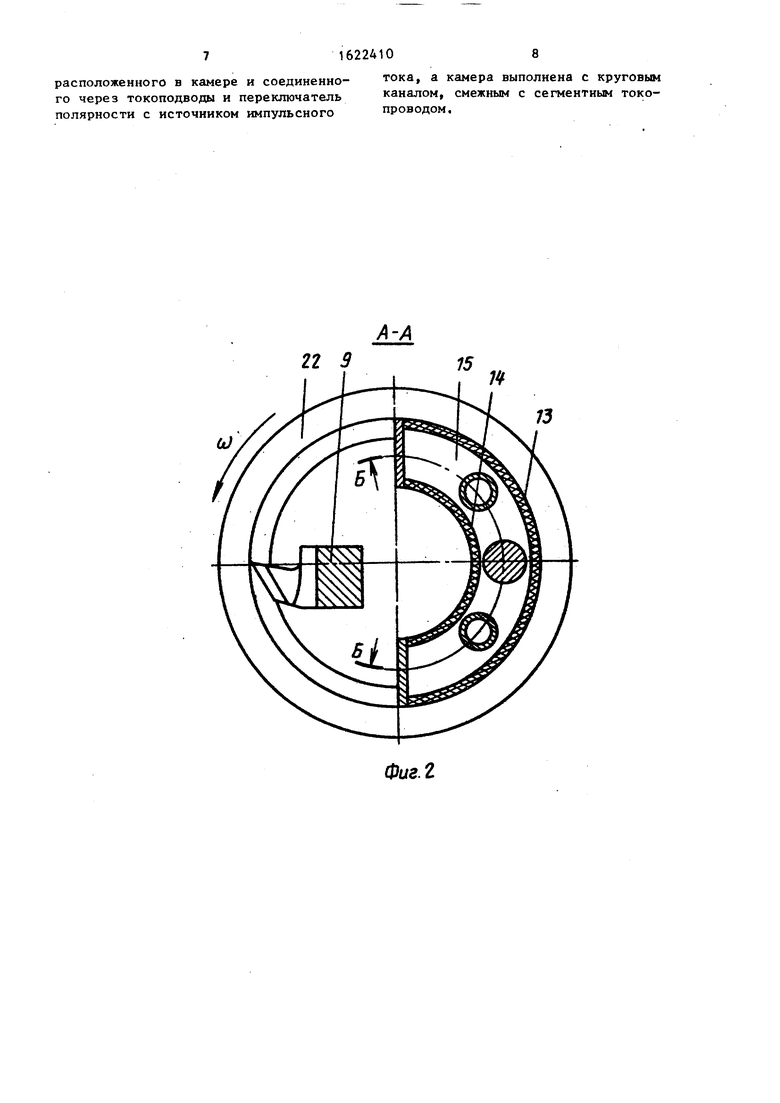
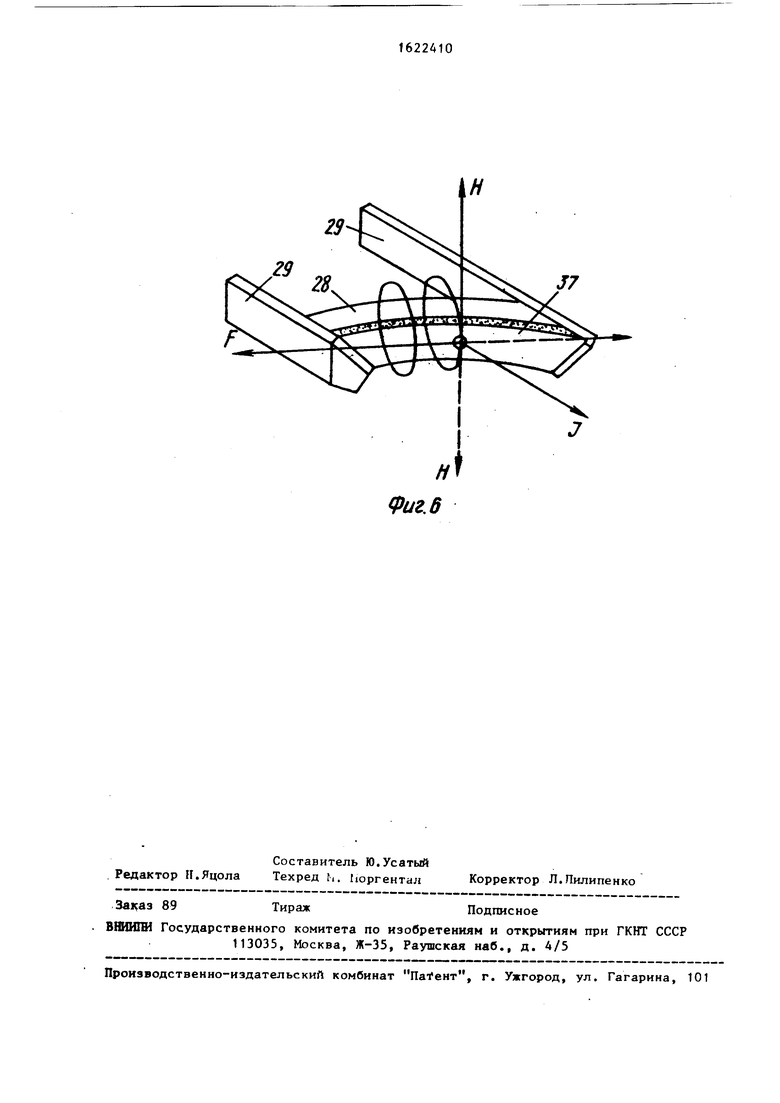
На фиг.1 представлено устройство, общий вид; на фиг.2 - разрез А-А на йиг.1; на фиг.З - разрез Б-В на фиг.2; на фиг.4 - вид В на фиг.З; на фиг.5- разрез Г-Г на фиг.4; на фиг.6 - схема действия электромагнитных сил на частицы электропроводного порошка, перемещающиеся в круговом направлении.
Устройство для электроконтактного нагрева тел вращения содержит корпус 1, держатель 2, камеру 3, механизм 4 перемещения электропроводного порошка 5, токоподводящее устройство 6, источник 7 тока и электродинамический механизм 8 возвратно-вращательного движения электропроводного порошка. Корпус 1 прикрепляется к механизму перемещения режущего инструмента 9. Держатель 2 через изоляционную втулку 10 прикреплен к корпусу 1. Камера 3 содержит торцовые стенки 11 и 12, боковые сегменты 13 и 14, образующие полость 15, в которой циркулирует охлаждающая жидкость. Механизм 4 перемещения электропроводного порошка содержит цилиндр 16, поршень 17, шток 18, катушку 19, крышку 20 и трубопровод 21. Механизм 4 перемещения с помощью трубопровода 21 прикреплен к стенке 12 камеры 3. Механизм перемещения электропроводного порошка предназначен для его подачи в зону нагрева. Основное назначение токоподводя- щего устройства 6 заключается в подводе электрического тока к вращающейся нагреваемой детали 22. Оно состоит из щеткодержателя 23, меднографитовых щеток 24, токоподвода 25 и шинопрово- дов 26 и 27. Меднографитовые щетки 24 контактируют с приспособлением, в которое устанавливают нагреваемую деталь 22. Источник 7 тока, предназначенный для электроконтактного нагрева детали, с помощью шинопровода 26, токоподвода 25 и меднографитовых щеток 24 соединен с нагреваемой деталью 22.
0
5
0
5
0
5
0
5
Электродинамический механизм 8,- предназначен для возвратно-вращательного движения электропроводного порошка 5 в зоне нагрева срезаемогр слоя. Этот механизм содержит сегментный токопровод 28, токоподводы 29 и 30 и источник 31 импульсного тока. Сегментный токоподвод 28 установлен в камере 3 и посредством токоподводов 29 и 30 переключателя 32 соединен с источником 31 импульсного тока. Токоподвод 28 изготовлен из ферромагнитного материала и охлаждается жидкостью, подаваемой в полость 15 трубопровода 33. Токоподводы 29 и 30 соединены с источником 31 импульсного тока посредством шинопроводов 34 и 35 и переключателя 32 полярности. Кроме того, токопровод 28 соединен с источником 7 тока шинопроводами 27 и 36.
Устройство для электроконтактного нагрева тел вращения работает следующим образом.
Деталь 22 устанавливают в приспособление для ее базирования. К детали 22 подводят торцовую стенку 11 до касания электропроводным порошком 5 нагреваемой зоны, подлежащей обработке. После этого деталь 22 приводят во вращение с угловой скоростью Q и по катушке 19 пропускают электрический ток, который наводит в ней магнитное поле. Под действием этого поля шток 18 совместно с поршнем 17 перемещает электропроводный порошок. Указанный прием выполняют для того, чтобы обеспечить плотное прилегание электропроводного порошка 5 к нагреваемой детали 22 в зоне нагрева. Для осуществления нагрева этой зоны через нее пропускают электрический ток от источника 7. В этом случае ток подводят от источника 7 через шинопровод 26, токоподвод 25, меднографитовые щетки 24, .нагреваемую деталь 22 и электропроводный порошок 5. Электрический ток от зоны контакта электропроводного порошка 5 отводят через токопровод 28, держатель 2 и шинопроводы 36 и 27 к источнику 7. Из-за переходного сопротивления Rfl в зоне контакта электропроводного порошка 5 с деталью 22 в этой зоне происходит нагрев контактируемых поверхностей. Однако нагревание этих поверхностей замедленно из-за незначи- тельного переходного сопротивления, что снижает производительность обработки детали в зоне нагрева и увеличивает расход электроэнергии.
Для повышения скорости нагрева посредством увеличения переходного сопротивления необходимо осуществить перемещение частиц электропроводного порошка 5 относительно нагреваемой поверхности детали 22. Это перемещение производят посредством электродинамического механизма 8 возвратно- вращательного движения электропроводного порошка. При включении источника 31 топа импульсы тока (10) протекают по токопроводу 28 и образуют радиальное импульсное магнитное поле И (Лиг.6). При движении электрического тока I через электропроводный порошок 5 от источника 7 тока в зоне расположения порошка 5 возникает электромагнитная сила F, направленная перпендикулярно движению электрического тока и напряженности магнитного поля Н, т.е. в тангенциальном направлении. В этом случае на элементарный объем порошка действует электромагнитная сила dF, величину которой можно определить по уравнению
dF
j,(U H- sinoЈ, (1)
где
dV j
плотность электрического тока, протекающего через элементарный объем dV в осевом направлении;
Н - напряженность магнитного поля в объеме dV;
(U - абсолютная магнитная проницаемость электропроводного порошка 5;
оЈ- угол между векторами I и Н. Под действием этой силы частицы порошка 5 перемещаются в круговом направлении в зоне с центральным углом 9, которая не заполнена порошком. При смене полярности импульсов тока L посредством переключателя 32 электромагнитная сила dF, действующая на - объем dV, также изменяет направление на обратное. Это ведет к движению электропроводного порошка 5 в противоположном направлении. В результате изменения полярности импульсов тока 10 сила dF, действующая на элементарный объем порошка dV также изменяет направление действия на обратное. В результате этого частицы порошка будут совершать возвратно-вращательное движение относительно нагреваемой поверхности детали 22. Для осуществле0
ния этого движения круговой канал 37 заполняют порошком неполностью при наличии зоны 38, свободной от порошка и соответствующей центральному углу Q , т.е. порошок размещают с обеспечением свободы перемещения в круговом направлении.
Введение механизма возвратно-вращательного движения электропроводного порошка повышает, как показывают эксперименты, переходное сопротивление R „ в 1,5-3 раза, что ведет к увеличе- цига скорости нагрева детали в зоне 5 контакта с порошком 5.
Увеличение скорости нагрева в зоне контакта детали 22 с электропроводным порошком 5 ведет к повышению производительности обработки детали 22 и 0 снижению расхода электроэнергии. Так как сегментный токопровод 28 выполнен из ферромагнитного материала, то при пропускании по нему электрического тока от источников 7 и 31 он намагни- 5 чивается и удерживает электропроводный порошок 5 в зоне нагрева детали 22 вследствие его магнитных свойств, т.е. порошок 5 обладает магнитными свойствами, так как он содержит 50% никеля и 50% кобальта. В процессе нагрева детали 22 также нагревается сегментный токопровод 28 и электро- проводный порошок 5. Для уменьшения их нагрева в полости 15 циркулирует охлаждающая жидкость, которая подается от насосной системы или водопровода по трубопроводу 33. При этом охлаждается токопровод 28, а от него электропроводный порошок 5.
Предлагаемое устройство для электроконтактного нагрева тел вращения обеспечивает повышение производительности обработки деталей на 37%; повышение скорости нагрева детали на 150- 300%, снижение расхода электроэнергии на 29%j снижение себестоимости обработки на 38%.
0
5
0
5
Формула изобретения Устройство для электроконтактного
нагрева тел вращения, содержащее корпус, держатель, камеру с электропроводным порошком, источник тока, о т- личающее ся тем, что, с целью повышения производительности и
снижения расхода электроэнергии, оно снабжено электродинамическим механизмом возвратно-вращательного движения электропроводного порошка, выполненным в виде сегментного токопровода,
расположенного в камере и соединенного через токоподводы и переключатель полярности с источником импульсного
тока, а камера выполнена с круговым каналом, смежным с сегментным токо- проводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроконтактного нагрева деталей | 1988 |
|
SU1694663A1 |
| Устройство для механической обработки с нагревом срезаемого слоя | 1990 |
|
SU1808465A1 |
| Способ механической обработки с нагревом срезаемого слоя | 1990 |
|
SU1710192A1 |
| Способ комбинированной обработки деталей | 1991 |
|
SU1816579A1 |
| Устройство к прессу для электроконтактного нагрева заготовок | 1980 |
|
SU1106076A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |
| Электродная головка для электроконтактной обработки | 1990 |
|
SU1722723A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2453407C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 1991 |
|
RU2009787C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 1997 |
|
RU2122928C1 |

Изобретение относится к электротермическому оборудованию и применяется при механической обработке деталей из труднообрабатываемых материалов с нагревом слоя металла, срезаемого режущим инструментом. Цель изобретения - повышение производительности и снижение расхода электроэнергии. Устройство содержит корпус 1, держатель 2, камеру 3, механизм 4 перемещения I 4-«4 ЕЭэлектропроводного порошка, токоподво- дящие устройство 6, источник тока 7, электродинамический механизм 8 возвратно-вращательного движения электропроводного порошка. Корпус 1 прикрепляется к механизму перемещения режущего инструмента. Токоподводящее устройство 6 подводит электрический ток к вращающейся нагреваемой детали. Механизм 8 содержит сегментный токс- провод, токопслводы 29, 30, источник импульсного тока 31 и переключатель полярности 32. Благодаря применению изобретения повышается скорость нагрева изделия за счет увеличения переходного сопротивления в зоне контакта порошка с нагреваемой поверхностью обрабатываемой детали, вызываемого перемещением частиц электропроводного порошка в тангенциальном направлении посредством электродинамического механизма 8 возвратно-вращательного движения электропроводного порошка. 6 ил. и с j W а р ,. ; t/ || L Ш п
(J
73
Фиг. 2
22 15 П 33 21
Фиг.З
А/Р
в
58
Фиг.1/
22
Фиг. 5
Редактор Н.Яцола
Составитель Ю.Усатый Техред ti. 1юргентал
Заказ 89
Тираж
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Корректор Л.Пилипенко
Подписное
| РУЧНАЯ САЖАЛКА ДЛЯ СВЕКЛЫ, ЗЛАКОВ И Т. П. | 1925 |
|
SU8290A1 |
| Счетчик оборотов горизонтального вала машины | 1925 |
|
SU691A1 |
| Устройство электроконтактного нагрева для перемещаемых изделий круглого профиля | 1977 |
|
SU693545A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
