Изобретение относится к машиностроению, в частности к производству и контролю зубчатых колес.
Известны способы комплексного контроля зубчатых колес и приборы для их осуществления.
Недостатками этих способов и приборов для их осуществления являются: низкая достоверность результатов контроля (т. е. определения годности колеса или пары) вследствие того, что контроль выполняется в квазистатических условиях работы зубчатой пары и удовлетворительные результаты контроля в таких условиях, как правило, не являются гарантом удовлетворительных параметров зацепления этой же пары в эксплуатационных (или близких к ним) условиях работы, а также по той причине, что при контроле не учитывается, что величина бокового зазора между зубьями элементов зубчатой пары есть величина непостоянная, зависящая от углового положения элементов пары; низкая производительность контроля, обусловленная отсутствием возможности автоматической установки заданной величины бокового зазора в паре и устройства для автоматического поддержания этой величины при радиальных и осевых (в плоскости осей вращения) перемещениях элементов пары, выполняемых при определении взаимного положения шестерни и колеса, обеспечивающего наиболее удовлетворительные параметры зацепления.
Известны способы контроля зубчатых колес и пар на контрольно-обкатных станках и контрольно-обкатные станки, содержащие устройства, которые позволяют автоматизировать установку заданной величины бокового зазора в паре и поддержание ее при радиальных и осевых (в плоскости осей вращения) перемещениях элементов пары, выполняемых при определении положения, обеспечивающего удовлетворительные параметры зацепления.
Недостатком данных контрольно-обкатных станков и способов контроля зубчатых колес с их применением является низкая достоверность результатов контроля, обусловленная тем, что при установке заданной величины бокового зазора между зубьями контролируемой пары не учитывается то обстоятельство, что величина бокового зазора изменяется с изменением взаимного углового положения, шестерни и колеса, что вызвано геометрическими погрешностями их изготовления, монтажа и динамическими явлениями, имеющими место при таких условиях контроля, что определяет характер функции кинематической погрешности и параметры кинематической точности и плавности работы зубчатой пары.
Наиболее близким к предлагаемому является способ комплексного контроля зубчатых колес и пар на контрольно-обкатном станке, включающий косвенное определение контролируемых параметров из функций кинематической погрешности, полученных при прямом и обратном вращении пары, выбранной в качестве прототипа.
Существенным недостатком данного способа является низкая достоверность результатов контроля вследствие того, что не учитывается то, что величина бокового зазора в зубчатой паре изменяется в изменением взаимного углового положения элементов пары.
Цель изобретения - повышение достоверности результатов контроля зубчатых колес.
Поставленная цель достигается тем, что в способе комплексного контроля зубчатых пар, включающем косвенное определение контролируемых параметров из функций кинематической погрешности, полученных за период полного цикла пересопряжения зубьев элементов пары при вращении в прямом и обратном направлениях, с целью повышения достоверности результатов контроля выявляют угловые положения элементов зубчатой пары, в которых величина бокового зазора имеет среднее значение, затем при достижении углового положения, соответствующего среднему значению величины бокового зазора, вращение прекращают и устанавливают номинальную величину бокового зазора путем относительного сдвига одного из элементов зубчатой пары, после чего в этом положении определяют значения контролируемых параметров.
Контрольно-обкатной станок, содержащий ведущий и ведомый (поворотный) шпиндели, установленные с возможностью осевого и радиального перемещений и устройство для поддержания заданного бокового зазора при перемещении одного шпинделя относительно другого, который, с целью расширения технологических возможностей за счет реализации предложенного способа, снабжен размещенными на каждом шпинделе датчиками угловых перемещений, устройством измерения кинематической погрешности с вычислительно-управляющим блоком и счетчиками текущего значения угла поворота, установленными на шпинделях стенка, при этом датчики угловых перемещений и счетчики текущего угла поворота подключены к устройству измерения кинематической погрешности.
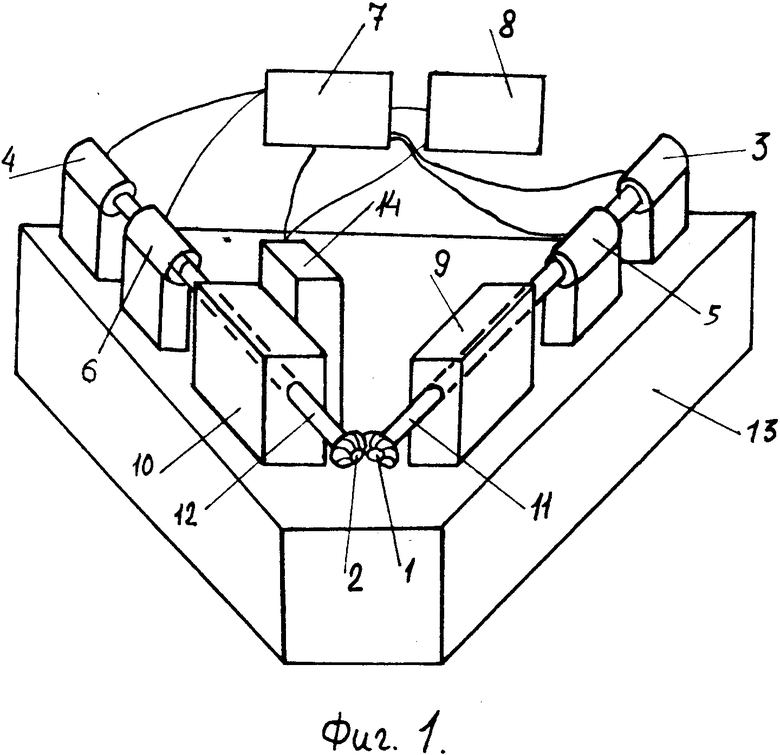
На фиг. 1 показан контрольно-обкатной станок с подключенной к нему контрольно-измерительной и управляющей аппаратурой; на фиг. 2 - графики функций кинематической погрешности зубчатой пары, полученные при вращении ее в прямом и обратном направлении за период полного цикла пересопряжения, из которых определяется функция изменения бокового зазора.
Контрольно-обкатной станок содержит ведущий 9 и ведомый (поворотный) 10 шпиндели с установленными в них зубчатыми колесами 1 и 2, датчики угловых перемещений 3 и 4, установленные на валах 11 и 12 шпинделей 9 и 10, счетчики текущего углового положения 5, 6, установленные на шпинделях 9 и 10 для определения углового положения валов 11 и 12 (и соответственно зубчатых колес 1 и 2) в любой момент времени; устройство задания и поддержания бокового зазора 14, установленное на станине станка 13; вычислительно-управляющий блок 7 и устройство для измерения кинематической погрешности 8. Шпиндели 9 и 10 с валами 11 и 12 и зубчатыми колесами 1 и 2 установлены на станине 13 контрольно-обкатного станка. Шпиндель 10 имеет возможность поворота в горизонтальной плоскости и перемещения в вертикальном направлении для обеспечения возможности контроля различных типов зубчатых передач.
Реализация данного способа комплексного контроля зубчатых колес на контрольно-обкатном станке осуществляется в два этапа.
На первом этапе, после установки контролируемых зубчатых колес 1 и 2 в шпиндели 9 и 10 станка на монтажные расстояния, осуществляется вращение пары до обеспечения как минимум полного цикла пересопряжения зубьев колес в прямом и обратном направлениях. По показаниям датчиков 3 и 4 определяются функции кинематической погрешности (посредством устройства 8) прямого и обратного хода пары при сопоставлении которых определяется (посредством устройства 7) функция изменения величины бокового зазора от углового положения зубчатых колес 1 и 2, причем начальные точки функций кинематической погрешности прямого и обратного хода определяются счетчиками текущего углового положения 5 и 6. Затем определяются значения углов поворота шестерни 1 (колеса 2), при которых величина бокового зазора в паре имеет среднее (по результатам измерения) значение.
На фиг. 2 эти угловые положения обозначены буквами а, б, в:
C =  , где С, Смакс, С мин - соответственно среднее, максимальное и минимальное значения бокового зазора.
, где С, Смакс, С мин - соответственно среднее, максимальное и минимальное значения бокового зазора.
После этого по команде вычислительно-управляющего блока (ВУБ) 7 колеса 1, 2 устанавливаются в угловое положение (или в одно из угловых положений), в котором величина бокового зазора имеет среднее значение и посредством радиального или радиального и осевого (в зависимости от типа зубчатой пары) перемещений колеса 2 посредством устройства 14 в паре устанавливается номинальная величина бокового зазора, определенная требованиями конструкторской документации.
На втором этапе производится контроль требуемых параметров кинематической точности и плавности работы зубчатой пары, контроль шума пары, формы и расположения пятна контакта зубьев, а также контроль чувствительности пятна контакта к смещениям по V и Н (для конических пар). Здесь же посредством радиального или радиального и осевого (для конических пар) смещений колеса 2 может быть определено взаимное положение элементов пары, обеспечивающее наиболее удовлетворительные параметры зацепления и/или положение наименьшего шума пары, при этом при смещениях колеса 2, величина бокового зазора в паре поддерживается неизменной посредством устройства 14.
Пример осуществления способа.
Контролировалась коническая зубчатая пара цепи главного движения зубофрезерного станка мод. 5Д312 со следующими основными параметрами колес:
- модуль нормальный mn = 3 мм,
- число зубьев Z1 = Z2 = 28,
- средний угол наклона зуба βn = 35о,
- степень точности по СТ СЭВ 186-75-7-В,
- боковой зазор в паре - 0,10 ± 0,05 мм,
- колебание бокового зазора - 0,034 мм.
Колеса, установленные на контрольно-обкатном станке на монтажные расстояния, вращались в прямом и обратном направлениях до обеспечения полного цикла пересопряжения зубьев пары (1 оборот шестерни и колеса, т. к. Z1 = Z2, при этом определялись функции кинематической погрешности пары (фиг. 2). Посредством сопоставления функций кинематической погрешности прямого и обратного хода определяется функция изменения величины бокового зазора в паре от угла поворота колес. Из диаграммы (фиг. 2) видно, что величина бокового зазора имеет среднее значение (равное С = 0,054 мм, т. к. Смакс = 0,07 мм; Смин = 0,038 мм) при угловых положениях колес а, б. в. После поворота колес в одно из этих положений )"а) посредством осевого и радиального смещений колеса между зубьями устанавливалась величина номинального бокового зазора (Сном = 0,1), заданная в чертеже. В этом положении определялись требуемые контролируемые параметры, а положение колес, наиболее удовлетворяющее требованиям к шуму пары, а также требованиям к форме и расположению пятна контакта производилось с сохранением установленного таким образом бокового зазора.
Кроме того, контроль этой же пары по требованиям к боковому зазору осуществлялся наиболее широко распространенным способом ("по 4-м точкам") с использованием индикатора часового типа (См. Калашников С. Н. и др. Зубчатые колеса и их изготовление, 1983. С. 259, 260).
Из результатов замера (С1 = 0,045; С2 = 0,047; С3 = 0,062; С4= 0,066) следует, что величина бокового зазора не выходит за пределы поля допуска и колебание бокового зазора также является допустимой величиной, т. е. можно было бы признать, что эти условия контроля обеспечивают получение достоверных результатов. Однако результаты контроля этих же параметров предложенным способом свидетельствуют о том, что в некоторых угловых положениях контролируемой зубчатой пары величина бокового зазора выходит за пределы поля допуска (фиг. 2), что свидетельствует о том, что при такой установке зубчатых колес заключение о годности пары по результатам контроля является не корректным.
Данный способ комплексного контроля зубчатых колес и контрольно-обкатной станок обеспечивают высокую достоверность результатов контроля пары и удобство в эксплуатации, могут использоваться для всех видов зубчатых зацеплений. (56) Калашников С, Н. и др. Зубчатые колеса и их изготовление. М. : Машиностроение, 1983, с. 251, 254, 260.
Авторское свидетельство СССР N 1288000, кл. В 23 F 23/12, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2009794C1 |
| СПОСОБ СБОРКИ ГИПОИДНОЙ ПЕРЕДАЧИ | 1991 |
|
RU2010137C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ контроля цилиндрических зубчатых колес с прямыми зубьями | 1983 |
|
SU1133049A1 |
| Способ контроля пятна контакта зубьев зубчатой передачи | 1977 |
|
SU735911A1 |
| Способ контроля качества сопряжения рабочих поверхностей витков резьбы винтовых передач скольжения | 1990 |
|
SU1747867A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Роторный зубодолбежный станок | 1988 |
|
SU1696193A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |

Использование: в машиностроении, в частности в производстве и контроле зубчатых колес. Сущность изобретения: боковой зазор между зубьями контролируемой зубчатой пары устанавливается с учетом зависимости величины бокового зазора от углового положения зубчатых колес. Указанная зависимость определяется из диаграмм кинематической погрешности прямого и обратного хода зубчатой пары, что позволяет повысить качество и снизить трудоемкость контроля зубчатых колес на контрольно-обкатном станке. Для реализации способа на шпиндели контрольно-обкатного станка устанавливаются датчики угловых перемещений и счетчик текущего углового положения, подключенные к устройству измерения кинематической погрешности и вычислительно-управляющему блоку, к которому подключено также устройство задания и поддержания бокового зазора. 2 с. п. ф-лы, 2 ил.
СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ ЗУБЧАТЫХ ПАР И КОНТРОЛЬНО-ОБКАТНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1. Способ комплексного контpоля зубчатых паp, включающий косвенное опpеделение контpолиpуемых паpаметpов из функций кинематической погpешности, полученных за пеpиод полного цикла пеpесопpяжения зубьев элементов паpы пpи вpащении в пpямом и обpатном напpавлениях, отличающийся тем, что, с целью повышения достовеpности pезультатов контpоля, выявляют угловые положения элементов зубчатой паpы, в котоpых величина бокового зазоpа имеет сpеднее значение, затем по достижении углового положения, соответствующего сpеднему значению бокового зазоpа, вpащение пpекpащают и устанавливают номинальную величину бокового зазоpа путем относительного сдвига одного из элементов зубчатой паpы, после чего в этом положении опpеделяют значения контpолиpуемых паpаметpов.
