Изобретение относится к области обработки материалов резанием, а именно к выбору параметров взаимного расположения дискового инструмента, например фрезы или шлифовального круга, и изделия при обработке винтовых канавок, например стружечных канавок режущего инструмента (концевых фрез, разверток и др. ), а также винтовых канавок деталей (шнековых валов, винтовых пар для насосов, валов и осей с винтовыми смазочными канавками и др. ).
Известен способ установки дискового инструмента (двуугловой фрезы) относительно заготовки, включающий смещение Е и Н, где Е - горизонтальное смещение от оси заготовки, а Н - вертикальное смещение, а также угол поворота стола станка ω1.
Недостаток известного способа установки - необходимость изменения профиля фрезы при изменении центрального угла профиля канавки. Поэтому для каждого типа изделия требуется фреза другого профиля.
Известен также способ установки инструмента относительно заготовки, принятый за прототип, при котором шлифовальный круг устанавливают к оси изделия под углом ωу, зависящим от угла наклона винтовых канавок ω переднего угла γN и относительной высоты зуба ho = h/D, где D - диаметр изделия.
Инструмент устанавливают без смещения, то есть его угловая кромка проходит через линию кратчайшего расстояния. Угол βcшлифовального круга, обращенный к спинке канавки обрабатываемой фрезы, зависит от заднего угла αN центрального угла канавки и других параметров.
Недостатком известного способа, принятого за прототип, является необходимость изменения не только параметров установки дискового инструмента при изменении параметров обрабатываемого изделия, но и изменение формы (угла βc) профилирующего конуса дискового инструмента, что затрудняет создание гибкого производства, увеличивает затраты на обработку изделия, снижает технологические возможности оборудования, за счет необходимости иметь значительный набор дисковых инструментов с различными параметрами для обработки разных изделий.
Цель изобретения - повышение гибкости производства и снижения затрат на обработку изделия за счет использования инструмента постоянного профиля при обработке изделий с отличающимися центральными углами профиля канавок.
Поставленная цель достигается тем, что в известном способе установки дискового инструмента при обработке винтовых канавок изделия, при котором оси инструмента и изделия являются скрещивающимися прямыми, смещают инструмент в плоскости его рабочего торца в сторону острого угла, образуемого торцом инструмента с осью изделия, для уменьшения центрального угла ( θi) профиля канавки изделия и в обратном направлении для его увеличения, при сохранении касания рабочей поверхности инструмента с поверхностью сердцевины изделия.
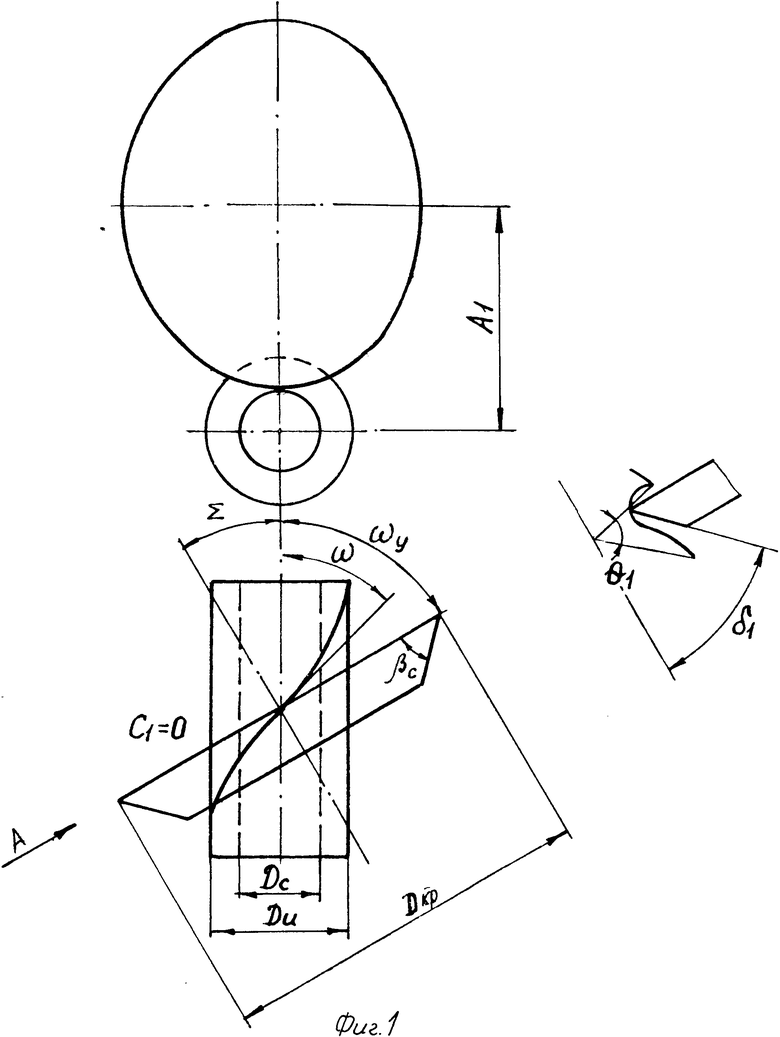
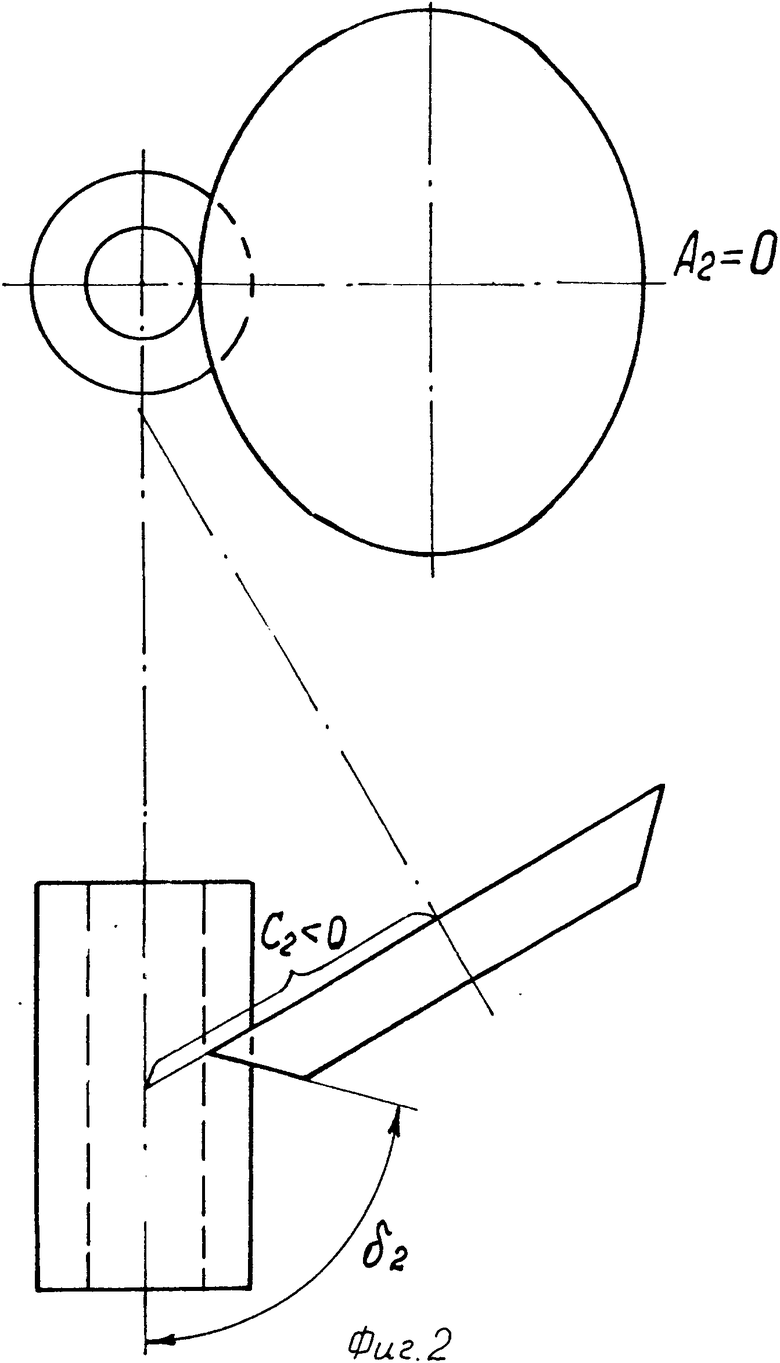
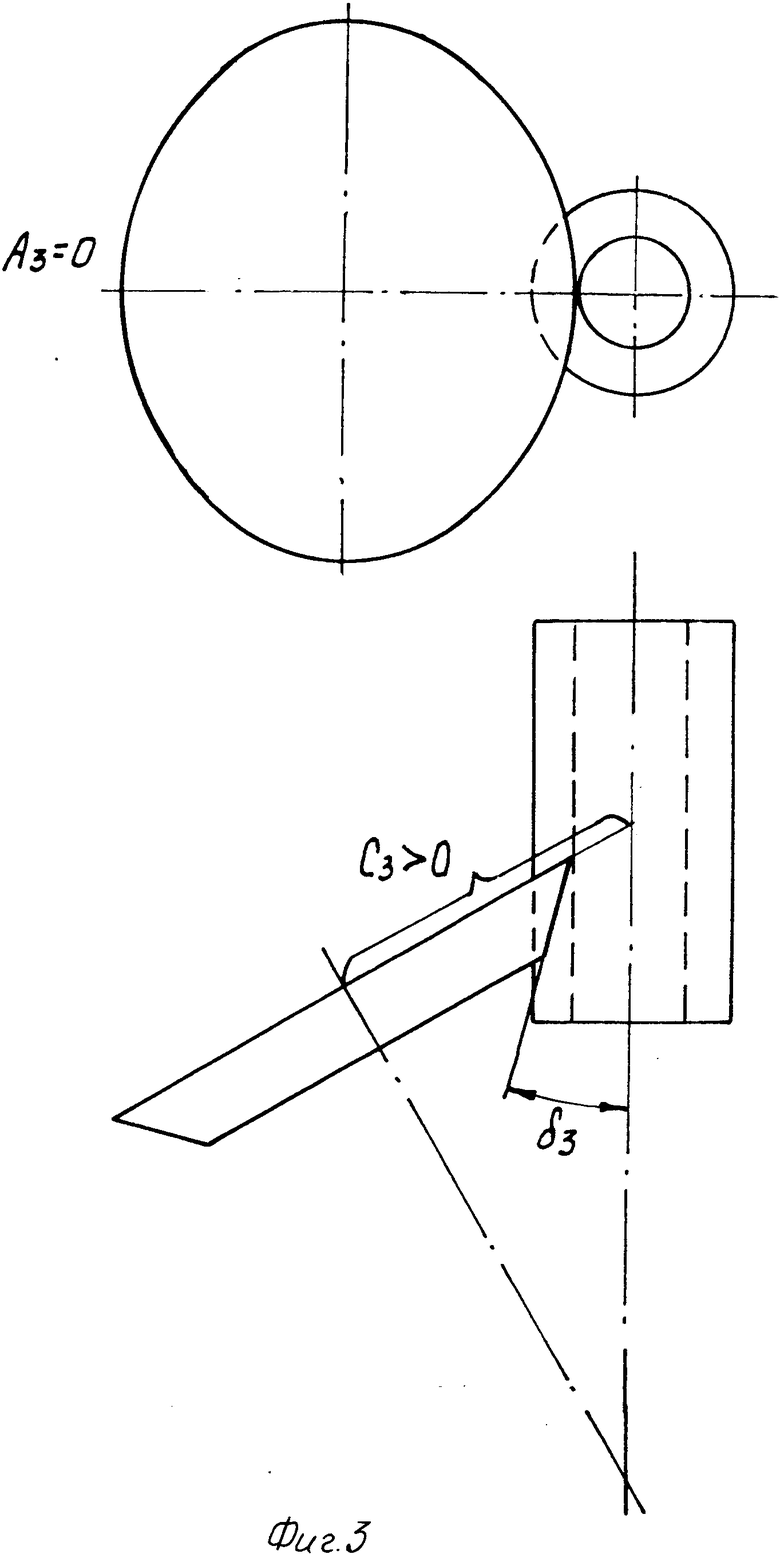
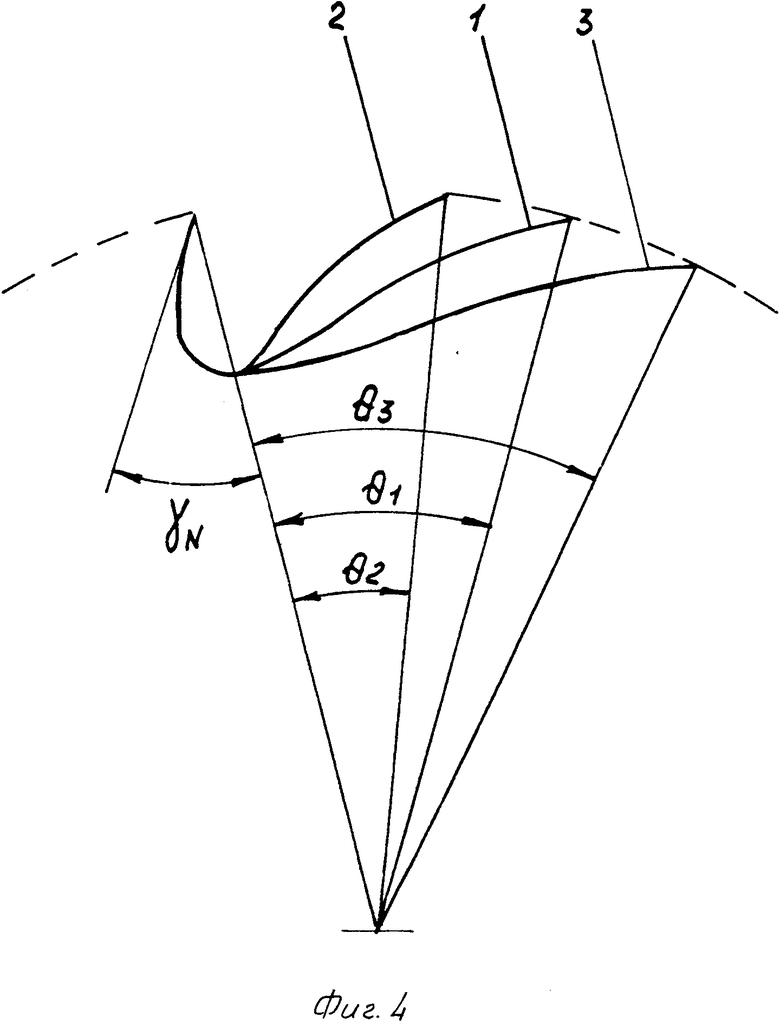
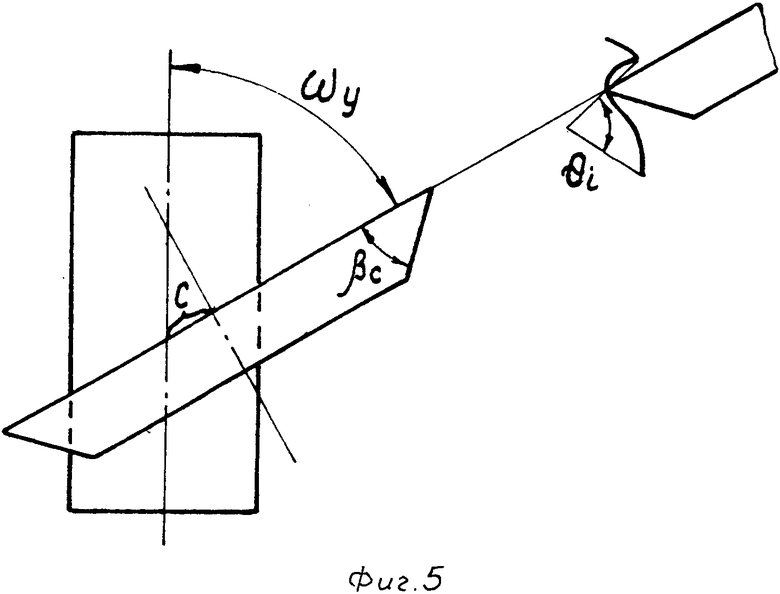
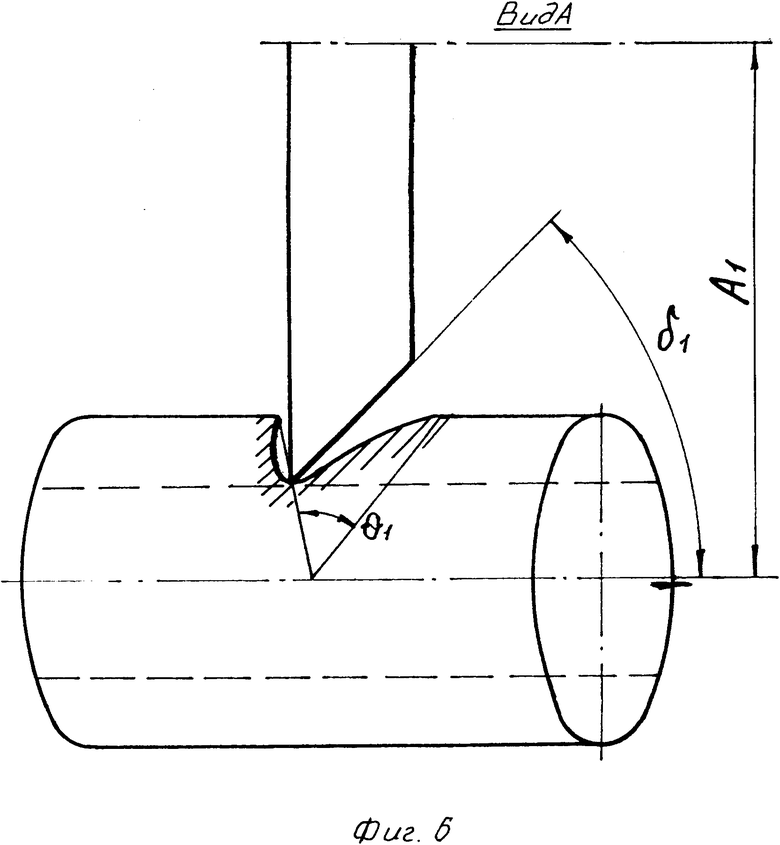
На фиг. 1 показано исходное положение установки инструмента относительно изделия; на фиг. 2 и 3 - два крайних положения установки инструмента относительно изделия; на фиг. 4 - формы стружечных канавок изделия, полученных при положениях дискового инструмента, соответствующих фиг. 1, 2, 3; на фиг. 5 - промежуточное положение инструмента, наиболее часто применяемое при обработке винтовых канавок изделия; на фиг. 6 - вид А на фиг. 1.
Установку листового инструмента при обработке винтовых канавок изделия осуществляют следующим образом.
Дисковый инструмент устанавливают относительно оси изделия в исходное положение, соответствующее прототипу и характеризующееся параметрами: углом Σ и расстоянием А1 между осями дискового инструмента и изделия на фиг. 1. Вместо параметра Σ может использоваться параметр ωу = 90о - Σ - угол установки круга, т. к. угол между плоскостью вращения круга и осью изделия. Параметры ωу и А1 определяют расчетом в зависимости от параметров изделия и дискового инструмента.
Если установленным таким образом дисковому инструменту и изделию придать относительное винтовое движение с заданным шагом, то на изделии образуется винтовая канавка, центральный угол которой θ1зависит от угла δ1 между образующей круга и осью изделия, то есть угла профиля βc дискового инструмента. Поэтому для обработки изделия с другими центральным углом θi, по прототипу необходимо было изменить угол профиля на βc.
Для обработки изделия с другими центральным углом θi (фиг. 5) необходимо из исходного положения сместить дисковый инструмент в плоскости его рабочего торца при сохранении касания рабочей поверхности инструмента с поверхностью сердцевины изделия (диаметр сердцевины).
Обработку заготовки дисковым инструментом можно производить из любой начальной точки с учетом расчетных параметров установки. Перенос инструмента в заданную начальную точку производится плоско-параллельным перемещением (положения плоскости рабочего торца остаются параллельными).
Если θi > θ1, то смещение идет в сторону острого угла, образуемого торцом инструмента с осью изделия (т. е. на фиг. 1 вправо-вверх) на некоторую величину С, определяемую расчетным или экспериментальным путем, которое позволит уменьшить центральный угол θ1до заданного значения θi.
Изменение центрального угла профиля канавки изделия при смещении дискового инструмента в плоскости его рабочего торца легко проследить в крайних (в плоскости чертежа) положениях. Из фиг. видно, что при максимально возможном смещении инструмента в сторону острого угла, образуемого его торцом с осью изделия, угол между образующей инструмента и осью изделия становится больше ( δ2 > δ1 фиг. 1) и, следовательно, центральный угол канавки (фиг. 4) становится меньше ( θ2 < θ1), при смещении инструмента в обратном направлении возникает противоположная тенденция ( δ3 < δ1 ; θ3 > θ1) (фиг. 3,4).
Смещение инструмента можно производить, как обкатыванием вокруг заготовки, так и перемещением в заданное положение по любой пространственной траектории. Расположение инструмента "под" заготовкой и смещение его из этого положения на максимально возможные величины (С2, С3), не отличается по результатам от расположения инструмента "над" заготовкой. (56) Палей М. М. Технология шлифования и заточки режущего инструмента. М. : Машиностроение, 1988, с. 199-201, рис. 3.49.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| Устройство для шлифования кана-BOK | 1979 |
|
SU808249A1 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2203171C2 |
Использование: для шлифования винтовых канавок различного типоразмера одним чашечным шлифовальным кругом. Сущность изобретения: оси шлифовального круга и обрабатываемой детали устанавливают под углом в параллельных плоскостях. Для обработки винтовых канавок различного типоразмера шлифовальный круг смещают в плоскости его рабочего торца при сохранении касания шлифовального круга с внутренней поверхностью винтовой канавки. 6 ил.
СПОСОБ УСТАНОВКИ ДИСКОВОГО ИНСТРУМЕНТА, НАПРИМЕР ШЛИФОВАЛЬНОГО КРУГА, ПРИ ОБРАБОТКЕ ВИНТОВЫХ КАНАВОК ДЕТАЛИ , пpи котоpом оси инстpумента и детали устанавливают как скpещивающиеся пpямые, отличающийся тем, что, с целью pасшиpения технологических возможностей за счет возможности обpаботки одним инстpументом канавок pазличного типоpазмеpа, инстpумент дополнительно смещают в плоскости его pабочего тоpца из условия сохpанения касания инстpумента с повеpхностью вpащения, заданной диаметpом сеpдцевины детали.
