Изобретение относится к станкостроению, касается шлифования и может быть использовано при изготовлении спиральных сверл.
Цель изобретения - увеличение ресурса сверла путем увеличения числа возможных переточек.
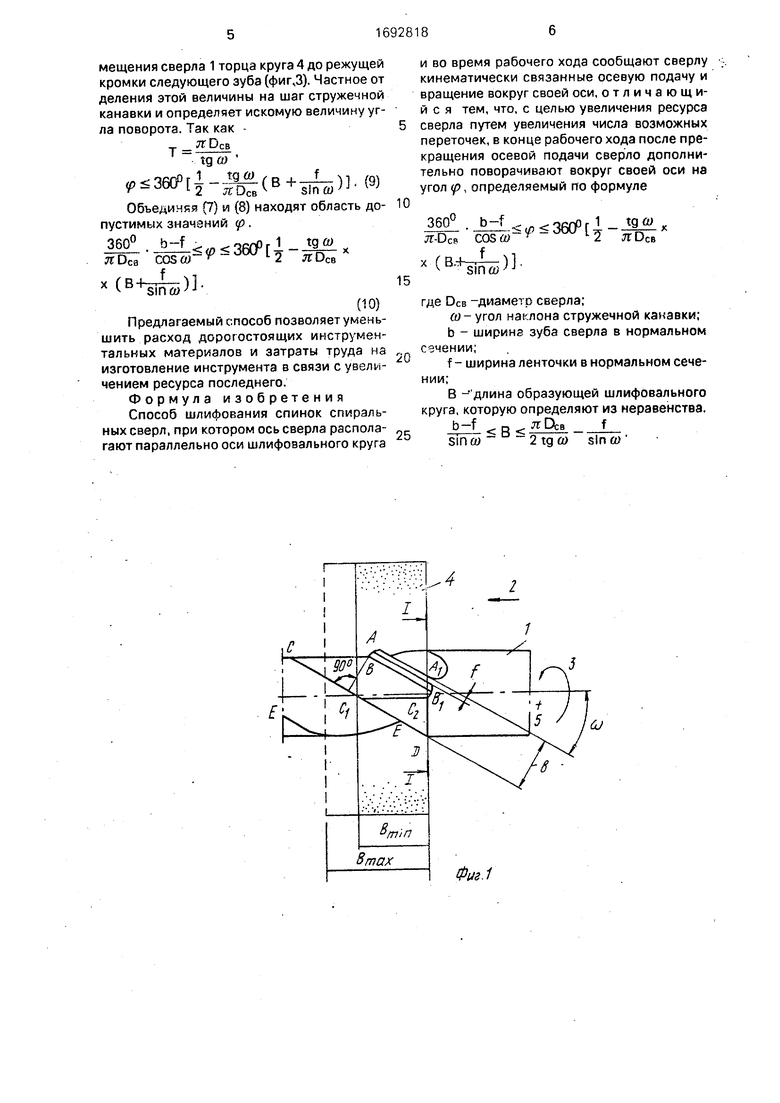
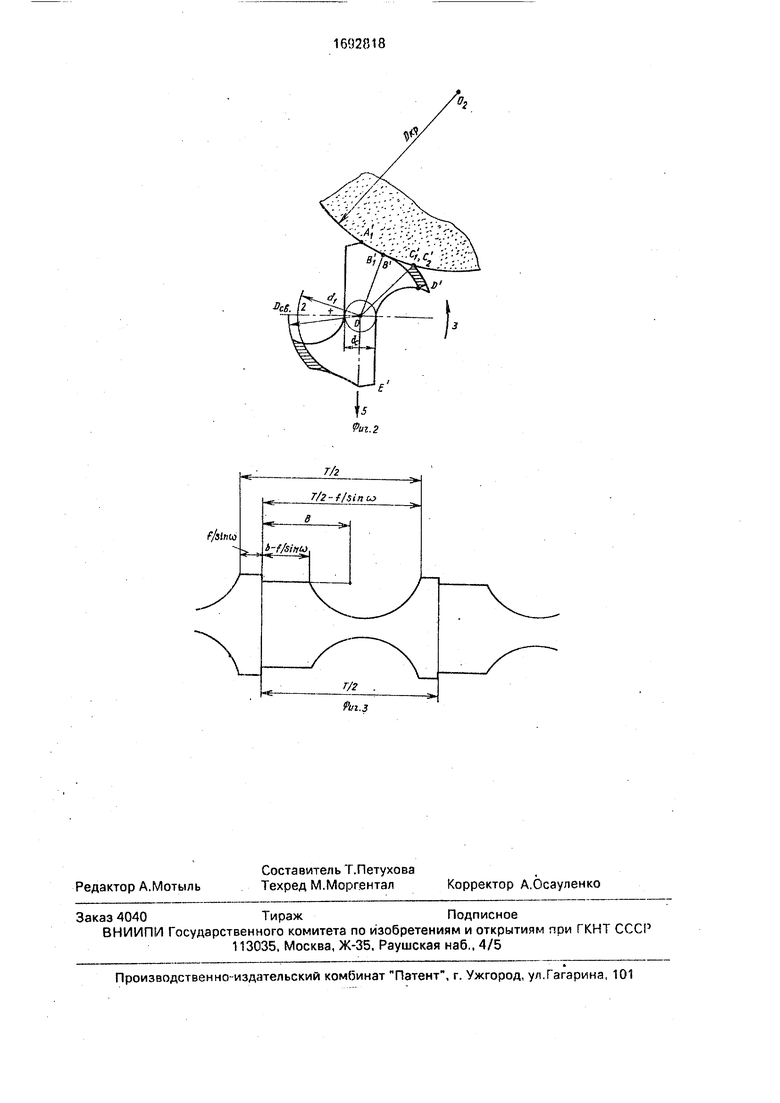
На фиг. 1 показано расположение и взаимодействие сверла и шлифовального круга в проекции на плоскость, параллельную оси сверла; на фиг.2 - то же, в проекции на плоскость, перпендикулярную оси сверла; на фиг.З - расположение сверла и круга в сечении плоскостью, проходящей через ось еверла.
Для создания винтовой поверхности спинки сверлу 1 сообщают во время рабочего хода движение продольной подачи в осевом направлении 2, кинематически связанное с вращением 3 вокруг его оси. В
конце продольного хода сверло отводят от шлифовального круга 4, перемещая его в радиальном направлении 5 перпендикулярном оси сверла 1. Ось сверла 1 располагают параллельно оси шлифовального круга 4.
В поперечном сечение плоскостью 1-1 контакт круга 4 с заготовкой сверла 1 происходит по дуге А В Ci (фиг.2). Точкам этой дуги соответствуют винтовые линии AAi, 8Bi, CCi и отрезок CiCa, лежащий на образующей цилиндрической поверхности заготовки сверла 1 (фиг.1). Линия AAi является линией пересечения поверхности спинки с наружной цилиндрической поверхностью сверла 1. Ее расстояние от линии пересечения винтовой передней поверхности с цилиндрической поверхностью сверла 1 определяет ширину ленточки f. Линия BBi (фиг.1) соответствует точке В1 (фиг,2), котоа
SQ
N0 00
00
рая является точкой контакта наружной поверхности круга 4 с поверхностью спинки наименьшего диаметра. Отрезок CiCa является линией пересечения цилиндрической поверхности круга 4 с поверхностью заготовки сверла 1. Эта линия образуется в конце продольного хода, На участке BD в сечении 1-1 сверла 1-припуск остается не срезанным, что уменьшает на величину отрезка CiCa длину рабочей части сверла 1, которая может быть переточена, Ее величина зависит от ширины b зуба сверла 1, ширины f ленточки, угла наклона о) стружечных канавок, величины дуги Ai1 В 1 С 1, которая в свою очередь определяется диаметром сН спинки и диаметром круга 4 Окр (фиг.2). Отрезок СчС.2 будет тем больше, чем больше ширина в зуба, чем меньше угол наклона ft) стружечных канавок, чем меньше диаметр di спинки (при одном и том же диаметре сверла DCB и ширине f ленточки). Для того, чтобы обеспечить возможность увеличения количества переточек, необходимо сошлифовать слой металла, лежащий на участке CiCaD (фиг.1). Снятие этого слоя осуществляют путем поворота сверла 1 вокруг его оси в конце рабочего- хода (при отсутствии перемещения сверла 1 относительно круга 4) на угол р , равный или больший центрального угла В ,0 D (см.фиг.2), но меньший угла Ј , при повороте на который торцовое сечение шлифовального круга 4 войдет в контакт с кромкой EF, образованной линией пересечения передней поверхности сверла 1 с его наружной ци- линдрической поверхностью (фиг.1), т.е. угол р должен определяться из неравенства
B1OD1 Ј |.
Выполнение этого неравенства обеспе- чивает занижение спинки в конце винтовой канавки по всей ширине b зуба или его части при условии отсутствия врезания круга 4 в переднюю поверхность следующего зуба. На фиг.2 видно, что угол B1OD1 возрастает с увеличением диаметра di спинки. Поэтому при увеличении диаметра di спинки увеличивается длина В образующей шлифовального круга 4, необходимая для занижения спинки по всей ширине b зуба. При мини- мальном занижении спинки точка Bi совмещается с точкой А1, а длина ВМин образующей шлифовального круга 4 достаточная для того, чтобы сошлифовать припуск со всей ширины зуба, из A CAP (фиг.1) составляет
BM,SCA C,,0)
т.е. равна ширине спинки, измеренной в продольном сечении сверла 1. Из фиг.З следует, что длина В образующей круга 4 с целью унификации размеров шлифовальных кругов для обработки сверл с различны- ми размерными и геометрическими параметрами, может быть увеличена, при зтом максимальная длина В образующей определяется из условия отсутствия врезания в следующий зуб сверла
макс т;: - гггт; (2)
В
2 sin ft)
где Т - шаг стружечной канавки сверла, так как
ггОсв
Т ™tgw
то В
л: DC
макс
(3)
2 tgffl
Минимальная величина угла поворота сверла, необходимая и достаточная для того, чтобы сошлифовать припуск по всей ширине, как следует из фиг.2, составляет
B1OD1 360° Д .(4)
ЯЫсв
ПринимаяиВ101 #В1О,изДС1В10(фиг.1),(5) находят
,n,l b-f
sin о) ь-f
Л DCB
Значение угла ф B UD может
Bi D C Bi tgft) B1od46/-; tgft)
cos to
,(6)
(7)
B1OD1
COS to p
быть принято в том случае, когда центральный угол канавки в поперечном сечении сверла 1 (фиг.2 ,D1OE1) больше центрального угла спинки, а длина образующей шли- фовального круга 4 соответствует минимальной величине, определяемой формулой (2). Минимальная величина угла поворота сверла 1, необходимая для снятия припуска по всей ширине зуба, в большинстве случаев может быть рассчитана по формуле (7). Если длина В образующей круга 4 принята больше величины, определяемой формулой (б), но меньше величины, определяемой формулой (7), то угол поворота сверла будет определяться отсутствием врезания в следующий зуб. Величину этого угла можно найти по формула
Ь(В+Ш75 1--3-Т где Т - шаг стружечной канавки сверла; В - длина образующей шлифовального круга; f/sin ft) - ширина ленточки, измеренная в продольном сечении сверла.
Величина, записанная в квадратных скобках, представляет собой расстояние от заднего по направлению продольного перемещения сверла 1 торца круга 4 до режущей кромки следующего зуба(). Частное от деления этой величины на шаг стружечной канавки и определяет искомую величину угла поворота. Так как ЛГОсв
Т tgft) 0 :36CP |-t9
f
2 JED
ев
( B + Г7п Я (Q)
Объединяя (7) и (8) находят область допустимых значений р.
360
,.
sin со
(Ю)
Предлагаемый способ позволяет умен fa- шить расход дорогостоящих инструментальных материалов и затраты труда на изготовление инструмента в связи с увеличением ресурса последнего.
Формула изобретения Способ шлифования спинок спиральных сверл, при котором ось сверла располагают параллельно оси шлифовального круга
0
5
0
и во время рабочего хода сообщают сверлу кинематически связанные осевую подачу и вращение вокруг своей оси, отличающийся тем, что, с целью увеличения ресурса сверла путем увеличения числа возможных переточек, в конце рабочего хода после прекращения осевой подачи сверло дополнительно поворачивают вокруг своей оси на угол р, определяемый по формуле
5
360° Jl-D,
ев
L S36oP i-«Ј. (ав)где DCB -диаметр сверла;
со- угол наклона стружечной канавки;
b - ширина зуба сверла в нормальном сечении;
f-ширина ленточки в нормальном сечении;
В - длина образующей шлифовального круга, которую определяют из неравенства.
Sin о)
В
л: Рев
2tgw sin со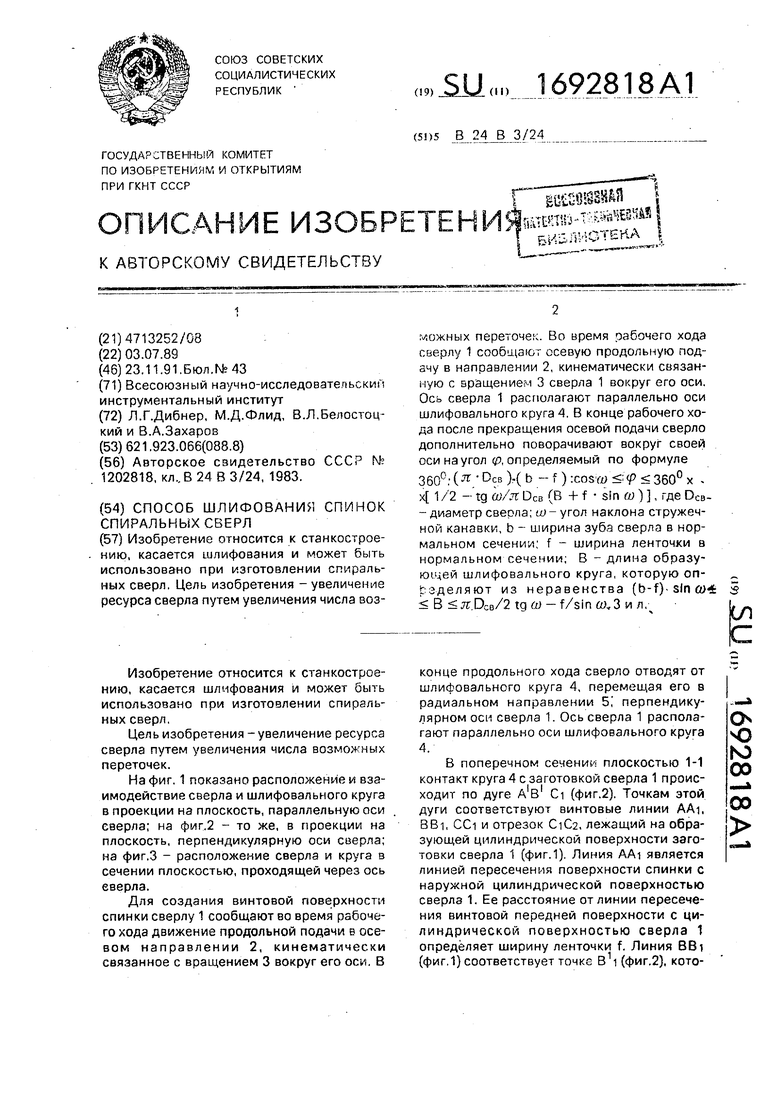

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Режущий инструмент с износостойким покрытием | 1984 |
|
SU1180174A1 |
| Спиральное сверло | 1981 |
|
SU965627A1 |
| Метчик | 1989 |
|
SU1763113A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Спиральное сверло | 1988 |
|
SU1682050A1 |
| Спиральное сверло | 1989 |
|
SU1722710A1 |
| Способ шлифования спинок спиральных сверл | 1983 |
|
SU1202818A1 |
Изобретение относится к станкостроению, касается шлифования и может быть использовано при изготовлении спиральных сверл. Цель изобретения - увеличение ресурса сверла путем увеличения числа возможных переточек. Во время рабочего хода сверлу 1 сообщают осевую продольную подачу в направлении 2, кинематически связанную с вращением 3 сверла 1 вокруг его оси. Ось сверла 1 располагают параллельно оси шлифовального круга 4. В конце рабочего хода после прекращения осевой подачи сверло дополнительно поворачивают вокруг своей оси на угол р, определяемый по формуле 360°: О/ °« X b - f ) :coso) р 360° х . х 1 /2 - tg (и/л DCB (В + f sin со ) , где DCB- - диаметр сверла; и)- угол наклона стружечной канавки, b - ширина зуба сверла в нормальном сечении; f - ширина ленточки в нормальном сечении, В - длина образующей шлифовального круга, которую оп- эделяют из неравенства (b-f) sin В л Dee/2 tg ft) - f/sin ш, 3 и л. СП С
Фаг.1
| Способ шлифования спинок спиральных сверл | 1983 |
|
SU1202818A1 |
