Z
Z.
СП
00
со со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1991 |
|
SU1817015A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ МАГНИТНЫХ ДЕФЕКТОСКОПОВ | 1992 |
|
RU2040787C1 |
| Способ калибровки магнитных дефектоскопов | 1991 |
|
SU1797029A1 |
| Устройство для калибровки магнитных дефектоскопов | 1988 |
|
SU1589191A2 |
| Устройство для калибровки магнитных дефектоскопов (его варианты) | 1980 |
|
SU911305A1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1658069A1 |
| Способ магнитографического контроля | 1989 |
|
SU1727043A1 |
| Способ изготовления эталонных образцов для дефектоскопии | 1989 |
|
SU1705730A1 |
| Дефектоскоп для сварных швов | 2015 |
|
RU2639592C2 |
| Контрольный образец для магнитной дефектоскопии | 1991 |
|
SU1809377A1 |
Изобретение относится к средствам неразрушающего контроля и может быть использовано для калибровки магнитных дефектоскопов. Целью изобретения является расширение области использования за счет калибровки также и дефектоскопов, предназначенных для контроля изделий со сварным швом. Для этого на бездефектном контрольном образце 1 закрепляют пластины 2 и 3. Пластины 2 являются имитатором сварного шва, а пластина 3 - имитатором дефекта. Пластины 2 и 3 подключают к источникам 4 и 5 тока соответственно. Пластина 2 выполнена по размеру контролируемого сварного шва, а ширина пластины 3 равно заданной величине минимального дефекта. Пропускают по пластинам ток, причем ток по пластине имитатора сварного шва направлен противоположно току пластины имитатора дефекта. В процессе пропускания тока по пластинам на бездефектный образец воздействуют внешним тангенциальным полем, направление которого совпадает с направлением поля имитатора дефекта, считывают сигнал, соответствующий минимальной величине дефекта, а по его величине проводят калибровку дефектоскопа. 2 с. и 1 з.п. ф-лы, 5 ил.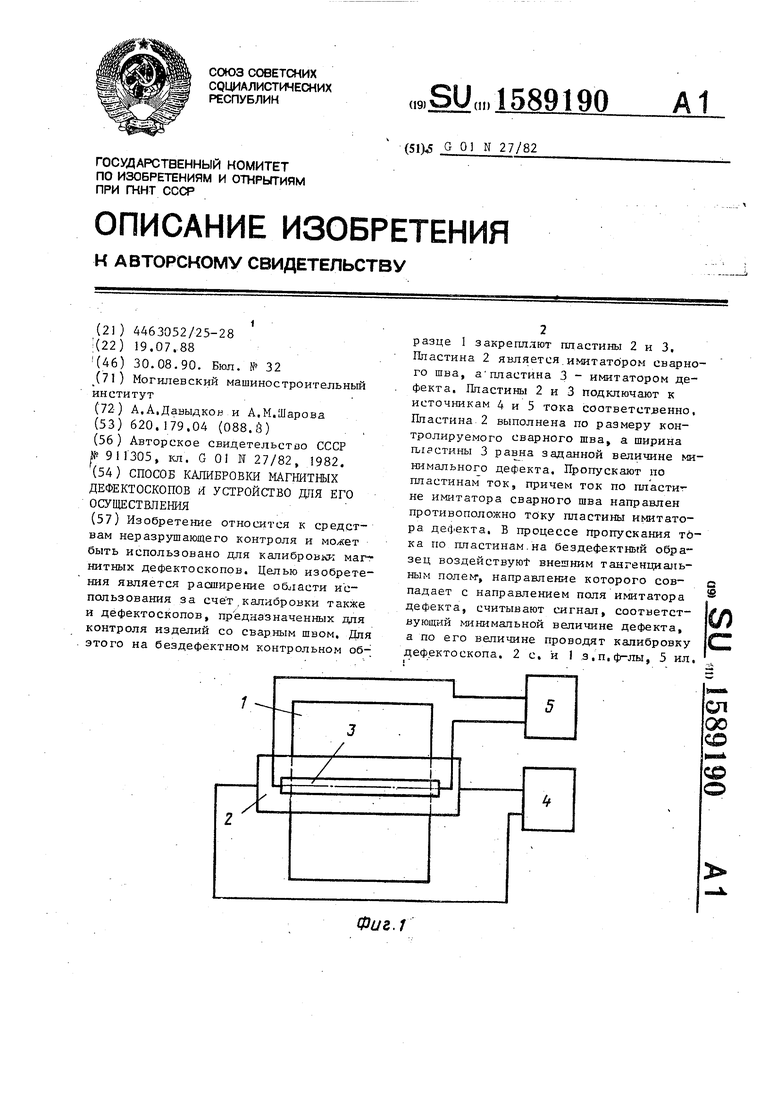
Фиг. г
315
Изобретение относится к средствам н разрушающего контроля и .может быть И(|:пользовано для калибровки магнитных дефектоскопов,
Целью изобретения является расширение области использования за счет калибровки . дефектоскопов, предназначенных для контроля изделий со сварным швом.
На фиг, 1 показано устройство для калибровки магнитных дефектоскопов на контрольном образце без дефекта на фо
15
20
25
30
35
не магнитного поля, созданного имита- тфром сварного шва в виде пластины; н фиг, 2 - устройство для калибров- К1 дефектоскопов с имитатором с варно- г шва в виде двухпроводной линии;
н фиг, 3 - распределение магнитного пфля имитатора дефекта и имитатора сварного шва в виде пластин.на фоне тангенциального намагничивающего поли .ЕЙ .нз 4ит, А - распределение маг H iTHbix полей имитатора дефекта, ими- TJaTopa сварного шва, выполненного в
виде двухпроводной линии, и внешнего тангенциального поля; на фиг, 5 - рас- п)еделение магнитного поля валика с|варного шва при -намагничивании из- Д0ЛИЯ параллельно поверхности, ; Устройство (фиг, 1.) для осуществЬения способа содержит бездефектный кЬнтрольньш обр.азец 1, электропроводя- пластину 2, служащую имитатором сварного шва, электропроводящую пластину 3, служащую имитатором дефекта, источник 4 тока, подключенный к пластине 2, источник 5 тока, подключенный к пластине 3,.
Электропроводящая-пластина 2 закреплена на поверхности контрольного образца 1 и соединена с источником 4 тока. Ширина Ь., пластины выбирается р авной ширине Ъ сварного шва. Электропроводящая пластина 3 закреплена а д Поверхности электропроводящей пласти- 2 и соединена с источником 5 тока таким образом, чтобы направление тока в ней бьшо противоположно направлению тока в пластине 2,
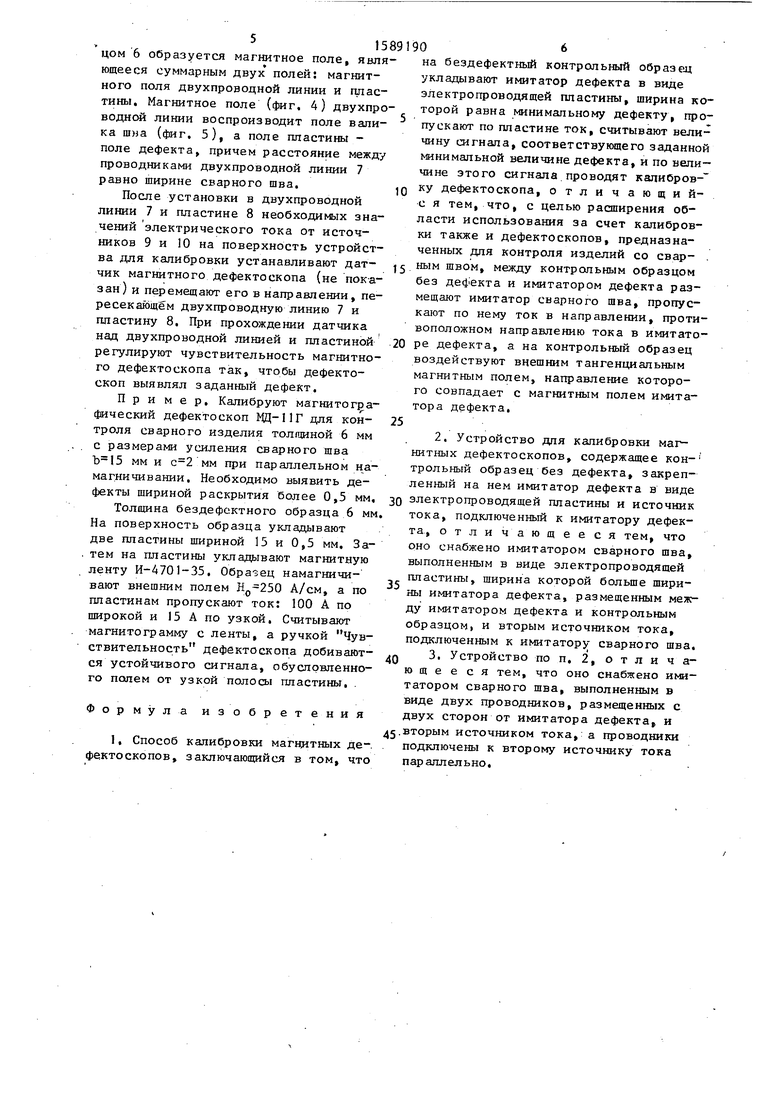
Устройство (фиг. 2) для осуществле- ния способа при калибровке магнитных де4 ектоскопов содержит бездефектный контрольный образец 6, имитатор сварного шва в виде двухпроводной линии 7, пластину 8, служащую имитатором дефекта-, и источники 9 и 10 тока, подключенные соответственно к пластинам 7 и 8, Расстояние между проводни40
50
55
0
5
0
0
5
ками двухпроводной линии 7 равно ширине сварного шва, подлежащего контролю. Расстояние между проводниками двухпроводной линии bjr равно ширине сварного шва Ъ , а к источнику 9 тока они присоединены параллельно, Посередане расположена электропроводящая пластина 8, соединенная с источником 10 тока так, JITO направление тока в ней противоположно направлению тока в двухпроводной ЛИ.НИИ 7 (направление тока показано стрелками),
Способ осуществляется следующим образом.
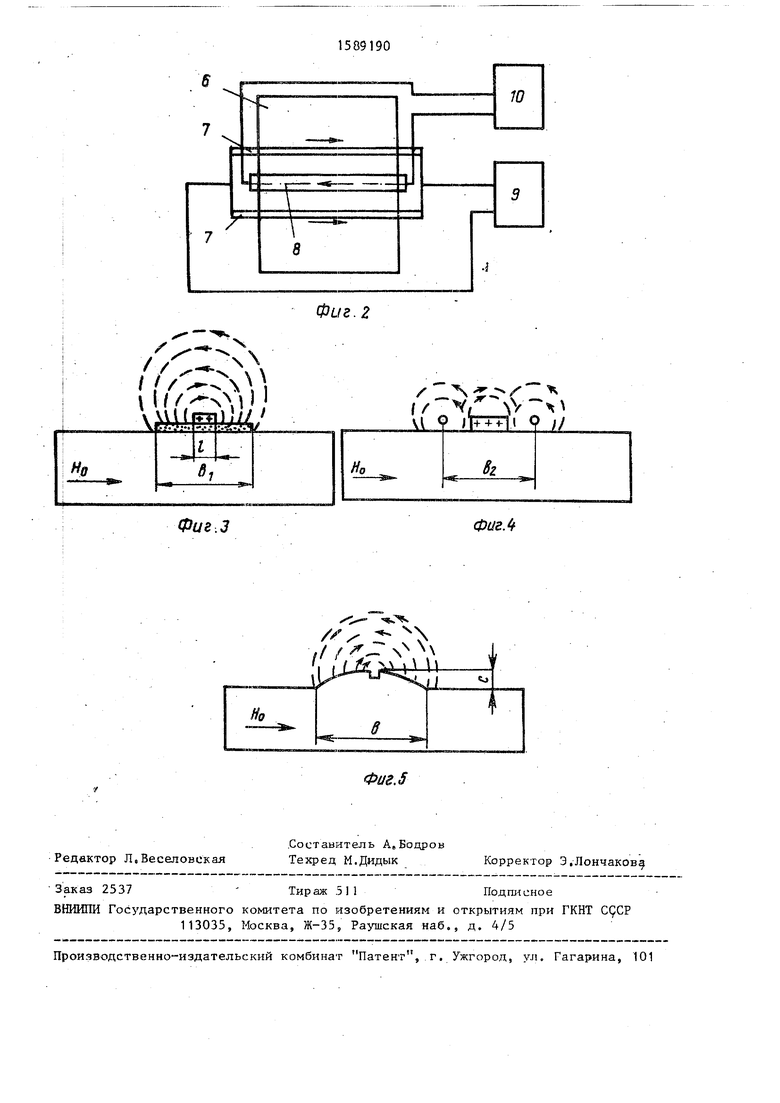
Бездефектный образец 1 намагничивается полем Нр, От источников 4 и 5 тока по пластинам 2 и 3 пропускается электрический ток. Если ширина пластины 2 равна ширине сварного шва, а ширина пластины 3 равна ширине дефекта, то расгфеделение напряженности образующегося магнитного поля (фиг.З) близко к распределению напряженности магнитного поля в зоне .сварного шва, содержащей дефект (фиг, 5), Так как ширина пластин выбрана равной соответственно ширине валика.сварного шва и ширине дефекта, то необходимый, градиент напряженности магнитного поля (фиг, З), соответствуюш 1Й размерам сварного шва и дефекта в нем, получают установкой необходимой величины электрического тока в пластинах.
После установки необходимого значения i электрического тока в- пластинах 2 и 3 (фиг, 1) на поверхность контрольного образца устанавливают датчик магнитного дефектоскопа (не показан) и перемещают в направлении, пересе- какщем пластины 2 и 3, При перемещении датчиком пластин 2 и 3 регулировкой чувствительнорти настраивают дефектоскоп на выявление дефекта с заданными размерами.
Так как настройка , на заданные размеры сварного шва и дефекта в устройстве (фИг. 1) для калибровки производится плавной регулировкой электрического тока, то дефектоскоп может быть точно откалиброван на любые размеры швов и дефектов.
Устройство (фиг, 2) для осуществления способа при калибровке магнитных дефектоскопов работает следующим образом.
От источников 9 и Ш по двухпроводной линии 7 и пластине 8 пропускают электрический ток. При этом над образ Геся°:;:: т„ д™7:г: г„:; г- « - « - --- -ного ПОЛЯ двухпроводной линии и пластины. Магнитное поле (фиг. 4) двухпроводной линии воспроизводит поле валика шна (фиг. 5), а поле пластины поле дефекта, лричем расстояние между проводниками двухпроводной линии 7 равно ширине сварного шва.
После установки в двухпроводной линии 7 и пластине 8 необходи№1х зна- ,чений электрического тока от источников 9 и 10 на поверхность устройства для калибровки устанавливают датчик магнитного дефектоскопа (не показан) и перемещают его в направлении, пересекающем двухпроводную линию 7 и пластину 8. При прохождении датчика над двухпроводной линией и пластиной регулируют чувствительность магнитного дефектоскопа так, чтобы дефектоскоп выявлял заданный дефект.
Пример. Калибруют магнитографический дефектоскоп ВД-ПГ для контроля сварного изделия толгцнной 6 мм с размерами усиления сварного шва мм и мм при параллельном намагничивании. Необходимо выявить деукладывают имитатор дефекта в виде электропроводящей пластины, ширина ко торой равна минимальному дефекту, про пускают по пластине ток, считывают величину сигнала, соответствующего заданной минимальной величине дефекта, и по величине этого сигнала, проводят калибров- ,0 ку дефектоскопа, отличающий- с я тем, что, с целью расширения области использования за счет калибровки также и дефектоскопов, предназначенных для контроля изделий со свар- 15 ным швом, между контрольным образцом без дефекта и имитатором дефекта размещают имитатор сварного шва, пропускают по нему ток в направлении, противоположном направлению тока в имитато- 20 ре дефекта, а на контрольный образец воздействуют внешним тангенциальным магнитным полем, направление которого совпадает с магнитным полем имитатора дефекта. 25
35
две пластины шириной 15 и 0,5 мм. Затем на пластины укладывают магнитную ленту И-4701-35. Образец намагничивают внешним полем А/см, а по пластинам пропускают ток: 100 А по широкой и 15 А по узкой. Считывают магнитограмму с ленты, а ручкой Чувствительность дефектоскопа добивают4Uю щ е е с я тем, что оно снабжено имитатором сварного шва, выполненным в виде двух проводников, размещенных с двух сторон от имитатора дефекта и 45.ВТОРЫМ источником тока,: а проводники подключены к второму источнику тока параллельно.
ся устойчивого сигнала, обусловленного полем от узкой полосы пластины.
та, отличающееся тем, что оно снабжено имитатором сварного шва, выполненным в виде электропроводящей пластины, ширина которой больше шири- нь1 имитатора дефекта, размещенным между имитатором дефекта и контрольным образцом, и вторым источником тока, подключенным к имитатору сварного шва. 40 3, Устройство по п. 2, о т л и ч аФ
ормула изобретения
--- -укладывают имитатор дефекта в виде электропроводящей пластины, ширина которой равна минимальному дефекту, пропускают по пластине ток, считывают величину сигнала, соответствующего заданной минимальной величине дефекта, и по величине этого сигнала, проводят калибров- ,0 ку дефектоскопа, отличающий- с я тем, что, с целью расширения области использования за счет калибровки также и дефектоскопов, предназначенных для контроля изделий со свар- 5 ным швом, между контрольным образцом без дефекта и имитатором дефекта размещают имитатор сварного шва, пропускают по нему ток в направлении, противоположном направлению тока в имитато- 0 ре дефекта, а на контрольный образец воздействуют внешним тангенциальным магнитным полем, направление которого совпадает с магнитным полем имитатора дефекта. 5
35
4Uю щ е е с я тем, что оно снабжено имитатором сварного шва, выполненным в виде двух проводников, размещенных с двух сторон от имитатора дефекта и 45.ВТОРЫМ источником тока,: а проводники подключены к второму источнику тока параллельно.
та, отличающееся тем, что оно снабжено имитатором сварного шва, выполненным в виде электропроводящей пластины, ширина которой больше шири- нь1 имитатора дефекта, размещенным между имитатором дефекта и контрольным образцом, и вторым источником тока, подключенным к имитатору сварного шва. 40 3, Устройство по п. 2, о т л и ч аб7
Фиг. 2
Фиг.З
Л- ;:
г/ /. - .
Ю
фиг.
| Устройство для калибровки магнитных дефектоскопов (его варианты) | 1980 |
|
SU911305A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
