Изобретение относится к подготовке поверхности органо- и стеклопластиков перед нанесением огнетеплозащитных покрытий и может быть использовано в строительстве, автомобилестроении, химическом машиностроении и др.
Для снижения горючести строительных конструкций, емкостей для хранения горючих жидкостей, химических реакторов их поверхность обрабатывают различными способами.
Известен способ огне- и теплозащиты изделий из полимерных материалов путем нанесения на их поверхность покрытий. Однако адгезионные характеристики поверхности органо- и стеклопластиков очень низкие, в связи с чем надежность защитных покрытий мала.
Для повышения адгезионной прочности органо- и стеклопластиков известны химические и механические способы подготовки поверхности к нанесению покрытий. В качестве специальных химических составов применяются серная кислота, бромная вода и др. [I, c. 234] . Однако недостатком химических способов подготовки поверхности является то, что известные составы стравливают наружный слой связующего в органо- и стеклопластиках, вскрывая внутренние поры, неизбежно возникающие при изготовлении и полимеризации изделий. Попадание химических составов в поры ускоряет процессы старения, т. е. разрушения материалов изделий. Последующая промывка обработанных поверхностей не позволяет полностью удалить остатки химических реагентов из пор, что интенсифицирует процесс разрушения материала. Кроме того, при химической обработке органо- и стеклопластиков за счет стравливания связующего обнажаются волокна наполнителя и между ними создается разветвленная сеть капилляров. Капиллярный эффект усугубляет сорбцию атмосферной влаги и других агрессивных компонентов воздуха, что ведет к ускоренному разрушению материала. В присутствии неотмытых остатков химических реагентов процесс разрушения еще более ускоряется.
Известны и некоторые другие пути повышения адгезионной способности поверхности органо- и стеклопластиков, такие как обработка коронным разрядом или плазмой газового разряда, облучением и т. д. Однако эти способы энергоемки, требуют сложного аппаратурного оснащения, опасны для здоровья и жизни обслуживающего персонала и не всегда позволяют достичь желаемых результатов в увеличении адгезии покрытия и поверхности изделий. Кроме того, эти способы не позволяют увеличить эффективность огнетеплозащиты изделий.
Поэтому в практике наиболее распространенным способом подготовки поверхности изделий перед нанесением защитных покрытий является их механическая обработка, отличающаяся доступностью оборудования и простотой реализации. Такая обработка позволяет достичь оптимальной шероховатости поверхности и значительно повысить адгезию покрытий к изделию [I] . Однако механическая обработка неизбежно приводит к физическому удалению поверхностного слоя, образованного отвержденным связующим и обладающего высокой сплошностью. При этом открывается доступ кислороду воздуха и атмосферной влаге к волокнистому наполнителю, который за счет эффекта фитиля распространяет эти агрессивные вещества вглубь материала изделия. В результате этого процесс старения материала значительно ускоряется. К тому же удаление поверхностного слоя снижает эффективность защиты изделий покрытиями.
Известен также способ повышения стойкости изделий из органо- и стеклопластиков к воздействию источников тепла и воспламенения путем создания с помощью теплового воздействия на поверхности изделий карбонизованного слоя, обладающего определенной шероховатостью поверхности и повышенными теплофизическими свойствами. Такая обработка поверхности изделий может быть использована для последующего нанесения огнетеплозащитных покрытий. Имеются несколько способов получения карбонизованного слоя на поверхности изделий из органо- и стеклопластиков.
Известен способ получения поверхностного карбонизованного слоя на изделиях из эпоксидных смол, отвержденных аминами, путем термообработки изделий при 160-205оС в течение 4-20 с [2] . Такая обработка приводит к значительному повышению огнестойкости изделий за счет образования поверхностного карбонизованного слоя без заметного снижения физико-механических свойств изделия, поскольку при данных режимах изделие не прогревается до температуры деструкции. При этом в качестве отвердителя могут быть использованы лишь вещества, способные к карбонизации, в частности, ароматические амины. Такое ограничение выбора отвердителя снижает возможность использования данного способа, поскольку в практике наиболее широко применяемыми отвердителями являются алифатические амины (полиэтиленполиамины). Увеличение же температуры и длительности обработки с целью образования карбонизованного слоя не только за счет карбонизации ароматического ядра амина (отвердителя), но и самой эпоксидной смолы, может привести к желаемому результату, но и при этом неизбежна деструкция самого изделия по всей его глубине. Поэтому использование данного способа как подготовки поверхности органо- и стеклопластиков ограничено.
Наиболее близким по технической сущности и достигаемому результату является способ получения карбонизованного слоя на поверхности изделий из эпоксидных смол с использованием в качестве нагрева излучения лазера с длиной волны λ = 10,6 мкм и плотностью мощности излучения от 8 до 50 Вт/см2 в течение оптимального времени 30-40 с [3] . Образующийся карбонизованный слой обладает оптимальной шероховатостью и повышенными теплофизическими свойствами. Другое преимущество способа - отсутствие ограничений в выборе связующего и отвердителя.
Однако данный способ может быть реализован лишь в атмосфере инертного газа для уменьшения аблирования (уноса) коксового слоя. Другой недостаток способа связан с характерным свойством лазерного излучения - неравномерностью распределения энергии в зоне облучения. В результате этого прогрев изделия осуществляется неравномерно, что приводит к появлению в карбонизованном слое протяженных в глубину трещин, нарушающих плотность слоя. При эксплуатации изделия с таким слоем эффективность огнетеплозащиты снижается. Кроме того, эти трещины являются концентраторами напряжений, возникающих при растяжении, изгибе и других нагружениях, ухудшая тем самым физико-механические свойства изделий. Эти недостатки ограничивают применимость данного способа.
Любые способы тепловой обработки полимеров с целью получения поверхностного карбонизованного слоя, являющиеся одновременно способами подготовки поверхности изделий перед нанесением огнетеплозащитных покрытий, могут быть применимы и для создания такого же слоя на поверхности изделий из наполненных пластиков, в которых эти полимеры являются связующими. При этом использование в качестве наполнителя органического материала, способного карбонизоваться, позволит даже улучшить огнетеплозащитные свойства изделия.
Однако для стеклопластиков, содержащих обычно около 70 мас. % не способного к карбонизации стекловолокнистого материала, образование поверхностного карбонизованного слоя только тепловой обработкой затруднено. Поэтому карбонизованный слой на поверхности изделий из стеклопластика создают путем предварительного введения стимуляторов карбонизации (являющихся одновременно антипиренами) непосредственно в стеклопластик, в процессе изготовления изделия из него с последующим тепловым воздействием на поверхность изделия [4] . Такого же эффекта можно достичь путем предварительно нанесения на поверхность изделия покрытия, содержащего стимулятор карбонизации и последующей его тепловой обработки. В результате получают карбонизованный слой, обладающий теми же достоинствами и теми же недостатками, что и слой на полимерном связующем, связанными с конкретными способами тепловой обработки.
Цель изобретения - повышение эффективности и надежности огнетеплозащиты при одновременном сохранении физико-механических свойств изделий из органо- и стеклопластиков.
Поставленная цель достигается тем, что подготовку изделий из органо- и стеклопластиков перед нанесением огнезащитного покрытия осуществляют созданием поверхностного карбонизованного шероховатого слоя с помощью многократного повторения воздействия тепловых импульсов на поверхность изделий с длительностью однократного экспонирования 30с. При этом карбонизованный слой на поверхности изделий из органопластиков создают путем 4-6-кратного воздействия тепловых импульсов с плотностью мощности 38-40 Вт/см2. Карбонизованный слой на поверхности изделий из стеклопластика создают путем предварительного нанесения на нее покрытия, содержащего стимуляторы карбонизации или путем предварительного введения стимуляторов карбонизации в стеклопластик в процессе изготовления изделия из него, а тепловое воздействие кратностью 6 раз ведут с плотностью мощности 48-50 и 46-48 Вт/см2 соответственно. Выбранные параметры теплового воздействия являются оптимальными, поскольку уменьшение длительности экспонирования, кратности воздействия и плотности мощности не позволяет достичь поставленной цели, а превышение выбранных параметров приводит к ухудшению физико-механических характеристик изделий из стекло- и органопластиков без заметного улучшения огнетеплозащитных свойств карбонизованного слоя.
Изобретение иллюстрировано следующими примерами 1-21. Для моделирования наиболее сложного случая - формирования карбонизованного слоя в отсутствие карбонизующего отвердителя испытуемым связующим во всех примерах была выбрана эпоксидиановая смола ЭД-20, отверждаемая полиэтиленполиамином (ПЭПА) при массовом их соотношении 10: 1. Толщина наружных огнетеплозащитных покрытий во всех случаях была одинаковой и составляла 1 мм.
П р и м е р 1 (прототип). Поверхность органопластика, содержащего 30 мас. % вискозной ленты ЛТТ ТУ 17 РСФСР-8366-86, подвергали воздействию лазера с параметрами: длина волны излучения 10,6 мкм, плотность мощности 30 Вт/см2 в течение 30 с с последующим охлаждением на воздухе. На образовавшийся карбонизованный слой наносили огнетеплозащитное покрытие (ОГЗП), вспучивающееся под действием тепла, следующего состава, мас. % : полифосфат аммония 30; фенольно-каучуковая композиция на основе резиновой смеси ЗЖП-10; меламино-формальдегидная смола 30; растворитель бензин + этилацетат в соотношении 1: 1 30. Покрытие высушивали в режиме: нагрев 40-50оС в течение 60-120 мин; последующий нагрев 100оС в течение 15-30 мин; охлаждение до комнатной температуры.
П р и м е р 2 (аналог). Поверхность органопластика состава по примеру 1 подвергали механической обработке напильником до получения шероховатости поверхности 500-1000 мкм, после чего наносили ОГЗП по примеру 1.
П р и м е р 3 (по изобретению). Поверхность органопластика состава по примеру 1 подвергали циклическому тепловому воздействию с помощью эквирадиатора с плотностью мощности 38-40 Вт/см2 в течение 30 с с последующим охлаждением на воздухе, число циклов 4. Затем на полученный карбонизованный слой наносили ОГЗП по примеру 1.
П р и м е р 4 (прототип). На карбонизованную поверхность органопластика состава по примеру 1, полученную по примеру 1, наносили ОГЗП состава, мас. % : клей БФ-88 СА-80; полифосфат аммония 20, которое высушивали при 60оС в течение 60 мин.
П р и м е р 5 (аналог). На поверхность органопластика состава по примеру 1, подготовленную по примеру 2, наносили ОГЗС по примеру 4.
П р и м е р 6 (по изобретению). На карбонизованную поверхность органопластика (состава по примеру 1), полученную по примеру 3, наносили ОГЗС по примеру 4.
П р и м е р 7 (прототип). Поверхность органопластика, содержащего 60 мас. % органоткани ВПТ-4 ГОСТ 18654-80, подвергали действию лазера с параметрами и режимами по примеру 1, затем наносили ОГЗП по примеру 1.
П р и м е р 8 (аналог). Поверхность стеклопластика состава по примеру 7 обрабатывали фрезерованием до получения шероховатости поверхности 240 мкм и наносили ОГЗП по примеру 1.
П р и м е р 9 (по изобретению). Поверхность органопластика состава по примеру 7 обрабатывали тепловыми импульсами с помощью эквирадиатора с плотностью мощности 39-40 Вт/см2 в течение 30 с, число циклов 6, после чего на карбонизованную поверхность наносили ОГЗП по примеру 1.
П р и м е р 10 (прототип). На поверхность стеклопластика, содержащего 70 мас. % стеклоткани Т 15 П-76 ОСТ 6487-14-82, наносили карбонизующееся покрытие состава; мас. % : ткань Т 15 П-76-66; смола ЭД-20 (отверждаемая ПЭМА, в соотношении 10: 1) 30; стимулятор карбонизации (смесь красного фосфора и метаванадата кальция (в соотношении 4: 1) 4 и отверждали полученное покрытие при нормальных условиях в течение 24 ч. Затем поверхность обрабатывали лазером с параметрами и режимами по примеру 1, наносили ОГЗС состава, мас. % : смола ЭД-20 + ПЭПА (в соотношении 10,0: 1,5) 78,0; полифосфат аммония 13,0; карбамидо-формальдегидная смола КФ-Ж 1,4; четыреххлористый углерод 7,6, и высушивали при 60оС в течение 2 ч.
П р и м е р 11 (аналог). Поверхность стеклопластика с карбонизующимся покрытием по примеру 10, обрабатывали напильником по примеру 2 и наносили ОГЗП по примеру 10.
П р и м е р 12 (по изобретению). Поверхность стеклопластика с карбонизующимся покрытием по примеру 10 циклически обрабатывали эквирадиатором с плотностью мощности 48-50 Вт/см2 в течение 30 с с охлаждением на воздухе, количество циклов 6. После этого на карбонизованную поверхность наносили ОГЗП по примеру 10.
П р и м е р 13 (прототип). Поверхность стеклопластика, содержащего, мас. % : стеклоткань ТС Ж-07 ОСТ 5104-12-80-70; стимулятор карбонизации - смесь красного фосфора и метаванадата бария (в соотношении 4: 1) 4, обрабатывали лазером с параметрами и по режимам по примеру 1. Затем наносили ОГЗП по примеру 1.
П р и м е р 14 (аналог). Поверхность стеклопластика, содержащего стимулятор карбонизации, по примеру 13, обрабатывали напильником по примеру 2 и наносили ОГЗП по примеру 1.
П р и м е р 15 (по изобретению). Поверхность стеклопластика, содержащего стимулятор карбонизации, по примеру 13, циклически обрабатывали эквирадиатором с плотностью мощности 46-48 Вт/см2 в течение 30 с; число циклов 6, после чего наносили ОГЗП по примеру 1.
П р и м е р 16 (прототип). Поверхность стеклопластика, содержащего, мас. % : стеклоткань Т 15 П-76-70; стимулятор карбонизации - смесь красного фосфора и метаванадата бария (в соотношении 4: 1) 4, обрабатывали лазером с параметрами и режимами по примеру 1. Затем наносили ОГЗП по примеру 1.
П р и м е р 17 (аналог). Поверхность стеклопластика, содержащего стимулятор карбонизации, по примеру 16, обрабатывали напильником по примеру 2 и наносили ОГЗП по примеру 1.
П р и м е р 18 (по изобретению). Поверхность стеклопластика, содержащего стимулятор карбонизации, по примеру 16, циклически обрабатывали эквирадиатором с режимами по примеру 15 и наносили ОГЗП по примеру 1.
П р и м е р 19 (прототип). Поверхность стеклопластика с карбонизующимся покрытием по примеру 10 обрабатывали лазером с параметрами и режимами по примеру 1 и наносили ОГЗП по примеру 1.
П р и м е р 20 (аналог). Поверхность стеклопластика с карбонизующимся покрытием по примеру 10 обрабатывали эквирадиатором по примеру 12 и наносили ОГЗП по примеру 1.
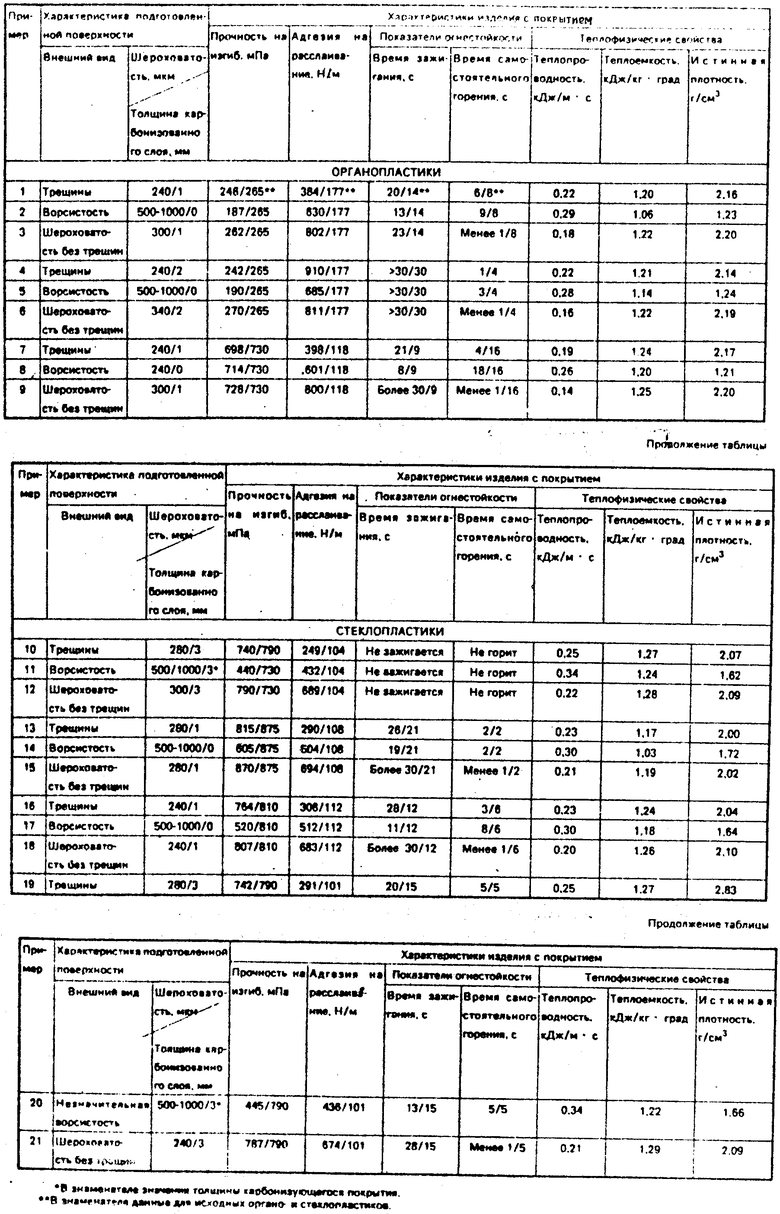
Сравнительные эксплуатационные характеристики полученных органо- и стеклопластиков приведены в таблице.
Анализ результатов таблицы показывает следующее.
Подготовка поверхности изделий из органо- и стеклопластиков известными способами ухудшает физико-механические свойства изделий, в то время как способ по изобретению позволяет эти свойства сохранить.
Способ по изобретению дает возможность значительно увеличить адгезионные характеристики поверхности органо- и стеклопластиков по сравнению не только с прототипом, но и с аналогом.
Использование способа по изобретению позволяет существенно улучшить показатели огне- и теплостойкости изделий.
Таким образом, совокупные свойства изделий из органо- и стеклопластиков, поверхность которых подготовлена способом по изобретению, превосходят аналогичные свойства изделий, поверхность которых подготовлена известными способами. (56) Калиничев В. А. , Макаров М. С. Намотанные стеклопластики. - М. : Химия, 1986, с. 233-234, 229-231.
Нечволодова Е. М. , Гальченко А. Г. , Роговина С. З. и др. Влияние термообработки на процесс горения эпоксиаминных полимеров. - Химическая физика, 1987, т. 6, N 5. с. 696-701.
Бычков С. Г. , Десятков А. В. , Бикетов А. А. и др. Кинетические закономерности лазерного пиролиза эпоксидной смолы. - Физика горения и взрыва, 1986, т. 22, N 3, с. 88-81 - прототип.
Кодолов В. И. , Тюрин С. А. , Повстугар В. И. и др. Исследование процессов термических превращений модифицированных полимерных материалов. - В сб. Замедлители горения и создание трудногорючих полимерных материалов. Тез. докл. республиканской конф. 2-4 июля.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ ОГНЕТЕПЛОЗАЩИТНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2000 |
|
RU2188761C2 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1990 |
|
SU1788684A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОМОДУЛЬНОГО УГЛЕРОДНОГО ВОЛОКНА | 1991 |
|
RU2016147C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО ТЕПЛОИЗОЛЯЦИОННОГО УГЛЕРОДНОГО МАТЕРИАЛА И КОНСТРУКЦИОННЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ | 1992 |
|
RU2093494C1 |
| ЭЛЕКТРОПРОВОДЯЩИЙ ЭЛЕМЕНТ НА ОСНОВЕ МОНОВОЛОКОН С УГЛЕРОДНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2018492C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 1992 |
|
RU2045472C1 |
| СПОСОБ КОНСЕРВАЦИИ МЕТАЛЛОВ | 1982 |
|
RU2024649C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| КОМПОЗИТ, СОДЕРЖАЩИЙ КАРБОНИЗОВАННЫЕ БИОПОЛИМЕРЫ И УГЛЕРОДНЫЕ НАНОТРУБКИ | 2008 |
|
RU2447531C2 |
Сущность изобретения: способ подготовки поверхности изделий из органо- и стеклопластиков предусматривает создание на поверхности изделий шероховатого карбонизованного слоя, лишенного протяженных в глубину трешин, путем многократного повторения воздействия тепловых импульсов с длительностью однократного экспонирования 30 с на поверхность изделий. Новым в способе является то, что подготовка поверхности заключается в образовании на ней карбонизованного слоя с указанными свойствами. При этом карбонизованный слой на поверхности изделий из органопластиков получают при 4 - 6-кратном воздействии тепловых импульсов с плотностью мощности 38-40 Вт/см2. Карбонизованный слой на поверхности изделий из стеклопластиков создают путем предварительного нанесения на нее покрытия, содержащего стимуляторы карбонизации, или путем предварительного введения стимуляторов карбонизации в стеклопластик в процессе изготовления изделия из него, а тепловое шестикратное воздействие ведут с плотностью мощности 46-48 Вт/см2 соответственно. 3 з. п. ф-лы, 1 табл.
