Изобретение относится к черной и цветной металлургии, а именно, к прокатному производству и совершенствует конструкции четырехвалковых универсальных клетей для прокатки фасонных профилей.
Цель изобретения - повышение точности прокатки профилей путем увеличения жесткости клети при уменьшении упругой деформации станин и устранении люфтов кассет по высоте.
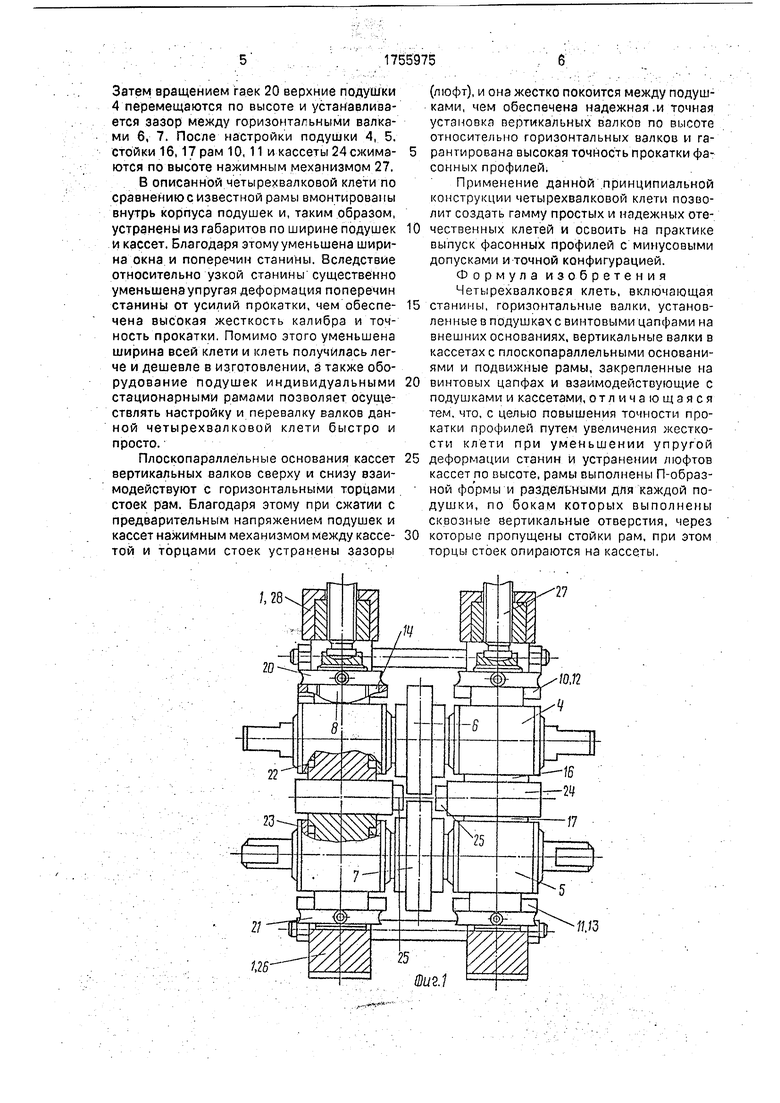
На фиг.1 показана четырехвалковая клеть с вертикально-продольным сечением станин и валковым узлом с подушками и кассетами; на фиг.2 - ступенчатое вертикально-поперечное сечение А-А на фиг.1; на фиг.З - сечение В-8 на фиг.2; на фиг.4 - аксонометрическое изображение подушки с П-образными ползунами.
Четырехвалковая клеть (фиг. 1,2) включает станины 1 со стойками 2, в окнах 3 которых установлены подушки 4,5 горизонтальных валков 6,7 с винтовыми цапфами 8, 9 сверху на верхней подушке 4 и снизу на нижней 5. Верхняя и нижняя подушки 4, 5 оборудованы индивидуальными П-образными рамами 10,11 (фиг.4). Каждая рама имеет поперечину 12, 13 с вертикальным отверстием 14,15 и вертикальные плоские стойки 16, 17 с горизонтальными торцами 18,19. Через отверстия 14,15 в поперечинах 12,13 П-образных рам пропущены цапфы 8, 9 подушек 4,5 и зафиксированы рамы на цапфах по высоте установочными гайками 20, 21. Вертикальные плоские стойки 16,17 рам 10, 11 установлены с возможностью перемещения по высоте в вертикальных сквозных отверстиях 22, 23 по бокам подушек 4, 5, а горизонтальные торцы 18, 19 стоек 16, 17 выведены наружу, со внутренних оснований стороны подушек 4, 5 установлены плоскопараллельные кассеты 24 с вертикальными валками 25. Причем горизонтальные торцы 18 стоек 16 верхней подушки 4 и торцы 19 стоек 17 нижней подушки 5 контактируют сверху и снизу с плоскопараллельными основаниями корпуса кассеты 24. Нижняя подушка 5 торцом цапфы 9 опирается на нижнюю поперечину 26 станины 1, а верхняя подушка 4 через торец своей цапфы 8 взаимодействует с нажимным механизмом
27, смонтированном в верхнюю поперечину 28 станины 1.
В стойках 2 станины 1 вмонтированы механизмы 29 (фиг.З) осевой регулировки
горизонтальных валков 6, 7 и радиальной регулировки вертикальных валков 25.
Клеть собирается следующим образом. Нижний валок 7 с подушками 5 устанавливается в окно 3 станины 1 на нижнюю
поперечину 26. Затем кассеты 24 с вертикальными валками 25 устанавливаются в окне 3 станины 1 и опускаются на горизонтальные торцы 19 стоек 17 рамы 11 нижней подушки 5. Верхний валок 6 с подушками
4 устанавливается в окно 3 станины 1. К подушкам 4,5м кассетам 24 подключаются механизмы 29 осевой регулировки горизонтальных валков 6,7 и радиальной регулировки вертикальных валков 25 и осуществляется
предварительная регулировка валков по горизонтали. Установочными гайками 20, 21 осуществляется предварительная регулировка калибра по вертикали, после чего подушки 4, 5, стойки 16. 17 рам 10, 11 и кассеты 24
сжимаются по высоте нажимным механизмом 27. В результате ликвидируются зазоры в элементах механизмов регулировки горизонтальных 6,7 и вертикальных 25 валков по высоте и обеспечивается высокая жесткость
калибра.
Разборка клети осуществляется в обратной последовательности.
Клеть работает следующим образом. Вращение горизонтальным валкам 6, 7
передается от двигателей. Прокатка осуществляется в калибре, образованном горизонтальными приводными 6, 7 и вертикальными неприводными 25 валками, Настройка валков по высоте осуществляется в следующей последовательности.
Вращением гаек 21 нижних подушек 5 перемещаются по высоте рамы 11, и стойки 17 рам 11 перемещаются внутри отверстий 23 и выдвигаются из подушек 5. За счет
контакта между торцами 19 стоек 17 и плоскими гранями кассеты 24, кассеты вместе с рамами 11 перемещаются по высоте и устанавливается по высоте положение правого и левого вертикальных валков 25 относительно нижнего горизонтального валка 7.
Затем вращением гаек 20 верхние подушки 4 перемещаются по высоте и устанавливается зазор между горизонтальными валками 6, 7. После настройки подушки 4, 5. стойки 16,17 рам 10, 11 и кассеты 24 сжима- ются по высоте нажимным механизмом 27.
В описанной четырехвалковой клети по сравнению с известной рамы вмонтированы внутрь корпуса подушек и, таким образом, устранены из габаритов по ширине подушек и кассет. Благодаря этому уменьшена ширина окна и поперечин станины. Вследствие относительно узкой станины существенно уменьшена упругая деформация поперечин станины от усилий прокатки, чем обеспе- чена высокая жесткость калибра и точность прокатки. Помимо этого уменьшена ширина всей клети и клеть получилась легче и дешевле в изготовлении, а также оборудование подушек индивидуальными стационарными рамами позволяет осуществлять настройку и перевалку валков данной четырехвалковой клети быстро и просто.
Плоскопараллельные основания кассет вертикальных валков сверху и снизу взаимодействуют с горизонтальными торцами стоек рам. Благодаря этому при сжатии с предварительным напряжением подушек и кассет нажимным механизмом между кассе- той и торцами стоек устранены зазоры
(люфт), и она жестко покоится между подушками, чем обеспечена надежная .и точная установка вертикальных валков по высоте относительно горизонтальных валков и гарантирована высокая точность прокатки фасонных профилей.
Применение данной принципиальной конструкции четырехвалковой клети позволит создать гамму простых и надежных отечественных клетей и освоить на практике выпуск фасонных профилей с минусовыми допусками и точной конфигурацией. Формула изобретения ЧетырехвалковсЯ клеть, включающая станины, горизонтальные валки, установленные в подушках с винтовыми цапфами на внешних основаниях, вертикальные валки в кассетах с плоскопараллельными основаниями и подвижные рамы, закрепленные на винтовых цапфах и взаимодействующие с подушками и кассетами, отличающаяся тем, что, с целью повышения точности прокатки профилей путем увеличения жесткости клети при уменьшении упругой деформации станин и устранении люфтов кассет по высоте, рамы выполнены П-образ- ной фо рмы и раздельными для каждой подушки, по бокам которых выполнены сквозные вертикальные отверстия, через которые пропущены стойки рам, при этом торцы стоек опираются на кассеты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Четырехвалковая клеть | 1987 |
|
SU1417946A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |

Изобретение относится к черной и цветной металлургии, а именно к прокатному производству, и совершенствует конструкции четырехвалковых универсальных клетей для прокатки фасонных профилей. Цель изобретения - повышение точности прокатки профилей путем увеличения жесткости клети при уменьшении упругой деформации станин и устранении люфтов кассет по высоте. Рамы выполнены П-образной формы. Вращением гаек 20 и 21 рамы можно смещать по высоте. Этим достигается независимая регулировка кассет 24, что повышает точность профилей. Кассеты 24 можно зажать между рамами. Устраняются люфты и создается предварительное напряжение, что также сказывается на точности профи
20
27
Фм.З
2Д2
22,23
ФигЦ
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Четырехвалковая клеть | 1989 |
|
SU1653873A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
