(54) ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЬМ КАЛИБРОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Прокатная клеть с многовалковым калибром | 1973 |
|
SU445485A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Прокатная клеть с многовалковым калибром | 1986 |
|
SU1359027A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
1
Изобретение относится к оборудова НИИ для .прокатки сортовых профилей и предназначено для использования в металлургической и других отраслях промышленности.
Известны различные конструкции прокатных клетей с многовалковым калибром, содержащие станину, рабочие валки с подушками, устройства для осевой и радиальной установки валков винтовые, клиновые и эксцентриковые установочные устройства с приводом fi}.
Недостатком таких клетей является сложность осевой установки валков вследствие наличия двух пар взаимно не связанных регулирующих устройств. При настройке профиля по высоте калибра перемещением горизонтальных валков в радиальном направлении сбивается установка вертикальных валков в осевом направлении, т. е. настройку профиля по ширине калибра необходимо производить при каждой настройке высоты профиля.
Известна кассета с рабочим валксм для прокатной клети с многовалковым калибре, состоящая из разъемного корпуса, валка и подшипниковых узлов и отличающаясятем, что для осевого
регулирования валка в корпусе кассеты установлены ползуны, попарно соединенные между собой эксцентриковыми валами, расположенными в корпусе касс0ты f2.
Такую конструкцию кассеты затруднительно применять в прокатных клетях с четырехвалковЕЛми калибрами для прокатки сортовых профилей из-за слоoжности и трудоемкости осевой установки валков и малой осевой жесткости механизма осевой установки.
Известна прокатная клеть с многовалковым калибром, включающая валки
9 с подушками, устройства установки валков и их уравновеиивания, станинуГз}
Механизм осевой установки совмещен с механизмснй радигшьного перемещения валков и уравновешивания их в клети. Такой механизм представляет собой сложную конструкцию, что значительно снижает жесткость осевой установки валков. 5 г
Цель - упрощение настройки клети, повышение точности прокатываемых полос.
Цель достигается тем, что прокатная клеть с многовалковым калибром.
включающая валки с подушками, устройства установки валков и их уравновешивания, станину, снабжена V- образной рамой, установленной в окна станины, вертикальные валки с механизмами радиальной установки и уравновешивания размещены в поперечине указанной V -образной рамы, а между стойками этой рамы, соединенными с механизмом уравновешивания, размещены подушки верхнего горизонтального валка, опирающиеся через нажимное устройство на поперечину станины, причем каждая подушка горизонтальног валка соединена с cooTBeTCTByjcwefl стойкой V -образной рамы с помощью приводного зксцентрикового вала, закрепленного средней частью в подушке на подшипнике,, а концами-в ползу-нах.
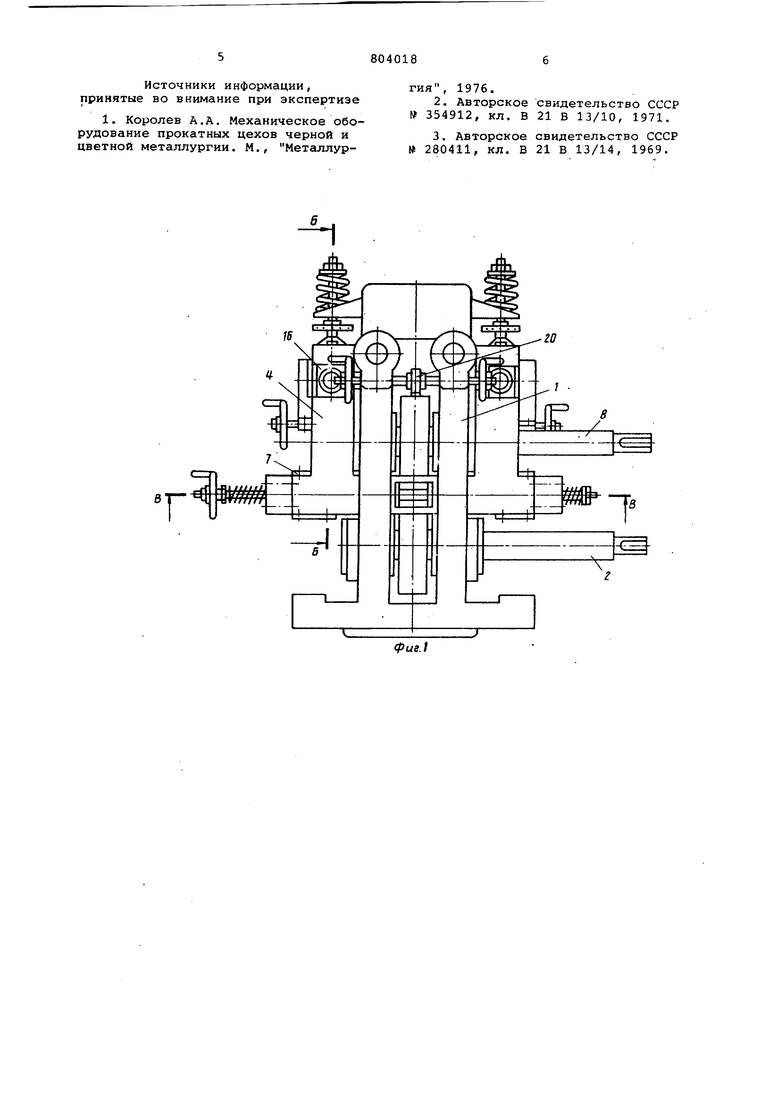
На фиг.1 и 2 показана клеть,
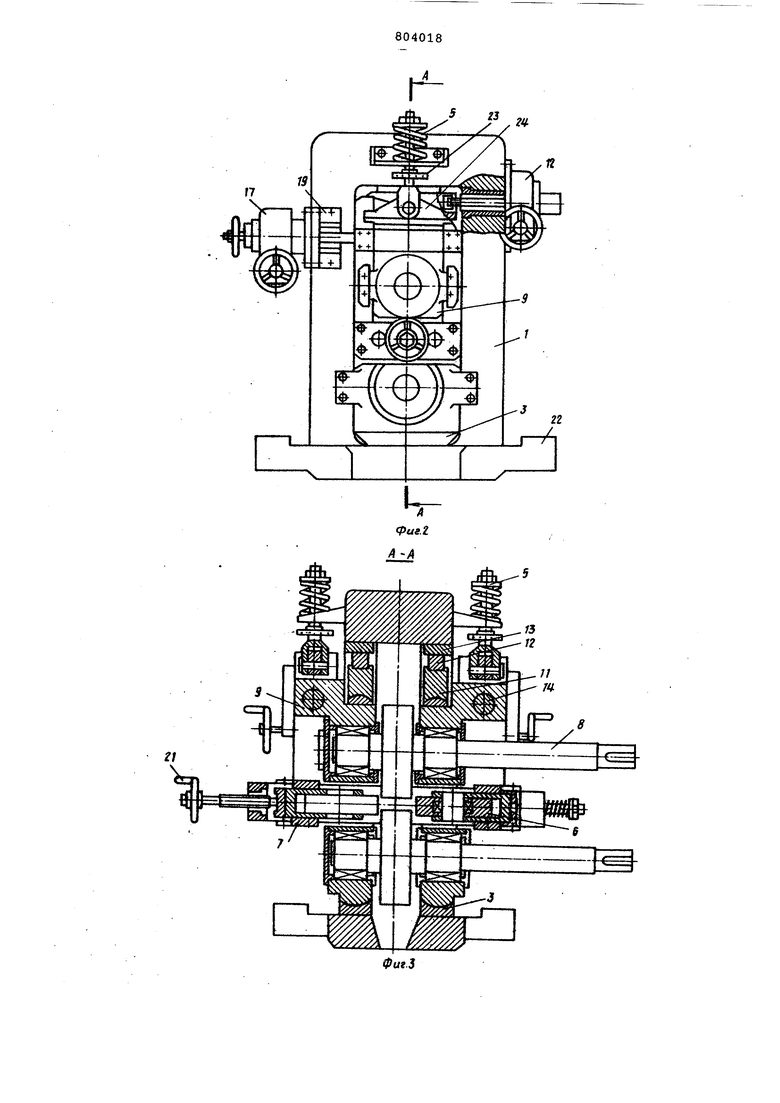
общий вид;на фиг. 3 - разрез А-А
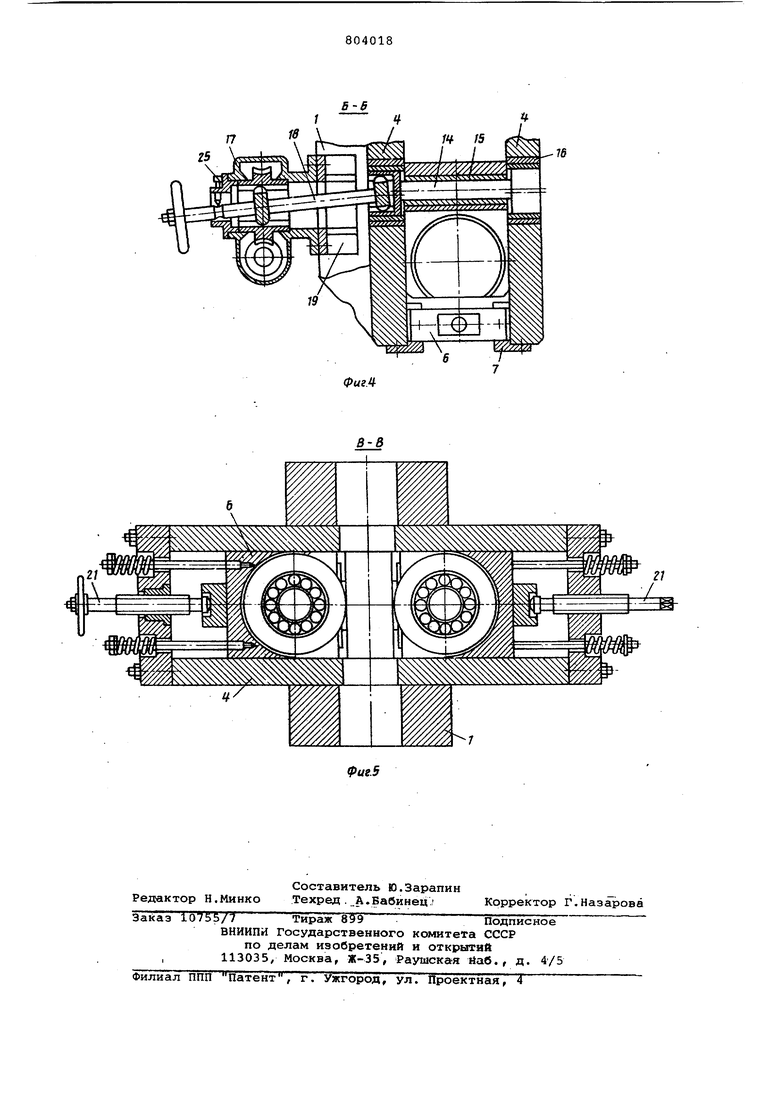
на фиг. 2;на фиг. 4 -разрез Б-Б на
фиг. 1; нафиг. 5 - разрез В-В на фиг. 1.
Прокатная клеть включает станину 1, в окнах которой размещены узел нижнего горизонтального валка 2 с подушками, имеющими цилиндрическую опорную поверхность и опирающимися на плиту 3 с цилиндрической поверхностью, V -образная рама 4 с механизмом уравновешивания 5, в попеоечине котооой установлены вертикальные рабочие валки с подушками 6, зафиксиоованными в осезом напоавлении планками 7, и верхний горизонтальный валок 8 с подушками 9, опирающимися цилиндрической поверхностью через стойку 11 и клин 12 нажимного устройства 13 на поперечину станины. Кажда подушка горизонтального валка соединена с соответствующей стойкой V образной рамы с помсадью эксцентрикового вала 14, установленного средней частью на родшипнике 15 в цилиндрической расточке подушки 9 .. а концами в ползунах 16, размещенных в открытых пазах стоек V --образной рамы. Вращение эксцентриковых валов 14 осуществляется от червячного мехнизма 17 посредством шпинделя 18. Мханизм 17 вращения эксцентрикового вала14 установлен на кронштейне 19, закрепленном на станине 1. Для обеспечения синхронного вращения эксцентриковых валов 14 служит муфта 20, соединяющая концы червячных валов. Осевое перемещение вертикальных рабочих валков 6 происходит при вращении шпинделя 18. При -этом эксцентриковый вал 14, поворачиваясь в подшипнике 15 и ползунах 16, перемещает .V -образную раму вместе с вертикальными валками относительно станины 1. Регулировка толщины полосы производится с помощью клинового нажимного устройства 13, а регулировка ширины полосы при помощи винтовых нажимных устройств 21. горизонтальный валок 2 нерегулируемый, что значительно упрощает t конструкцию клети, отсутствуют нажимной механизм и механизм уравновешивания, уменьшает вес прокатной клети.
o Применение нерегулируемого нижнего горизонтального валка упрощает настройку клети, так как регулировка толщины полосы производится только перемещением верхнего горизонтальное ГО валка.
Крепление прокатной клети к плитовине осуществляется при помощи )лап 22.
0 Перевалка прокатной клети осуществляется в следующей последовательности. Клин 12 нажимного механизма 13 выводится в крайнее заднее положение. Вращением гайки 23 механизма
5 уравновешивания 5 фиксируется в определенном положении траверса 24. Шпиндель 18 освобождается от стопора 25 и выводится в крайнее левое положение так, что обеспечивается свободное перемещение V -образной рамы 4 вместе с верхним горизонтальным и вертикальными валками в осевом направлении. После удаления V -образной рамы из станины удаляется ..узел нижнего горизонтального валка.
Формула изобретения
Прокатная клеть с многЬвалковым калибром, включаквдая валки с подушками, устройства установки валков и их уравновешивания, станину, отличающаяся тем, что,с целью упрощения настройки клети и, как следствие, повышения точности прокатываемых полос, она снабжена У -образной рамой, установленной в окнах станины, вертикальные валки с механизмами радиальной установки и уравновешивания размещены в поперечине указанной . V -образной рамы, а между стойками этой рамы, соединенными с механизмом уравновешивания, размещены подушки верхнего горизонтального валка, опираняциеся через нажимное устройство на поперечину станины, причем каждая подушка горизонтального, валка соединена с соответствующей стойкой V -образ.н Рзмы с помощью приводного эксцен рикового вала, закрепленного срёд1 ей частью в подушке на подшипнике , а концами в ползунах, установленных в открыть1х пазах стоек V -образной рамы.
Источники информации, принятые во внимание при экспертизе
свидетельство СССР 21 В 13/14, 1969.
Л
гв
16
