Изобретение относится к металлургии, а именно к листовым профилям и конструкциям прокатных станов.
Известно, что сварка тонких листов сопровождается большими деформациями из-за термических напряжений, что влечет за собой переутяжеление конструкций (гофры) или их нетоварный вид.
Известен прокатный стан кварто черновая, включающая станину с поперечинами, связывающими стойки, и рабочие и опорные валки. Однако переналадка такого стана на новый профиль трудоемка и требует много времени, прокатка уменьшенных профилей связана с перерасходом энергии, так как реверсируются те же валки, что и на полных профилях, а станина переутяжелена.
Известен прокатный стан для листовых профилей, содержащий станину с поперечинами, связывающими стойки, рабочие валки и опорные катки, закрепленные на верхней поперечной траверсе, приводимой в движение гидроцилиндрами. Однако переналадка такого стана на новый профиль трудоемка и требует много времени, так как необходимо заменять не только рабочие валки, но и траверсу с катками. Прокатка уменьшенных профилей связана с перерасходом энергии, так как реверсируются не только валки, но и все опорные катки на траверсе. Станина такого стана переутяжелена, так как поперечины имеют равные сечения по всей своей длине.
Согласно изобретению нижний рабочий валок стана снабжен опорными катками, оба рабочих валка выполнены с возможностью прогиба под действием своих опорных катков, которые укреплены в цапфах гидроцилиндров, выполненных с возможностью поступательного перемещения на поршнях и штоках, шарнирно закрепленных на внутренних поверхностях поперечин, а гидроцилиндры снабжены вертикальными направляющими и с боков охвачены поперечными направляющими.
Наружные поверхности усиленных поперечин стана, противостоящие внутренним поверхностям, выполнены по дуге параболы, оси рабочих валков проходят через подшипники, смонтированные в шаровых шарнирах, соединенных со штоками гидроцилиндров устройства противоизгиба, расположенных в стойках стана.
Поскольку листовой профиль выполнен с утолщенными бортами, то его сварка не представляет труда, так как термические напряжения гасятся в утолщенных бортах. Так как нижний рабочий валок стана снабжен опорными катками, то он тоже может прижиматься всей своей образующей к прокатываемому профилю. Поскольку оба рабочих валка выполнены с возможностью прогиба под действием своих опорных катков, то возможна прокатка листовых профилей с утолщенными бортами. Так как опорные катки укреплены в цапфах гидроцилиндров, а не их штоков, то габариты этих цапф минимальны и конструкция стана облегчена.
Гидроцилиндры выполнены с возможностью поступательного перемещения относительно поршней, поэтому они передают своим каткам только вертикальные усилия. Так как штоки гидроцилиндров шарнирно закреплены на внутренних поверхностях поперечин, то незначительные смещения этих штоков вследствие упругих деформаций не вызывают аварий гидроцилиндров и штоков. Так как гидроцилиндры снабжены вертикальными направляющими, то любые повороты этих гидроцилиндров исключены. Поскольку наружные поверхности усиленных поперечин стана, противостоящие внутренним поверхностям, выполнены по дуге параболы, то конструкция стана облегчена. Так как гидроцилиндры с боков охвачены направляющими, соединенными со стойками стана, то гидроцилиндры передают через свои катки только вертикальные усилия на рабочие валки. Поскольку оси рабочих валков проходят через подшипники, смонтированные в шаровых шарнирах, соединенных со штоками вспомогательных гидроцилиндров, расположенных в стойках стана, то возможен изгиб рабочих валков без выхода из строя их подшипников.
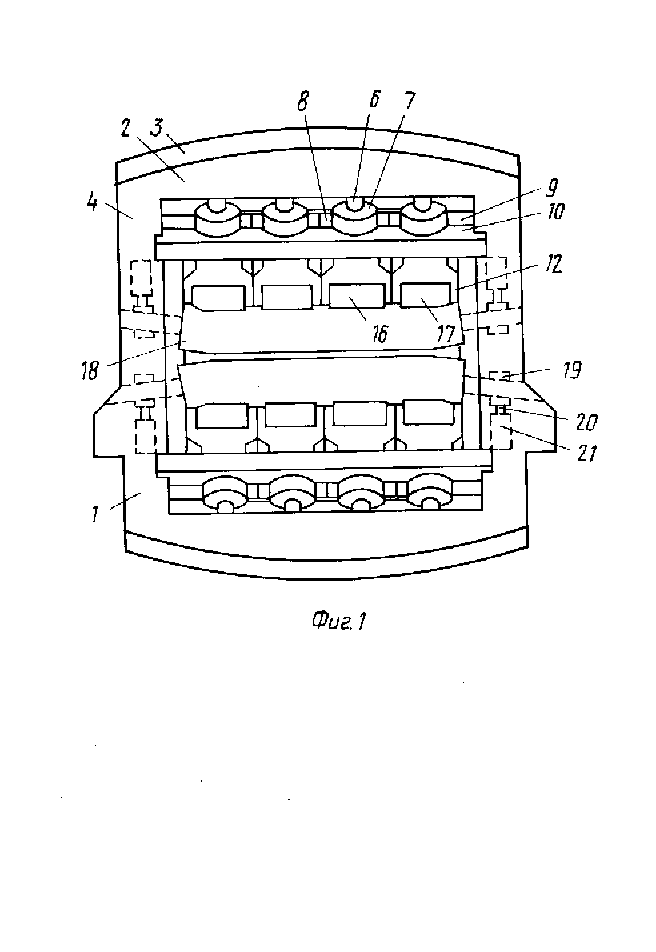
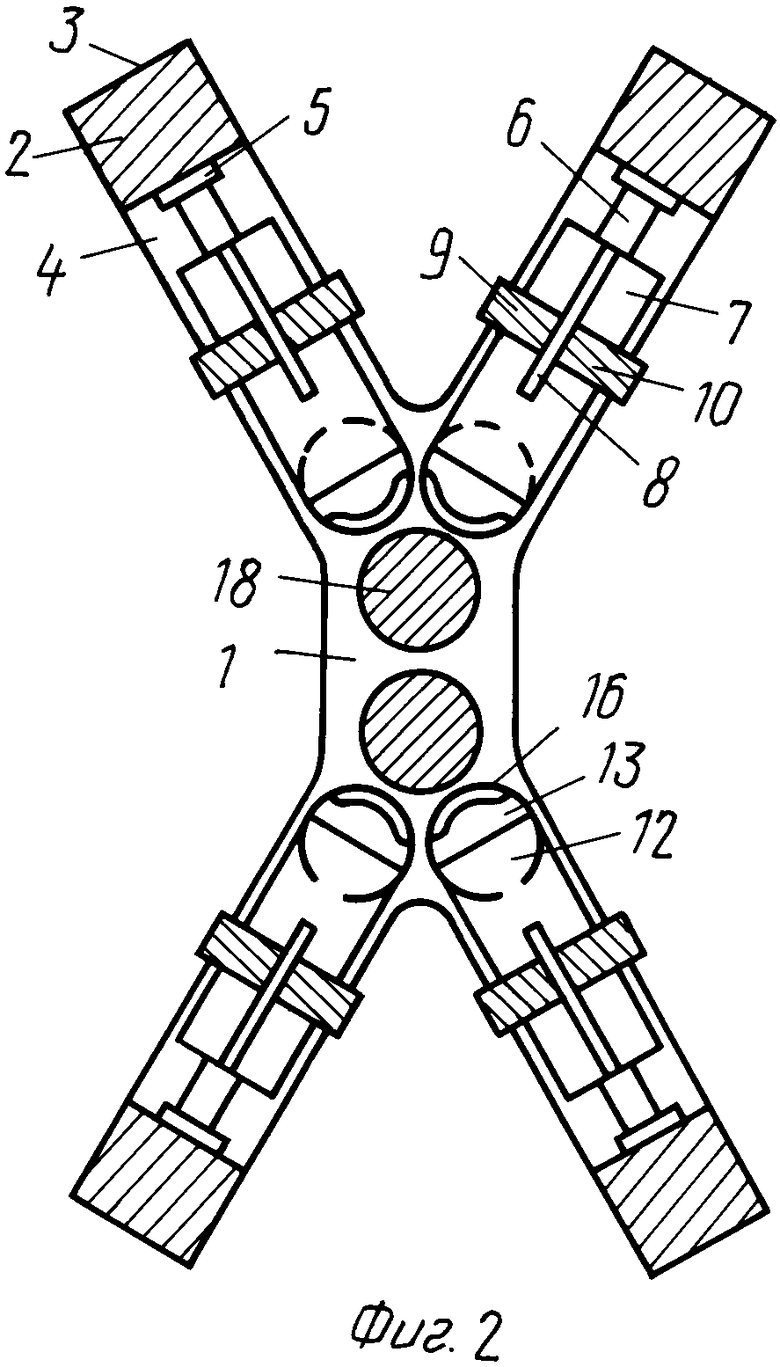
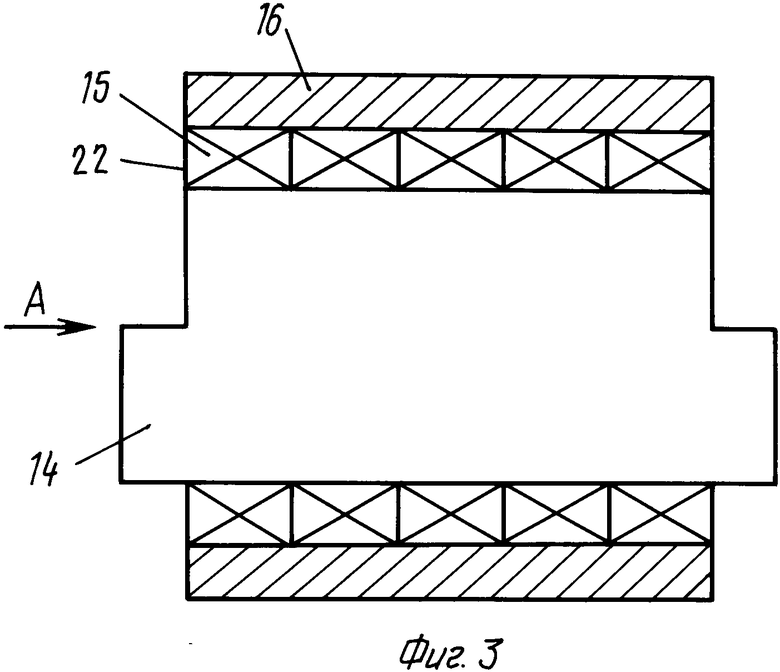
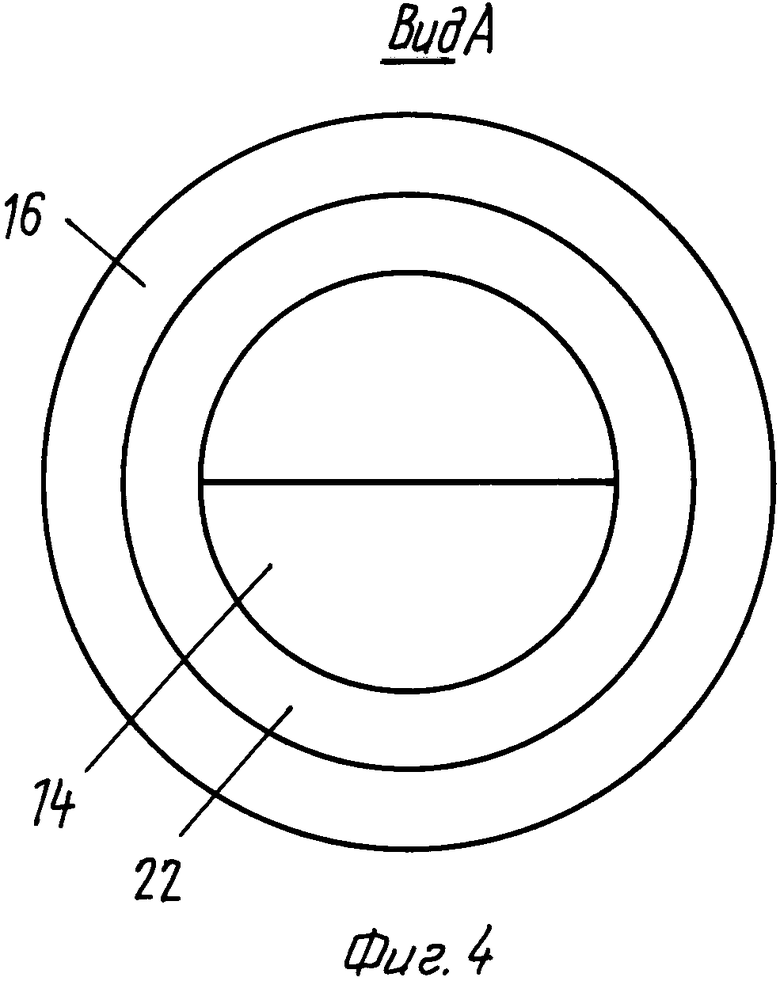
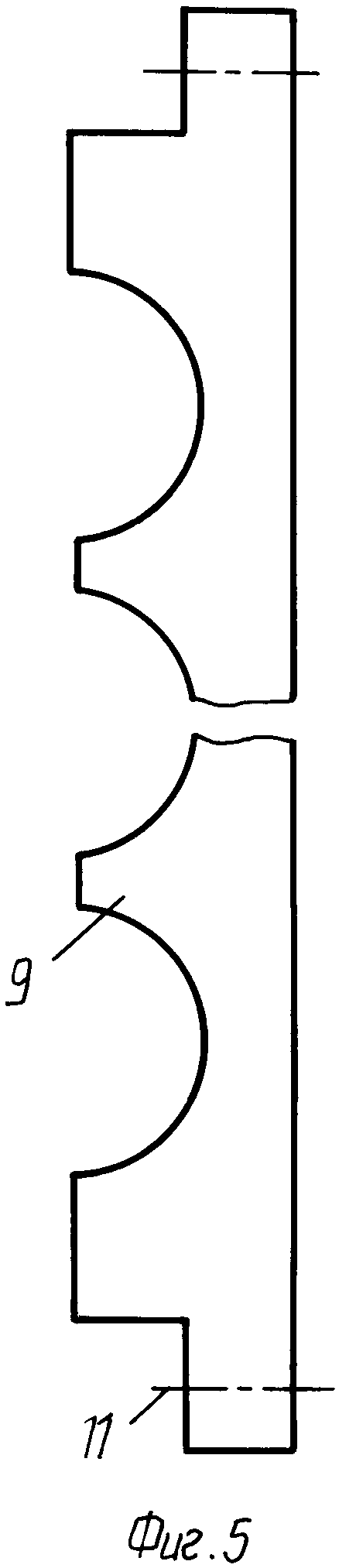
На фиг. 1 изображен стан для прокатки предложенного профиля, общий вид; на фиг. 2 - сечение прокатного стана по продольной плоскости симметрии; на фиг. 3 - прямой каток, смонтированный на закрытых подшипниках качения на оси; на фиг. 4 - вид по стрелке А на фиг. 3; на фиг. 5 - направляющая стана, вид сверху.
Стан для прокатки листового профиля с утолщенными кромками состоит из станины 1 с поперечинами 2, наружные поверхности 3 которых выполнены по дуге параболы, связывающей стойки 4. В поперечинах 2 на известных шарнирах, например сферических (не показано), закрытых крышками 5, смонтированы штоки 6 силовых гидроцилиндров 7, снабженных вертикальными направляющими 8 и установленных между внутренними 9 и наружными 10 направляющими стана, закрепленными крепежом 11 на стойках 4. Силовые гидроцилиндры имеют цапфы 12, в которых с помощью крышек 13 закреплены оси 14, снабженные рядом подшипников 15 качения, на которые посажены опорные прямые катки 16 или опорные фигурные катки 17, кинематически связанные с рабочими валками 18, изготовленными из металла с большим пределом выносливости на изгиб и кручение и с возможностью прогибаться под действием опорных катков. Рабочие валки 18 через подшипники 19, заключенные в шаровые шарниры (не показано), соединены со штоками 20 вспомогательных гидроцилиндров 21, размещенных в стойках 4 стана. Подшипники 15 качения закрыты крышками 22.
Прокатный стан работает следующим образом.
При необходимости прокатывать листовой профиль с утолщенными кромками основное состояние стана показано на фиг. 1 - с фигурными крайними опорными катками 17. При подходе заготовки профиля к стану опорные прямые 16 и фигурные 17 катки путем одновременной подачи гидрожидкости в подпоршневые полости гидроцилиндров 9 устанавливаются на нужную высоту над рабочими валками 18, которые с помощью вспомогательных гидроцилиндров 21, соединенных с гидромагистралью постоянного давления через штоки 20, шарниры и подшипники 19, поджимаются к опорным каткам, которые тем самым выравниваются. После этого силовые гидроцилиндры ставятся на известные гидрозамки, а заготовка профиля пропускается через рабочие валки 18, которые под давлением заготовки по краям изгибаются до полного прилегания к фигурным опорным каткам 17 и через подшипники 19, их шаровые шарниры и штоки 20 вытесняют гидрожидкость из вспомогательных гидроцилиндров 21. При этом рабочие валки 18 передают на профиль свое вращательное движение, преобразуемое в поступательное движение листа, а все усилие давления передается одновременно на профиль и через опорные прямые 16 и фигурные 17 катки, подшипники 15, оси 14, цапфы 12, силовые гидроцилиндры 7, запертую жидкость в последних, через поршни силовых цилиндров 7 их штоки 6 и шарниры последних на неподвижные поперечины 2, которые можно сделать с любым коэффициентом запаса прочности. При необходимости изменить (уменьшить) высоту зазора между рабочими валками 18 силовые гидроцилиндры 7 снимаются с гидрозамков, гидрожидкость одновременно подается в надпоршневые полости гидроцилиндров 7, которые отталкиваются от своих поршней, проскальзывают своими вертикальными направляющими 8 по направляющим 9, 10 и через цапфы 12, оси 14, подшипники 15 качения и опорные катки 16, 17, выравниваясь, давят на рабочие валки 18, а последние выдвигают штоки 20 и поршни из вспомогательных гидроцилиндров 21, так как эти гидроцилиндры 21 подключены к гидромагистрали постоянного давления. После этого силовые гидроцилиндры 7 снова ставятся на гидрозамки и прокатка листа продолжается. При необходимости выпускать профиль без утолщенных бортов силовые гидроцилиндры 7 с прямыми опорными катками 16 известными способами временно прикрепляются к внутренним направляющим 9, крепеж 11 наружных направляющих 10 отдается, последние снимаются со стана, крышки 5 шарниров снимаются, гидроцилиндры 7 с фигурными опорными катками 17 заменяются гидроцилиндрами прямыми катками 16, что резко ускоряет переналадку стана. После этого наружные направляющие 10 ставятся на свои места и фиксируются крепежом 11, крышки 5 также ставятся на свои места и вышеописанным способом прокатывается лист без утолщенных бортов. При прокатке листа шириной, меньшей ширины трех (четырех) опорных катков 16, 17, крайние опорные катки 16, 17 поднимаются над рабочими валками 18 и лист прокатывается только в зоне рабочих валков 18 под оставшимися опорными катками 16, 17, чем достигается экономия энергоресурсов, так как поднятые опорные катки не вращаются и не реверсируются. При подключении предложенного прокатного стана к ЭВМ можно выпускать листы не только с утолщенными бортами, но и с утолщенными стыками (торцами), что еще больше облегчит их сварку.
Использование предложенного листового профиля позволяет снизить расход металла, так как сварочные деформации в утолщенных бортах профиля отсутствуют, а на тонкое основное полотно листа не распространяются, облегчить его переналадку, так как заменяются отдельные опорные катки с гидроцилиндрами, а не рабочие валки, что сопровождается разборкой всего стана.
Использование изобретения приводит к экономии энергоресурсов, так как при прокатке более узкого листа, чем рабочие валки, часть опорных катков поднимается и не реверсируется. Используемый прокатный стан имеет облегченную конструкцию, так как цапфы опорных катков смонтированы на гидроцилиндрах, а не на штоках и имеют уменьшенные габариты, а поперечины стана выполнены с равнопрочными сечениями. (56) Протопопов В. Б. и др. "Конструкция корпуса судов", Л. ; Судостроение, 1984 г. , с. 197.
Клименко М и др. Технология прокатного производства", Киев; Выща школа, 1989, с. 180, табл. 5.2.
Патент США N 3.596.489, кл. В 21 В 13/14, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШВАРТОВНОЕ УСТРОЙСТВО ДЛЯ СУДОВ | 1992 |
|
RU2029822C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2120829C1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| СУДНО | 1989 |
|
RU2009944C1 |
| КРАНОВОЕ СУДНО | 1992 |
|
RU2043291C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| Лихтеровоз | 1988 |
|
SU1654116A1 |
Сущность: стан для прокатки состоит из станины 1 с поперечинами 2, связывающими стойки 4 и имеюшими на шарнирах штоки 6 силовых гидроцилиндров 7 с вертикальными направляющими 8, установленных между внутренними 9 и наружными 10 направляющими стана. В цапфах 12 гидроцилиндров 7 укреплены опорные прямые 16 или фигурные 17 катки, кинематически связанные с рабочими валками 18 из металла с большим пределом выносливости, которые под действием опорных катков 16 и 17 могут прогибаться и прокатывать профиль, а при замене фигурных катков 17 прямыми катками 16 обычные листовые профили. Перенастройка стана требует очень мало времени, так как меняются только катки 16, 17 с гидроцилиндрами 7, а не рабочие валки 18. При изготовлении листового профиля толщиной 2 мм и бортами 2 - 4 мм под обычную сварку экономия металла достигает 40 - 45% . 2 з. п. ф-лы, 5 ил.