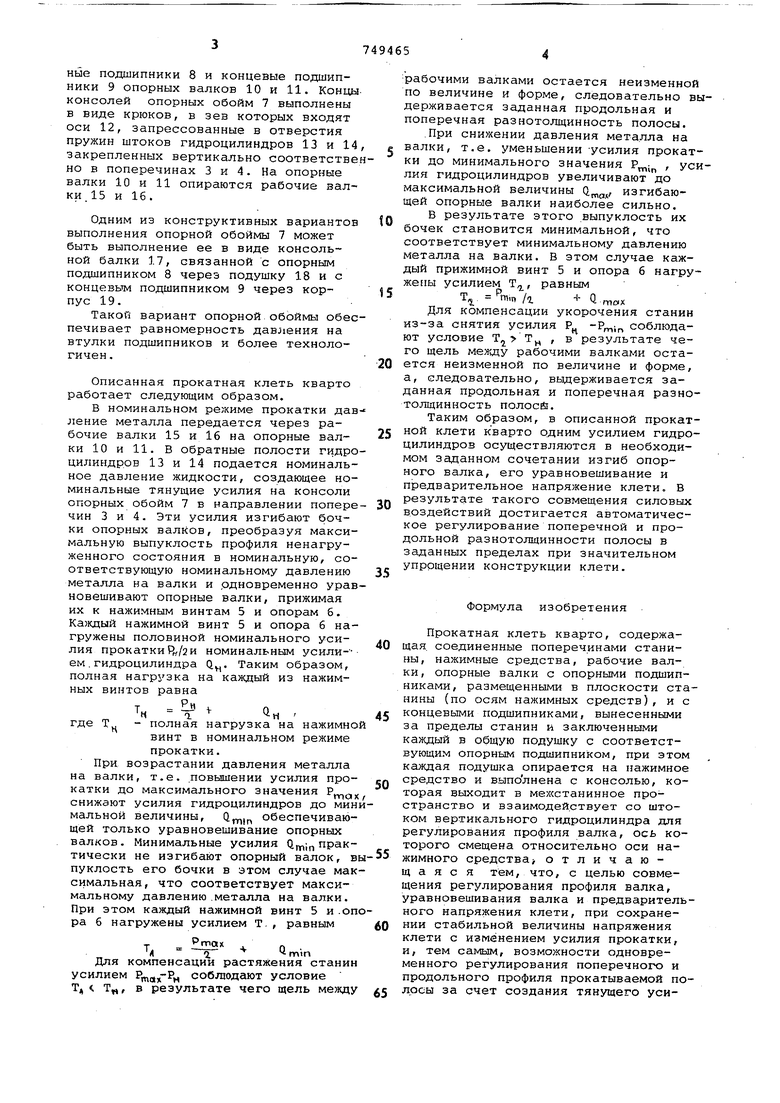
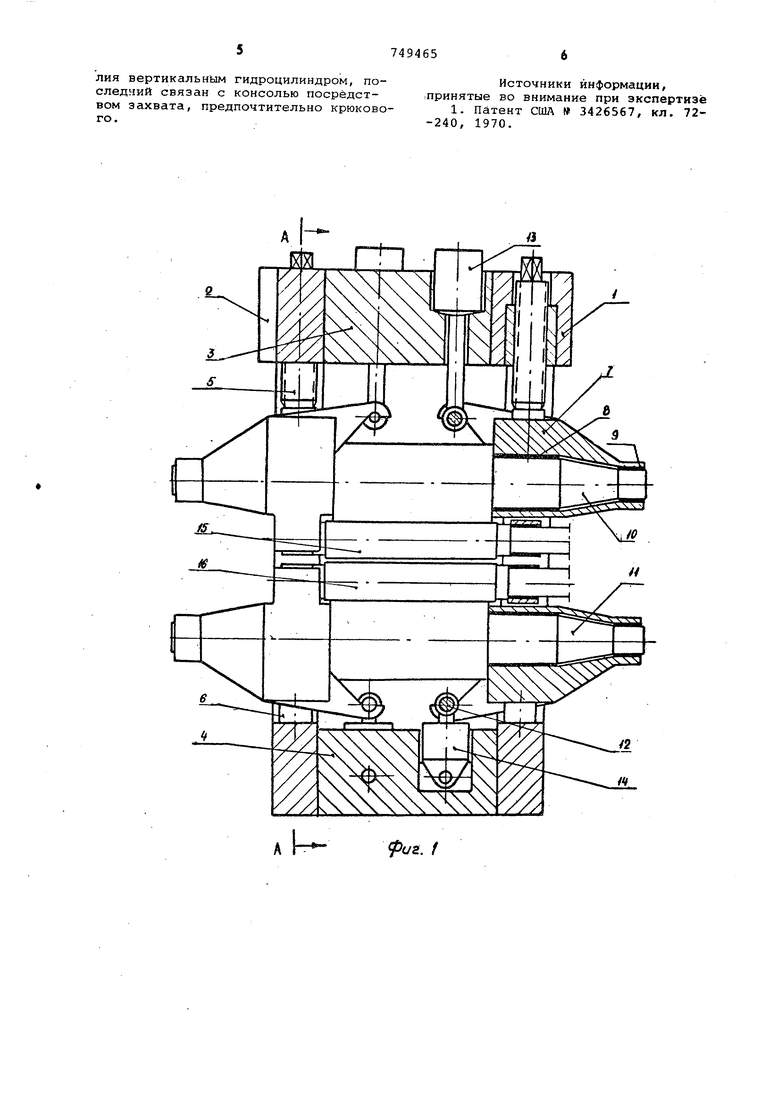
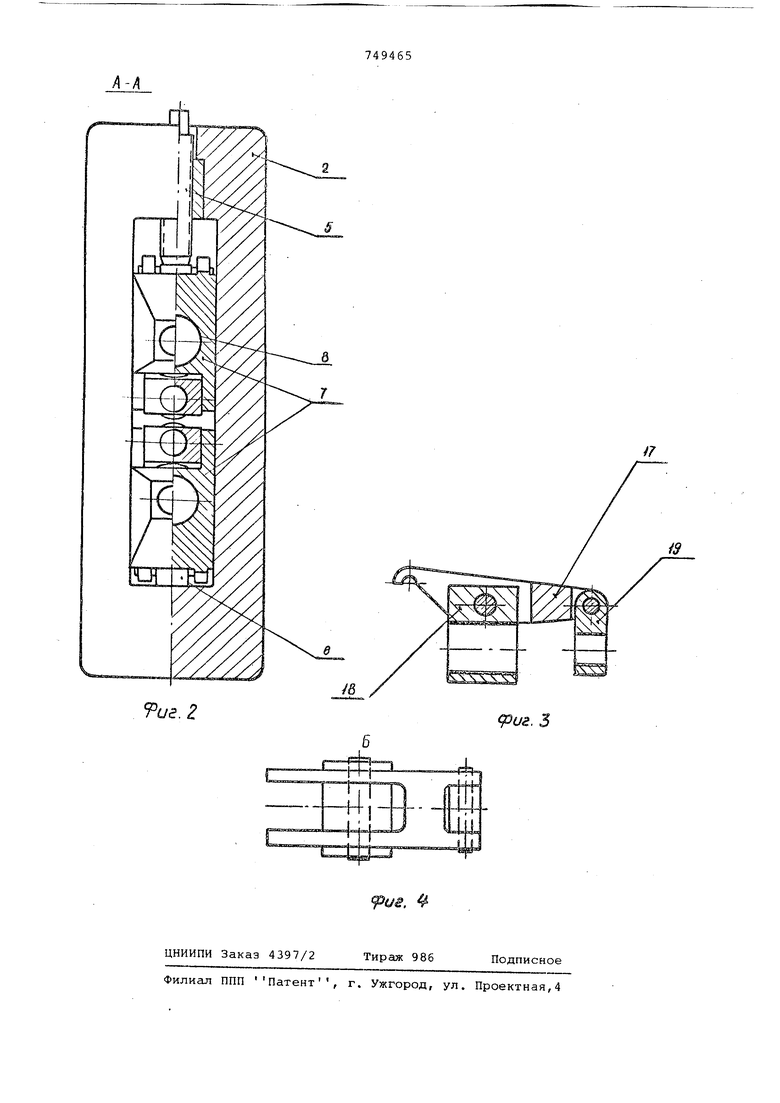
(54) ПРОКАТНАЯ КЛЕТЬ КВАРТО Изобретение относится .к обработке металлов давлением, а именно - к про катке металлической полосы с регулированием ее разнотолщинности путем дополнительного изгиба профилированных валков прокатной клети кварто. Наиболее близким из известных тех нических решений является прокатная клеть кварто, которая содержит опорные валки с опорными подшипниками, размещенными в плоскости станины (по осям нажимных средств), и с концевыми подшипниками, вынесенными за пределы станин и заключенными каждый в общую подушку с соответствующим опор ным подшипником l . При этом каждая подушка опирается на нажимное средство и выполнена с консолью, которая выходит в межстанинное пространство и взаимодействует со штоком вертикального гидроцилиндра, создающего распорное усилие для регулирования профиля валка путем его противоизгиба. Недостаток данной клети в том, что в ней невозможно совместить функ ции регулирования профиля валка с его уравновешиванием и предварительным напряжением клети при сохранении стабильной величинынапряжения клети с изменением усилия прокатки. Цель изобретения - совмещение регулирования профиля валка, уравновешивания валка и предварительного напряжения клети, при сохранении стабильной величины напряжения клети с изменением усилия прокатки, и, тем самым, возможности одновременного регулирования поперечного и продольного профиля прокатываемой полосы за счет создания тянущего усилия вертикальным гидроцилиндром. Поставленная цель достигается тем, что гидроцилиндр связан с консолью посредством захвата, предгючтительно крюкового. Такое выполнение клети обеспечивает приложение к консоли тянущего усилия, осуществляющего дополнительный изгиб валка. На фиг. 1 показан поперечный разрез клети; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант шлрнирной обоймы, разрез; на фиг. 4 - вид Б на фиг. 3. Прокатная клеть кварто состоит из станин 1 и 2, связанных поперечинами 3 и 4. На нажимные винты 5 и опоры 6 опираются обоймы 7, охватывающие опорные подшипники 8 и концевые подшипники 9 опорных валков 10 и 11. Концы консолей опорных обойм 7 выполнены в виде крюков, в зев которых входят оси 12, запрессованные в отверстия пружин штоков гидроцилиндров 13 и 14 закрепленных вертикально соответстве но в поперечинах 3 и 4. На опорные валки 10 и 11 опираются рабочие валки 15 и 16. Одним из конструктивных вариантов выполнения опорной обоймы 7 может быть выполнение ее в виде консольной балки 17, связанной с опорным подшипником 8 через подушку 18 и с концевь м подшипником 9 через корпус 19. Такой вариант опорной обоймы обес печивает равномерность давления на втулки подшипников и более технологичен. Описанная прокатная клеть кварто работает следующим образом. В номинальном режиме прокатки дав ление металла передается через рабочие валки 15 и 16 на опорные валки 10 и 11. В обратные полости гидро цилиндров 13 и 14 подается номинальное давление жидкости, создающее номинальные тянущие усилия на консоли опорных обойм 7 в направлении попере чин 3 и 4. Эти усилия изгибают бочки опорных валков, преобразуя максимальную выпуклость профиля ненагруженного состояния в номинальную, соответствующую номинальному давлению металла на валки и одновременно урав новешивают опорные валки, прижимая их к нажимным винтам 5 и опорам 6. Каждый нажимной винт 5 и опора б на гружены половиной номинального усилия прокаткиР„/2и номинальным усили-ем.гидроцилиндра Q. Таким образом, полная нагрузка на каждый из нажимных винтов равна TH Т н где Т - полная нагрузка на нажимн винт в номинальном режиме прокатки. При возрастании давления металла на валки, т.е. повышении усилия про катки до максимального значения снижают усилия гидроцилиндров до ми мальной величины, Qrnin обеспечиваю щей только уравновешивание опорных валков. Минимальные усилия прак тически не изгибают опорный валок, пуклость его бочки в этом случае ма симальная, что соответствует максимальному давлению .металла на валки. При этом каждый нажимной винт 5 и.о ра б нагружены усилием Т., равным т- Ртах , ,, Л - imin Для компенсации растяжения стани усилием Рр1о,,-Р„ собтаодают условие Т Т, в результате чего щель межд рабочими валками остается неизменной по величине и форме, следовательно выдерживается заданная продольная и поперечная разнотолщинность полосы. .При сниукении давления мета.лла на валки, т.е. уменьшении -усилия прокатки до минимального значения Р , усилия гидроцилиидров увеличивают до максимальной величины Q изгибающей опорные валки наиболее сильно. В результате этого выпуклость их бочек становится минимальной, что соответствует минимальному давлению металла на валки. В этом случае каждый прижимной винт 5 и опора б нагружены усилием Т, равным Т,. m,n /1 + Q.rnox Для компенсации укорочения станин из-за снятия усилия Р Pmin соблюдают условие Т Т„ , в результате чего щель мелзду рабочими валками остается неизменной по величине и форме, а, следовательно, выдерживается заданная продольная и поперечная разнотолщинность полосй. Таким образом, в описанной прокатной клети кварто одним усилием гидроцилиндров осуществляются в необходимом заданном сочетании изгиб опорного валка, его уравновешивание и предварительное напряжение клети. В результате такого совмещения СИЛОВЕЛХ воздействий достигается автоматическое регулирование поперечной и продольной разнотолщинности полосы в заданных пределах при значительном упрощении конструкции клети. Формула изобретения Прокатная клеть кварто, содержащая, соединенные поперечинами станины, нажимные средства, рабочие валки, опорные валки с опорными подшипниками, размещенными в плоскости станины (по осям нажимных средств), и с концевыми подшипниками, вынесенными за пределы станин и заключенными каждый в общую подушку с соответствующим опорным подшипником, при этом каждая подушка опирается на нажимное средство и выполнена с консолью, которая выходит в межстанинное пространство и взаимодействует со штоком вертикального гидроцилиндра для регулирования профиля валка, ось которого смещена относительно оси нажимного средства отличающаяся тем, что, с целью совмещения регулирования профиля валка, уравновешивания валка и предварительного напряжения клети, при сохранении стабильной величины напряжения клети с изменением усилия прокатки, и, тем самым, возможности одновременного регулирования поперечного и продольного профиля прокатываемой полосы за счет создания тянущего усиЛИЯ вертикальным гидроцилиндром, последний связан с консолью посредством захвата, предпочтительно крюкового.
Источники информации, принятые во внимание при экспертизе 1. Патент США 3426567, кл. 72-240, 1970,
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2011 |
|
RU2471581C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| КЛЕТЬ КВАРТО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2262999C1 |
| Реверсивная прокатная клеть кварто | 1989 |
|
SU1755980A1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
. /
9иг.г
иг.З
