Изобретение относится к обработке металлов давлением, в частности к устройствам для отбортовки кромки и выдавливания гофр в полых цилиндрических изделиях.
Известно устройство для отбортовки и зиговки полых изделий, содержащее станину со смонтированным на ней приводным столом, два диска для фиксации и отбортовки кромки заготовки, установленные на опорах качения с возможностью свободного вращения, механизм прижима с приводом, зиговочные и отбортовочные ролики.
В этом устройстве затруднен съем отбортованной детали как с верхнего, так и с нижнего дисков фиксации, так как деталь без принудительного расширения борта освободить с дисков невозможно, при этом неизбежна остаточная деформация, что ухудшает качество изделий.
Целью изобретения является повышение качества изделий.
Это достигается тем, что матрица инструмента для выдавливания гофр выполнена в виде штока с поперечным сквозным крестообразным отверстием, установлена в корпусе зажимного приспособления с возможностью радиального смещения и снабжена подпружиненным ползуном-водилом, размещенным в крестообразном отверстии и имеющим направляющие, расположенные под углом к направлению его перемещения.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается выполнением матрицы, что позволяет сделать вывод о соответствии критерию "новизна".
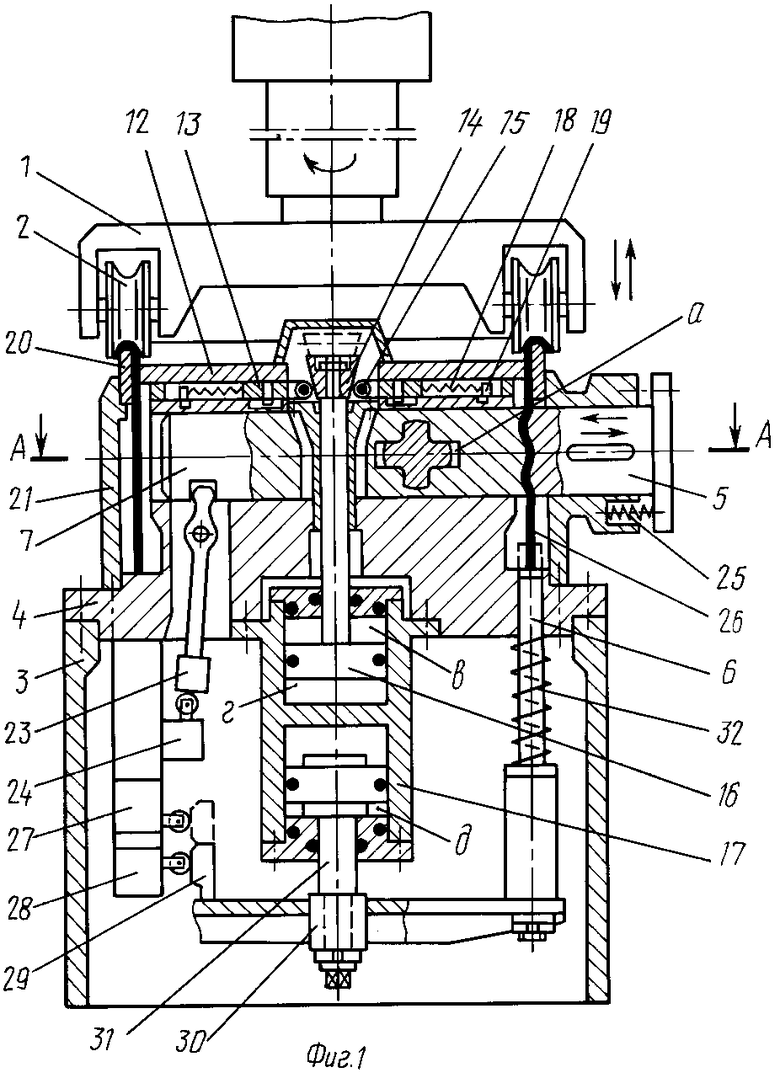
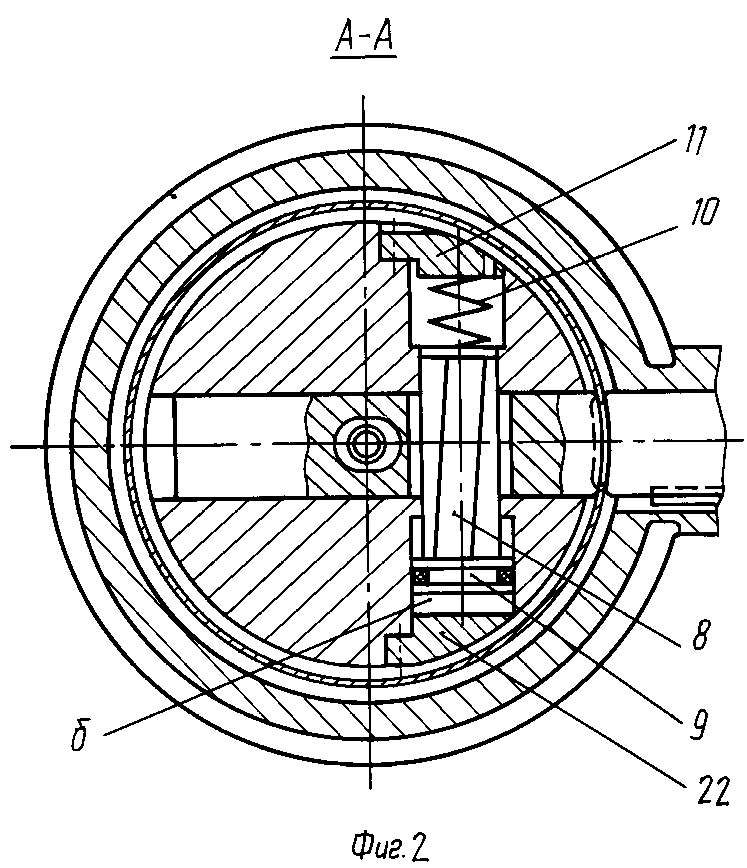
На фиг. 1 показано устройство для отбортовки и выдавливания гофр в полых изделиях, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит корпус 1 с отбортовочными роликами 2, станину 3 c зажимным приспособлением, включающим корпус 4, инструмент для выдавливания гофр 5, съемник 6. Матрица 7 инструмента для выдавливания гофр выполнена в виде штока с поперечным сквозным крестообразным отверстием "а", установлена в корпусе зажимного приспособления с возможностью радиального смещения и снабжена подпружиненным ползуном-водилом 8, размещенным в крестообразном отверстии и имеющим направляющие, расположенные под углом к направлению его перемещения поршнем 9. Пружина 10, опирающаяся на крышку 11, служит для самоустановки матрицы. Приводом для разжимных кулачков 12 приспособления, установленных неподвижно на подкулачники 13, служит конусная втулка 14, контактирующая с образующими роликов 15 и установленная на штоке-поршне 16 силового цилиндра 17. Для схождения кулачков служат пружины 18, опирающиеся на срезанный штырь 19, запрессованный в корпус приспособления. Фасонный копир 20 жестко закреплен на колонке 21 крышки 22 и образует полость "б" для подачи сжатого воздуха.
Для контроля положения матрицы через флажок 23 установлен конечный выключатель 24. Инструмент для выдавливания гофр, отведенный пружинами 25, позволяет съемнику отделить от копира и вывести изделие 26 вдоль оси на заданный размер.
Положение съемника контролируется выключателями 27, 28 посредством флажка 29. Плавность хода приводной крестовины 30 от силового штока 31 обеспечивают пружины 32.
Устройство работает следующим образом.
Обрабатываемое изделие 26 устанавливается в отверстие фасонного копира 20, базируясь по нижнему торцу. Затем в полость "в" подается сжатый воздух, перемещая шток-поршень 16 вниз, разжимая конусной втулкой 14 кулачки 12, центрируя и закрепляя изделие 26 под обработку. Удалив сжатый воздух из полости "б", ползун-водило 8 от усилий пружины 10 доводит матрицу 7 к внутренней поверхности изделия 26. Подводится корпус 1 с отбортовочными роликами 2, включаются вращение и рабочая подача на развальцовку кромки до жесткого упора, "выхаживание" и отвод в исходное положение. Одновременно включается привод (не показан) инструмента для получения гофр 5. После отвода инструмента для получения гофр 5 пружинами 25 подается сжатый воздух в полость "б", поршень 9, преодолевая усилие пружины 10 толкает ползун-водило 8, отводя матрицу 7 от внутренней поверхности изделия 26. Подача сжатого воздуха в полость "г" раскрепляет изделие. При подаче сжатого воздуха в полость "д" съемник 6 выводит изделие 26 вверх, обеспечив удобный съем после обработки.
Завершив операцию, все рабочие органы устройства занимают исходное положение.
Поперечное сквозное крестообразное отверстие для направления в матрице 7 ползуна-водила 8 позволяет обеспечить стабильность получения геометрических параметров изделия и согласованность инструмента для выдавливания гофр. (56) Авторское свидетельство СССР N 1532131, кл. В 21 D 19/00, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу для отбортовки концов трубных заготовок | 1982 |
|
SU1055561A1 |
| Штамп совмещенного действия | 1987 |
|
SU1433556A1 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ЗИГОВКИ ПОЛЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010644C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Устройство для формообразования фланцев на обечайках | 1987 |
|
SU1733161A1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| УСТРОЙСТВО ДЛЯ ВЫДАВЛИВАНИЯ ВТУЛОК | 1970 |
|
SU426736A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
Использование: для отбортовки кромки и одновременного получения гофр в полых цилиндрических изделиях. Цель изобретения состоит в повышении производительности труда и улучшения качества деталей путем облегчения съема заготовки из устройства за счет матрицы, которая выполнена отводной в виде штока. Шток имеет крестообразное поперечное сквозное отверстие, в котором установлен подпружиненный ползун-водило, имеющий направляющие, расположенные под углом к направлению его перемещения. Матрица установлена с возможностью радиального смещения в корпусе зажимного приспособления. 1 з. п. ф-лы, 2 ил.
