Изобретение относится к обрабокте металлов давлением и может быть использовано в устройствах для формообразования фланцев на цилиндрических, эллиптических или овальных обечайках, например, при изготовлении баков трансформаторов.
Цель изобретения - расширение технологических возможностей путем обеспечения формообразования фл-анцев на обечайках произвольной формы и упрощение конструкции.
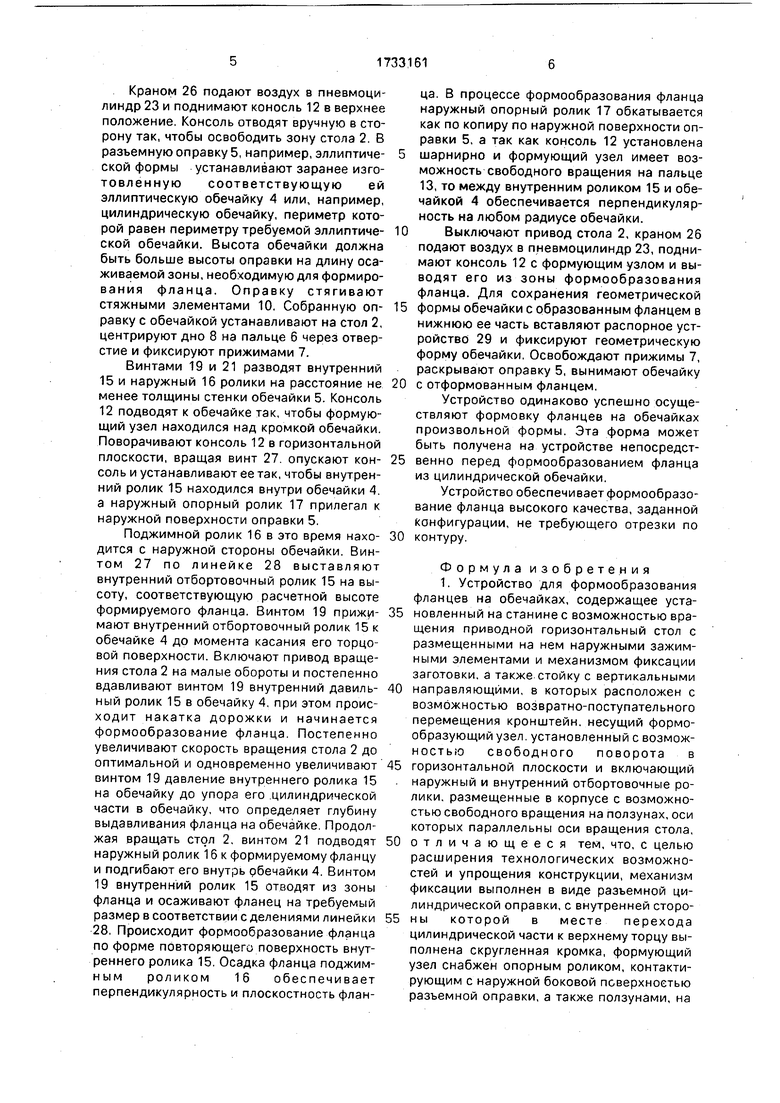
На фиг.1 изображено устройство для формообразования, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2 (формующий узел) на фиг.4 - оправка.
Устройство для формообразования фланцев на обечайках содержит станину 1, на которой смонтирован с возможностью вращения от привода (не показан) стол 2, а также несущую стойку 3 с направляющими (не показаны). Для одновременной калибровки обечайки 4 по периметру, центрирования ее относительно оси вращения стола 2 и ее обжима на столе установлен механизм обжима стенки обечайки, представляющей собой сменную оправку 5, повторяющую форму обечайки, закреплены палец 6 для центрирования оправки на столе и прижимы 7. Оправка 5 выполнена из двух шарнирно связанных между собой частей, имеет дно 8, в котором выполнено отверстие 9 для пальца 6, и стяжные элементы 10. На направляющих несущей стойки 3 установлена опора 11, на которой шарнирно закреплена консоль 12, к которой на пальце 13 с возможностью свободного вращения подвешен формующий узел. Формующий узел содержит корпус 14, несущий внутренний отбортовочный ролик 15, наружный отбортовочкый ролик 16 и наружный опорный ролик 17.
Внутренний ролик 15 закреплен на ползуне 18, установленном в корпусе 14 с возможностью перемещения по винту 19. Наружный поджимной ролик 16 закреплен
на ползуне 20, установленном в корпусе 14 с возможностью перемещения по винту 21. Опорный ролик 17 установлен на оси 22, жестко закрепленной в корпусе 14. Устройство снабжено пневмоцилиндром 23, установленным на опоре 24, закрепленной на направляющих несущей стойки 3. Шток 25 пневмоцилиндра 23 жестко связан с опорой 11. I невмоцилиндр предназначен для быстрого подъема и опускания консоли 12 с
подвешенным на ней формующим узлом. Пневмоцилиндр 23 связан с воздушной системой краном 26, регулирующим подачу воздуха. Опора 24 имеет возможность вертикального перемещения от винта 27. Винт
27 предназначен для плавного подъема и опускания консоли 12 при установке точного размера высоты отбортовки фланца по линейке 28. Внутренний ролик 15 выполнен с рабочем поверхностью по форме поверхности формируемого фланца. Для сохранения правильной геометрической формы обечайки устройство снабжено сменными распорными кронштейнами 29.
Устройство работает следующим образом,
Краном 26 подают воздух в пневмоци- линдр 23 и поднимают коносль 12 в верхнее положение. Консоль отводят вручную в сторону так, чтобы освободить зону стола 2. В разъемную оправку 5, например, эллиптической формы устанавливают заранее изготовленную соответствующую ей эллиптическую обечайку 4 или, например, цилиндрическую обечайку, периметр которой равен периметру требуемой эллиптической обечайки. Высота обечайки должна быть больше высоты оправки на длину осаживаемой зоны, необходимую для формиро- вания фланца. Оправку стягивают стяжными элементами 10. Собранную оправку с обечайкой устанавливают на стол 2, центрируют дно 8 на пальце 6 через отверстие и фиксируют прижимами 7.
Винтами 19 и 21 разводят внутренний 15 и наружный 16 ролики на расстояние не менее толщины стенки обечайки 5. Консоль 12 подводят к обечайке так, чтобы формующий узел находился над кромкой обечайки. Поворачивают консоль 12 в горизонтальной плоскости, вращая винт 27. опускают консоль и устанавливают ее так, чтобы внутренний ролик 15 находился внутри обечайки 4. а наружный опорный ролик 17 прилегал к наружной поверхности оправки 5.
Поджимной ролик 16 в это время находится с наружной стороны обечайки. Винтом 27 по линейке 28 выставляют внутренний отбортовочный ролик 15 на высоту, соответствующую расчетной высоте формируемого фланца. Винтом 19 прижимают внутренний отбортовочный ролик 15 к обечайке 4 до момента касания его торцовой поверхности. Включают привод вращения стола 2 на малые обороты и постепенно вдавливают винтом 19 внутренний давильный ролик 15 в обечайку 4, при этом происходит накатка дорожки и начинается формообразование фланца. Постепенно увеличивают скорость вращения стола 2 до оптимальной и одновременно увеличивают винтом 19 давление внутреннего ролика 15 на обечайку до упора его цилиндрической части в обечайку, что определяет глубину выдавливания фланца на обечайке. Продолжая вращать стол 2, винтом 21 подводят наружный ролик 16 к формируемому фланцу и подгибают его внутрь рбечайки 4. Винтом 19 внутренний ролик 15 отводят из зоны фланца и осаживают фланец на требуемый размер в соответствии с делениями линейки 28. Происходит формообразование фланца по форме повторяющего поверхность внутреннего ролика 15. Осадка фланца поджимным роликом 16 обеспечивает перпендикулярность и плоскостность фланца. В процессе формообразования фланца наружный опорный ролик 17 обкатывается как по копиру по наружной поверхности оправки 5, а так как консоль 12 установлена
шарнирно и формующий узел имеет возможность свободного вращения на пальце 13, то между внутренним роликом 15 и обечайкой 4 обеспечивается перпендикулярность на любом радиусе обечайки.
Выключают привод стола 2, краном 26 подают воздух в пневмоцилиндр 23, поднимают консоль 12 с формующим узлом и выводят его из зоны формообразования фланца. Для сохранения геометрической
формы обечайки с образованным фланцем в нижнюю ее часть вставляют распорное устройство 29 и фиксируют геометрическую форму обечайки. Освобождают прижимы 7, раскрывают оправку 5, вынимают обечайку
с отформованным фланцем.
Устройство одинаково успешно осуществляют формовку фланцев на обечайках произвольной формы. Эта форма может быть получена на устройстве непосредственно перед формообразованием фланца из цилиндрической обечайки.
Устройство обеспечивает формообразование фланца высокого качества, заданной Конфигурации, не требующего отрезки по
контуру.
Формула изобретения 1. Устройство для формообразования фланцев на обечайках, содержащее установленный на станине с возможностью вращения приводной горизонтальный стол с размещенными на нем наружными зажимными элементами и механизмом фиксации заготовки, а также стойку с вертикальными
направляющими, в которых расположен с возможностью возвратно-поступательного перемещения кронштейн, несущий формообразующий узел, установленный с возмож- ностью свободного поворота в
горизонтальной плоскости и включающий наружный и внутренний отбортовочные ролики, размещенные в корпусе с возможностью свободного вращения на ползунах, оси которых параллельны оси вращения стола,
отличающееся тем, что, с целью расширения технологических возможностей и упрощения конструкции, механизм фиксации выполнен в виде разъемной цилиндрической оправки, с внутренней стороны которой в месте перехода цилиндрической части к верхнему торцу выполнена скругленная кромка, формующий узел снабжен опорным роликом, контактирующим с наружной боковой поверхностью разъемной оправки, а также ползунами, на
которых жестко закреплены держатели внутреннего и наружного роликов, и механизмами перемещения ползунов в плоскости, перпендикулярной осям роликов, при этом кронштейн снабжен дополнительным приводом.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что каждый механизм перемещения ползуна выполнен в виде пары винт - гайка, винт которой смонтирован в корпусе формующего узла, а гайка выполнена в ползуне.
0
3.Устройство поп.1,отличающее- с я тем, что, с целью точной установки формующего узла по высоте, дополнительный привод кронштейна выполнен в виде пары винт - гайка, винт которой смонтирован в стойке станины, а гайка жестко связана с внешним приводом.
4.Устройство поп.1,отличающее- с я тем, что, с целью формообразования фланцев на обечайках овальной формы, разъемная оправка в поперечном сечении выполнена в форме овала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для формообразования фланцев на цилиндрических заготовках | 1990 |
|
SU1779437A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ГОФРИРОВАНИЯ ЖАРОВОЙ ТРУБЫ | 2004 |
|
RU2273539C1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ГОЛОВКА ДЛЯ ПОВТОРНОГО ОКРАШИВАНИЯ КРЫШЕК СКРУГЛЕННОЙ ФОРМЫ | 2011 |
|
RU2559504C2 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |


Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для формообразования фланцев на цилиндрических или овальных, в частности эллиптических, обечайках, например, при изготовлении баков трансфор- маторов. Цель изобретения - расширение технологических возможностей путем обеспечения формообразования фланцев на
6 6 /7оЗернс/лт0
18
фие.З
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
