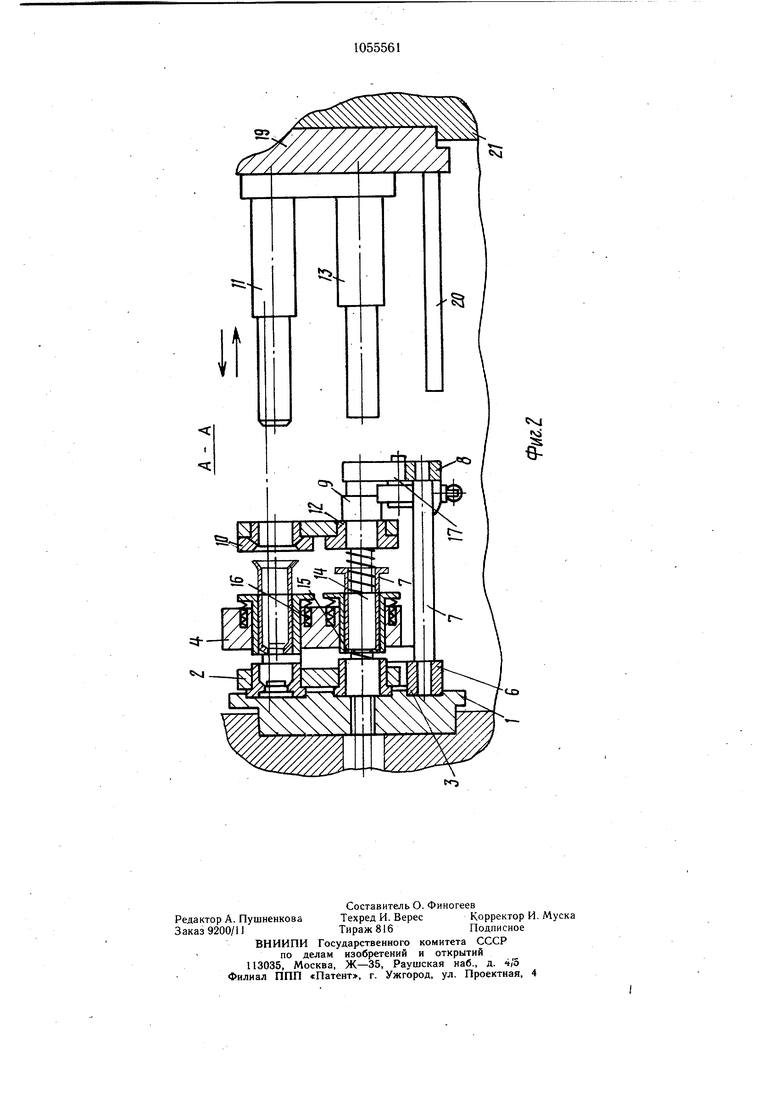
Изобретение относится к обработке металлов давлением и может быть использовано в прессах и инструменте для отбортовки концов труб. Известно устройство для отбортовки концов трубных заготовок, содержащее револьверный диск с гнездами и приводом, фиксатор угла поворота диска, матрицы для отбортовки, установленные на столе, пуансоны, закрепленные на плите ползуна пресса 1. Однако известное устройство не позволяет проводить операцию одновременной отбортовки обоих концов трубной заготовки. Целью изобретения является повышение производительности и расширение технологических возможностей за счет одновремеяной щтамповки обоих концов трубной заготовки. Поставленная цель достигается за счет того, что устройство к прессу для отбортовки концов трубных заготовок, содержащее револьверный диск с гнездами и приводом, фиксатор угла поворота диска, матрицы для отбортовки, установленные, на столе, и пуансоны, закрепленные на плите ползуна пресса, снабжено подпружиненными втулками, блоком отбортовочных оправоксъемников, поворотными упорами блока и направляющими щтангами со стяжками, а также закрепленными на ползуне копирами, при этом подпружиненные втулки установлены в гнезде револьверного диска с возможностью фиксированного перемещения вдоль своей оси и взаимодействия с матрицей отбортовки, блок отбортовочных оправок-съемников размещен на направляющих штангах с возможностью перемещения по ним и взаимодействия с торцами пуансонов, а поворотные упоры блока расположены на стяжке направляющих щтанг, подпружинены и, установлены с возможностью взаимодействия с копирами. На фиг. 1 показано предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1 Устройство к прессу для обработки трубных заготовок состоит из подштамповой плиты 1, несущей основные матрицы - матрицу 2 предварительной и матрицу 3 окончательной внутренней отбортовки конца заготовки, револьверный диск 4, лотковый питатель 5, траверсу 6, на которой закреплены направляющие щтанги 7, связанные стяжкой 8. На направляющих штангах 7 установлен блок отбортовочных оправоксъемников 9 с оправкой 10, выполненной для предварительной наружной отбортовки свободного конца заготовки и съема ее 1 61 с пуансона 11, и с оправкой 12 для окончательной отбортовки того же конца заготовки и съема ее с пуансона 13. Блок поджат до упора со стяжкой 8 пружинами 14, установленными на направляющих штангах 7. В гнезда револьверного диска 4 установлены матричные втулки 15 и пружины 16. Матричные втулки 15 являются продолжением основных матриц 2 и 3 и служат для наружной отбортовки конца заготовки. На стяжке 8 установлены поворотные упоры 17 отскока блока, связанные между собой пружиной 18. Плита 19, несущая пуансон 11 предварительной и пуансон 13 окончательной внутренней отбортовки конца заготовки, а также копиры 20 для раскрытия. поворотных упоров 17, установлены на ползуне пресса 21. Положение револьверного диска 4 осуществляется фиксатором 22. Устройство работает следующим обраПри рабочем ходе ползуна пресса 21 пуансоны 11 и 13 входят в отверстия отбортовочных оправок-съемников 10 и 12, а затем во внутреннюю полость заготовок и торцами утолщенной части перемещают блок по направляющим штангам 7, сжимая пружины 14, при этом осуществляется заталкивание заготовок в основные матрицы 2 и 3. В конце хода ползуна пресса 21 матричные втулки 15 револьверного диска 4 перемещаются до упора с основными матрицами 2 и 3, осущестляют одновременную наружную и внутреннюю отбортовку концов заготовки. Одновременно с этим происходит заталкивание следующей заготовки в матричную втулку 15 и выдача отбортованной детали на позиции 23 (деталь выталкивается заготовкой), копиры 20 совершают холостой ход, а поворотные упоры 17 за счет пружины 18 вводятся в зону перемеи1ения блока. При обратном ходе ползуна пресса 21 и пуансонов 11 и 13 за счет пружин 14 блок перемещается до поворотных упоров 17, матричные втулки 15 пружинами 16 возвращаются в исходное положение, образуя зазор с основными матрицами. Далее осуществляется съем деталей с пуансонов 11 и 13 оправками 10, вывод фиксатора 22 револьверного диска 4, раскрытие поворотных упоров 17 копирами 20, отскок блока для вывода предварительно отбортованного конца заготовки из оправки 10 и поворот револьверного диска 4 на шаг с помощью ползуна пресса 21. В конце холостого хода ползуна пресса 21 все узлы и элементы устройства возвращаются в исходное положеЦикл повторяется.
CM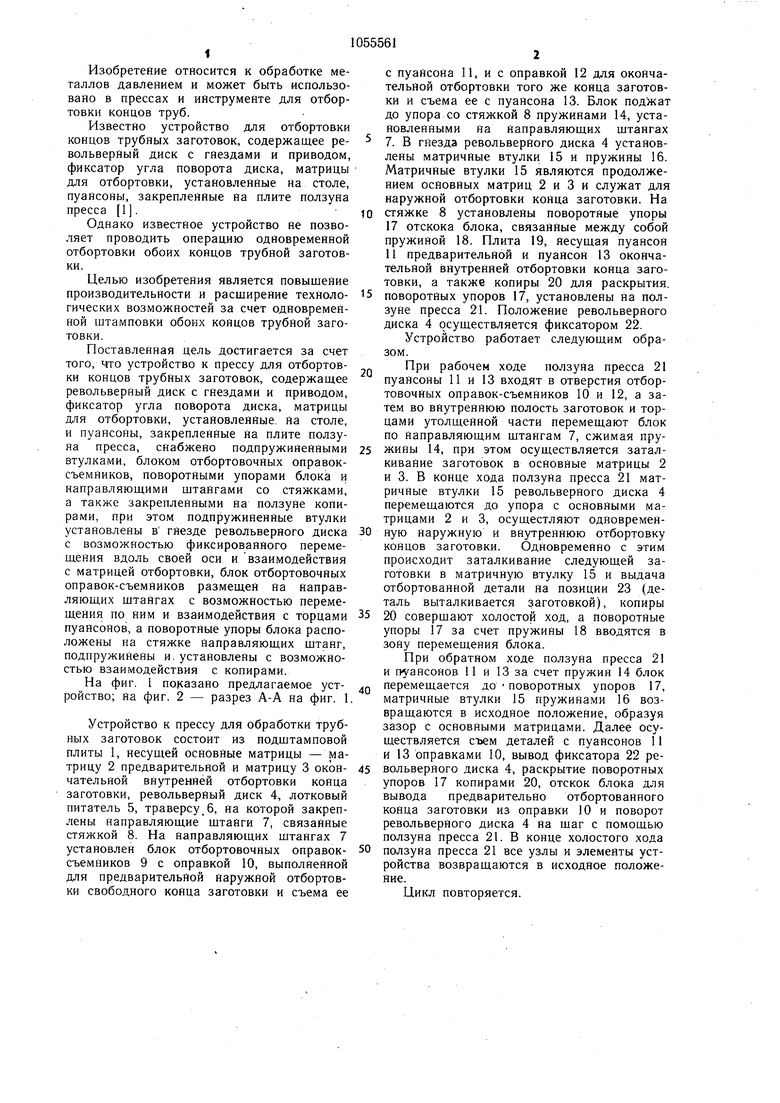
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамп | 1974 |
|
SU538781A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Автоматический штамп | 1977 |
|
SU716664A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1676725A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Устройство для штамповки деталей из штучных заготовок | 1985 |
|
SU1269898A1 |
УСТРОЙСТВО К ПРЕССУ ДЛЯ ОТБОРТОВКИ КОНЦОВ ТРУБНЫХ ЗАГОТОВОК, содержащее револьверный диск с гнездами и приводом, фиксатор угла поворота диска, матрицы для отбортовки, установленные на столе, и пуансоны, закрепленные на плите ползуна пресса, отличающееся тем, что, с целью повышения производительности и расширеения технологических возможностей путем одновременной отбортовки обоих концов трубной заготовки, оно снабжено подпружиненными втулками, блоком отбортовочных оправок-съемников, поворотными упорами блока и направляющими щтангами со стяжками, а также закрепленными на ползуне пресса копирами, при этом подпружиненные втулки установлены в гнезда револьверного диска с возможностью фиксированного перемещения вдоль своей оси и взаимодействия с матрицей отбортовки, блок отбортовочных оправок-съемников размещен на направляющих штангах с возможностью перемещения по ним и взаимодействия с торцами пуансонов, а поворотные упоры блока i расположены на стяжке направляющих щтанг, подпружинены и установлены с воз(Л можностью взаимодействия с копирами. гг ел 01 ел О5 Фиг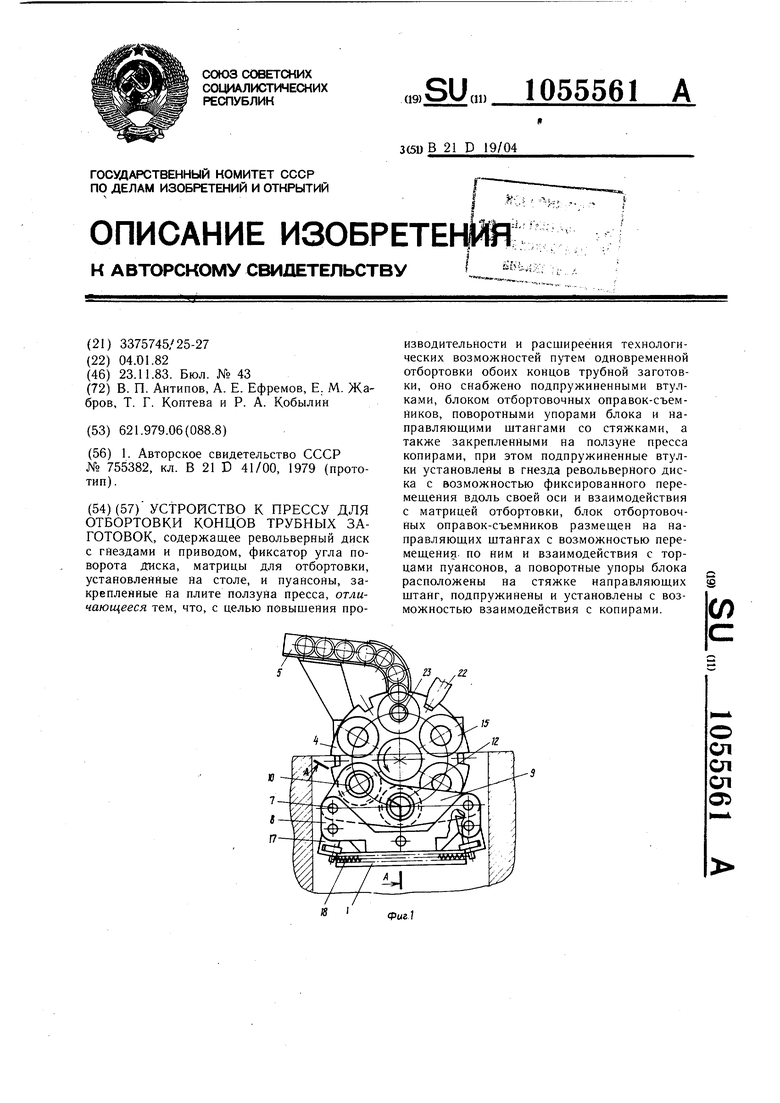
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 755382, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
