Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении.
Известен способ получения отверстий с фаской, имеющих поясок, где сначала производится пробивка отверстия, а затем производится формовка фаски (см. Технология холодной штамповки, справочные и руководящие материалы. М. , 1968, ВПТИ по электробытовым машинам и приборам, рис. 132 а, с. 228).
Однако получить отверстия с наклонными стенками, диаметр которых меньше толщины материала данным способом нельзя, особенно когда угол наклонных стенок 60о.
Это объясняется тем, что при односторонней формовке происходит незначительное смещение материала к центру отверстия.
Известен способ перфорирования листового материала, заключающийся в том, что для получения отверстий, диаметр которых меньше толщины обрабатываемого материала, пуансоны внедряют в материал вначале с одной стороны на глубину, равную толщине материала, а затем с противоположной стороны - в вершины образованных углублений на глубину, соответствующую требуемому диаметру отверстий.
Недостаток данного способа заключается в том, что изделие имеет наклонные стенки с двух сторон, кроме того, он не позволяет получить отверстия меньше толщины обрабатываемого материала, так как при внедрении пуансона с противоположной стороны происходит расширение диаметра отверстия, полученного в начальной стадии.
Цель изобретения - расширение технологических возможностей, получение отверстий с наклонными стенками, диаметр которых меньше толщины заготовки.
Указанная цель достигается тем, что в листовом материале производят одновременно внедрение с двух противоположных сторон инструментов с образованием с одной стороны фаски вокруг отверстия, а с другой стороны материала внедрение инструмента производится на участках, расположенных вокруг отверстия.
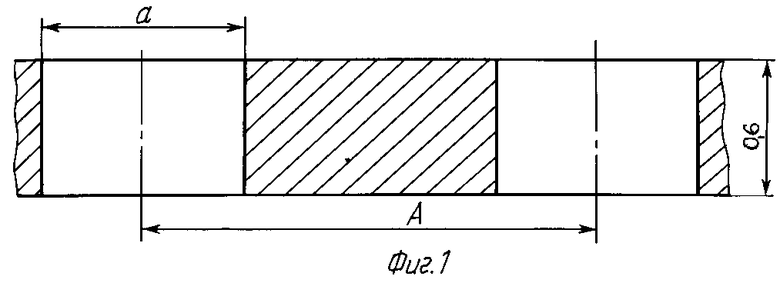
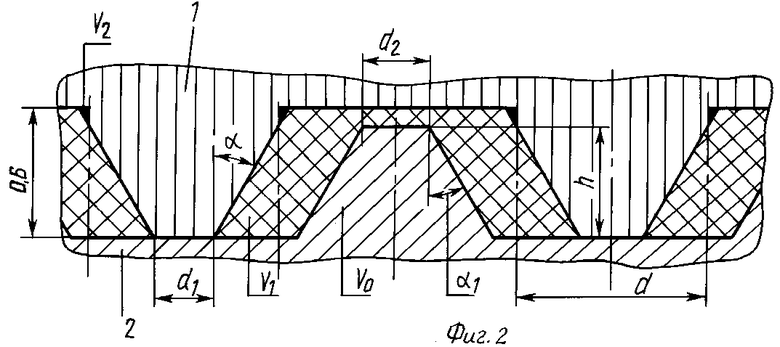
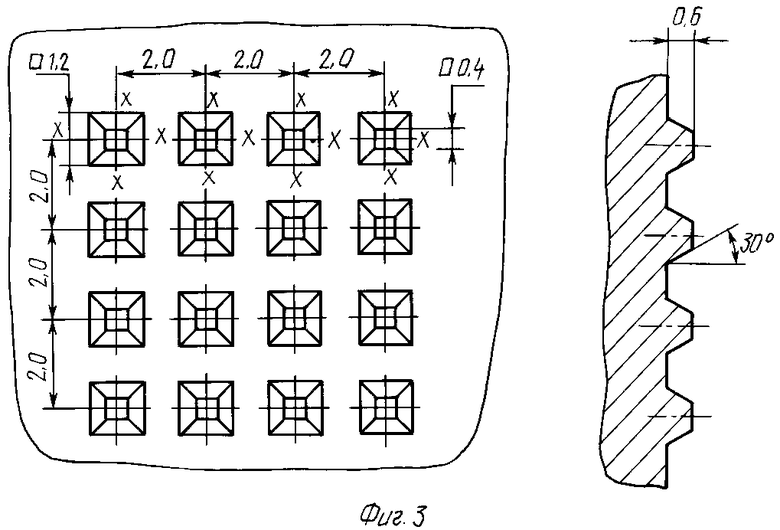
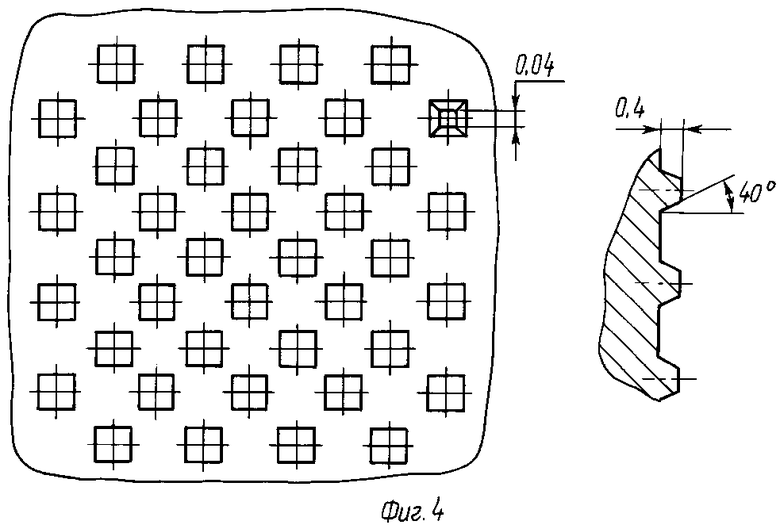
На фиг. 1 показано дно сетки с предварительно пробитыми отверстиями; на фиг. 2 - одновременная формовка обрабатываемого материала, верхним 1 и нижним 2 инструментами; на фиг. 3 - расположение выступов на верхнем инструменте 1; на фиг. 4 - расположение выступов на нижнем инструменте 2.
П р и м е р.
Необходимо изготовить сетку с пирамидальными отверстиями, имеющими размеры при вершине 0,4 мм, угол α наклона стенки сетки 30о и расстояние А между двумя любыми отверстиями 2 мм.
Материал сетки сталь Х108Н9Т толщиной S = 0,6 мм.
В листовом материале производят пробивку отверстий (см. фиг. 1). Минимально допустимый диаметр отверстия определяется из условия стойкости пуансона d = 1,5 S= = 1,5х0,6 = 0,9 мм.
Инструмент 1 (см. фиг. 2 и 3) имеет пирамидальные выступы, размеры которых соответствуют размерам искомого отверстия, т. е. размер при вершине 0,4х0,4 мм в угол наклона α= 30о.
Инструмент 2 (см. фиг. 2 и 3) имеет выступы, которые при смыкании инструментами 1 располагаются вокруг них. Места расположения выступов инструмента 2 при смыкании с инструментом 1 показаны Х (см. фиг. 3).
Вокруг одного выступа инструмента 1 располагаются четыре выступа инструмента 2.
Выбираем h = 0,4 мм из условия образования минимальной толщины перемычки в изделии. Принимаем размеры выступов инструмента 2 при в вершине 0,4х0,4 мм, а угол наклона выступа α1 = 40о.
Угол наклона α (см. фиг. 4) подбирают таким образом, чтобы обеспечить наилучшие условия перемещения материала в сторону выступов инструмента 1. Таким образом, благодаря обеспечению одновременного перемещения материала в сторону отверстия сверху и снизу заготовки происходит оформление отверстий с наклонными стенками.
Технико-экономическое преимущество изобретения по сравнению с прототипом заключается в возможности изготовления изделия, имеющего отверстия с наклонными стенками, диаметр которых меньше толщины материала. (56) Авторское свидетельство СССР N 308797, кл. В 21 D 28/26, 1969.
Авторское свидетельство СССР N 479537, кл. В 21 D 37/00, 28/14, 19/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| Способ получения координатной сетки на детали | 1988 |
|
SU1575093A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Способ получения отверстий и устройство для его осуществления | 1981 |
|
SU1005985A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Инструмент для пробивки граненых отверстий | 1984 |
|
SU1382540A1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
Использование: обработка металлов давлением. Сущность изобретения: в заготовку с пробитыми отверстиями одновременно с противоположных сторон внедряют инструменты. Пробивают цилиндрические отверстия. Инструменты имеют пиримидальную форму. Пиримидальные поверхности одного инструмента распологают соосно с пробитым отверстием. Другой инструмент с аналогичными поверхностями внедряют в материал на участках вокруг пробитого отверстия. 4 ил.
СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С НАКЛОННЫМИ СТЕНКАМИ, заключающийся в предварительной пробивке цилиндрических отверстий и последующем образовании наклонных поверхностей путем одновременного внедрения в материал с двух противоположных сторон инструментов с образованием с одной стороны фаски вокруг отверстия, отличающийся тем, что, с целью расширения технологических возможностей за счет получения отверстий диаметром, меньшим толщины заготовки, с другой стороны материала внедрение инструмента производят на участках, расположенных вокруг отверстия.
