Изобретение относится к порошковой металлургии, к устройствам для нанесения покрытий из металлических порошков на наружные поверхности деталей - тел вращения.
Известно устройство для формирования металлического покрытия на наружной поверхности изделия, включающее источник нагрева, корпус, узел вращения изделия и деформирующие элементы (1).
Известное устройство снабжено подпружиненными в осевом направлении вилками, рычагами-коромыслами, дополнительными осями и цилиндрическими пружинами растяжения.
Недостатком известного технического решения является отсутствие возможности формирования металлического покрытия на поверхностях деталей сложной формы.
Известно также устройство для формирования металлических покрытий на полусферическую поверхность, выбранное авторами в качестве прототипа (2).
Известное устройство содержит уплотняющий сферический элемент, закрепленный с возможностью вращения в подшипниках качения на оси, жестко прикрепленной к дугообразной вилке. Последняя также установлена с возможностью вращения на опорах и связана с гидравлической камерой для подачи избыточного давления на уплотняющий сферический элемент. Устройство содержит также поршень, редукционные клапаны, бак и насос, соединенный с золотниковым распределителем, связанным управляющим электромагнитом с тягой.
Электромагнит известного устройства соединен с блоком управления, который связан с двигателем вращения корпуса. Устройство содержит также индуктор, охватывающий деталь.
Недостатком известного устройства является его высокая сложность и невысокая производительность.
Целью настоящего технического решения является устранение указанных недостатков известных технических решений, в том числе базового объекта, выбранного в качестве прототипа.
Поставленная цель достигается тем, что в известном устройстве для формирования металлических покрытий, содержащем установленный в корпусе с возможностью качательного движения совместно с корпусом сферический деформирующий элемент и привод качательного движения, последний выполнен в виде П-образного ползуна с нарезанными на нем внутренней и наружной рейками, кинематически связанными с установленными с возможностью углового перемещения на осях зубчатыми шестернями, жестко скрепленными с корпусами для установки в них сферических деформирующих элементов, причем П-образный ползун установлен на направляющих типа "ласточкин хвост" и кинематически связан с реверсивным двигателем.
Выполнение привода качательного движения в виде П-образного ползуна с нарезанными на нем внутренней и наружной рейками, кинематически связанными с установленными с возможностью углового перемещения на осях зубчатыми шестернями, жестко скрещенными с корпусами для установки в них сферических деформирующих элементов значительно упрощает конструкцию известных технических решений, в том числе базового объекта, выбранного в качестве прототипа за счет уменьшения кинематических связей, обеспечивающих необходимое качательное движение корпуса и вращательное движение детали. Установка симметрично относительно детали корпусов с деформирующими элементами позволяет повысить вдвое производительность процесса формирования покрытия по сравнению с использованием известных технических решений.
Установка П-образного ползуна на направляющих типа "ласточкин хвост" и его кинематическая связь с реверсивным двигателем обеспечивает возможность снижения количества кинематических связей приводных и исполнительных механизмов, что значительно упрощает конструкцию в целом и способствует повышению надежности ее работы.
На фиг. 1 изображено предлагаемое устройство (вид сверху); на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке В на фиг. 2.
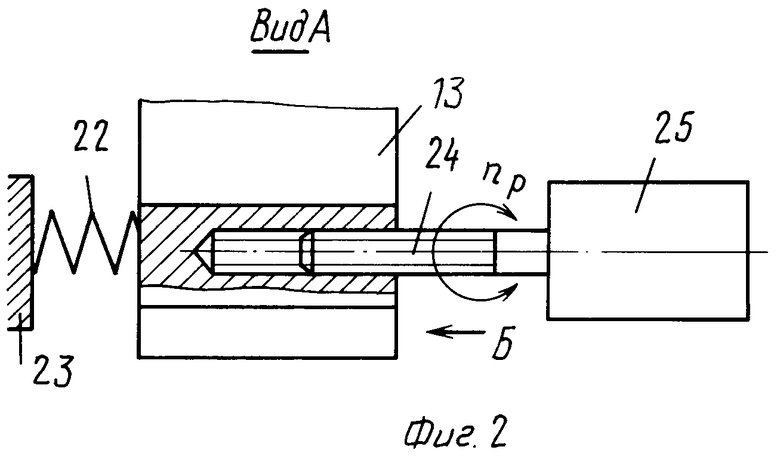
На фиг. 1 обозначена деталь 1 с предварительно нанесенными на нее покрытием 2, закрепленная в центрах 3, 4. Нагрев детали осуществляется индукторами 5, 6. Привод качательного движения корпусов 7, 8, в которых установлены пружины 9, 10, деформирующие элементы 11, 12, выполнен в виде П-образного ползуна 13 (фиг. 1, 2) с нарезанными на нем внутренней 14 и наружной 15 рейками. Рейки 14 и 15 кинематически связаны с установленными с возможностью углового перемещения на осях 16, 17 зубчатыми шестернями 18, 19, жестко скрепленными с корпусами 7, 8 для установки в них сферических деформирующих элементов 11, 12. Оси 16, 17 жестко прикреплены к неподвижному корпусу (не показан) посредством кронштейнов 20, 21.
П-образный ползун 13 подпружинен пружиной сжатия 22, упирающейся в корпус 23, и кинематически связан посредством винта 24 с реверсивным двигателем 25 (фиг. 2). Ползун 13 установлен на направляющих типа "ласточкин хвост" 26 (фиг. 3).
Устройство для формирования металлических покрытий работает следующим образом.
Деталь 1 с предварительно нанесенным на нее покрытием 2 устанавливают в центрах 3, 4. Включают источники нагрева 5, 6 и реверсивный двигатель 25, который передает вращение на винт 24. Последний, вворачиваясь и выворачиваясь из П-образного ползуна 13, перемещает его на величину хода (5-10 мм) по направляющим "ласточкин хвост" 26. Зубья реек 14, 15, выполненные на П-образном ползуне 13, взаимодействуют с зубьями колес 18, 19, поворачивают их на осях 16, 17 совместно с корпусами 7, 8 и деформирующими элементами (шариками 11, 12), обкатывающими деталь 1 по образующим. Совместное вращение детали 1 и угловой поворот корпусов 7, 8 обеспечивает равномерную обкатку деформирующими шариками 11, 12 всей поверхности детали с высокой производительность и высоким качеством получаемой поверхности. Следует отметить, что перемещение деформирующих элементов 11, 12 и корпусов 7, 8 находятся в противофазе, что способствует равномерному распределению усилий, действующих со стороны деформирующих элементов на деталь, а также высоко равномерному обкату упрочняемой поверхности с образованием высококачественного покрытия. Реверсивный двигатель 25 обеспечивает возможность перемещения детали 13 возвратно-поступательное.
После окончания процесса формирования металлического покрытия источник нагрева выключают и прерывают вращение приводного двигателя. Деталь 1 после остуживания снимают со станка. Использование предлагаемого технического решения обеспечивает возможность повышения производительности процесса формирования покрытия не менее, чем в 2 раза по сравнению с использованием известных устройств. Прочность сцепления металлического покрытия с основным материалом детали, получаемого с применением предлагаемого устройства, 11. . . 13 кг/мм2 пористость не выше 5. . . 6% . Точность геометрии наносимого покрытия 7Н, класс шероховатости 6. (56) Авторское свидетельство СССР N 1398990, кл. В 22 F 7/04, 1988.
Авторское свидетельство СССР N 1321524, кл. В 22 F 7/04, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007280C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРИВОДОМ ПОСТУПАТЕЛЬНЫХ ПЕРЕМЕЩЕНИЙ | 1991 |
|
RU2106950C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| ДВУХСКОРОСТНОЙ МЕХАНИЗМ ПРИВОДА ЗАДНЕГО ВАЛА ОТБОРА МОЩНОСТИ УНИВЕРСАЛЬНО-ПРОПАШНОГО ТРАКТОРА | 1991 |
|
RU2025306C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ ПОДВИЖНЫХ СОЕДИНЕНИЙ МЕХАНИЗМОВ МАШИН | 1992 |
|
RU2107902C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА НА СЛОЖНЫЕ ПОВЕРХНОСТИ | 1990 |
|
RU2007279C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1990 |
|
RU2010681C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОГИДРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 1991 |
|
RU2011910C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2028914C1 |
| ТЯГОВОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 1991 |
|
RU2011559C1 |

Сущность: после установки детали 1 с нанесенным на нее покрытием 2 в центрах 3,4 включает источники нагрева и реверсивный двигатель для перемещения ползуна 13. Зубья реек 14, 15 ползуна взаимодействуют с зубьями колес 18, 19, поворачивают их на осях 16, 17 совместно с корпусами 7, 8. Деформирующие элементы 11, 12 (подпружиненные шарики) обкатывают вращающуюся деталь 1. 3 ил.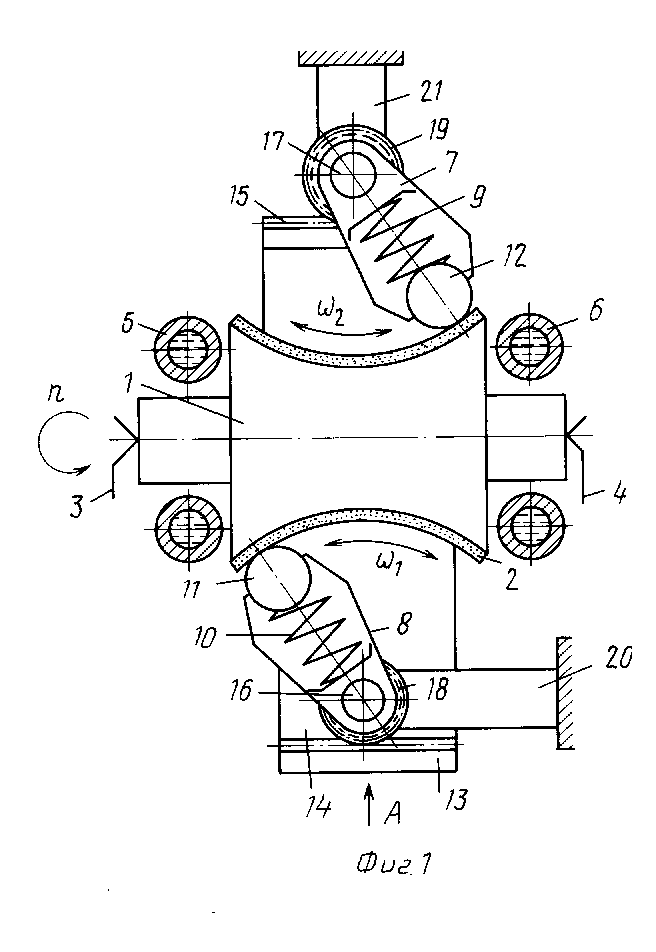
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ, содержащее сферический деформирующий элемент, размещенный в корпусе, установленном на оси с возможностью качательного движения, и привод качательного движения, отличающееся тем, что оно снабжено дополнительными деформирующим элементом и корпусом, установленными противоположно основным, оба корпуса выполнены с жестко скрепленными с ними установленными на осях зубчатыми шестернями, а привод качательного движения выполнен в виде кинематически связанного с реверсивным двигателем П-образного ползуна с нарезанными на нем внутренней и наружной рейками, кинематически соединенными с зубчатыми шестернями, причем П-образный ползун установлен на направляющих типа "ласточкин хвост".
