Изобретение относится к производству электросварных прямошовных труб, преимущественно в отрезках.
Известен способ производства электросварных прямошовных труб на станах с прямолинейной осью формуемой трубной заготовки, включающий формовку трубной заготовки из полосы, оплавление кромок с образованием сварочной ванны, образование продольного шва при остывании сварочной ванны. При этом, за счет внутренних напряжений от усадки труба пластически изгибается в сторонусварного шва.
Недостатком способа является наведение внутренних напряжений при правке трубы, что ухудшает качество сварной трубы, а также скручивание сварной трубы вследствие неравномерности механических свойств и несимметричности сварочной ванны, Величина скручивания увеличивается со скоростью сварки и при определенной величине его может значительно отклонить стык кромок от точки сварки (оси электрода) и нарушить процесс сварки
Наиболее близким по технической сущности к предлагаемому техническому решению является способ производства сварных прямошовных труб, включающий формовку
трубной заготовки из полосы, принудительный изгиб ее в продольном направлении выпуклостью в сторону кромок и сварку в формовочных валках с вертикальной осью, причем величина изгиба ограничивается величиной 90...110°. Целевое назначение способа упругое натяжение кромок с целью предотвращения образования гофров (волнистости кромок).
Недостатком способа является то, что в случае реализации пластического изгиба профиля, сформованного на заданном участке на величину от 180 до 300,.,330° (т. е. профиля с ограниченной жесткостью), потребуется значительно уменьшить радиус изгиба, что потребует создание специального трубосварочного стана, для тонкостенных труб () может оказаться и не выполнимым.
Этот способ выбран в качестве прототипа.
Цель изобретения - стабилизация процесса сварки за счет уменьшения скручивания трубной заготовки и повышение качества сварных труб за счет уменьшения их кривизны и снижения уровня внутренних напряжений.
(Л
С
ч ел Ј. к ел Ю
Поставленная цель достигается способом производства сварных прямошовных труб, включающего формовку трубной заготовки из полосы, принудительный изгиб ее в продольном направлении в сторону кромок и сварку, в котором (согласно изобретению) после сварки измеряют остаточную величину продольного изгиба сваренной трубы, а изгиб сформованной трубной заготовки осуществляют в области пластических деформаций на величину, равную остаточному изгибу сварной трубы,
В источниках научно-технической и патентной информации не обнаружено технических решений, содержащих признаки, аналогичные отличительным от прототипа признакам предлагаемого технического решения, следовательно, предлагаемое техническое решение соответствует критерию изобретения существенные отличия.
Способ производства сварных прямо- шовных труб осуществляется следующим образом.
Сформованную трубную заготовку подают в сварочный стан и после выхода ее из сварочного стана определяют отклонение свободного конца сварной трубы от горизонтали (контрольной плоскости) линейкой, установленной на определенном (зависящей от типоразмера трубной заготовки) расстоянии от сварочного стана, определяя таким образом значение кривизны сварной трубы, а затем сформованную заготовку изгибают на величину, равную кривизне трубы на выходе из сварочного стана путем изменения положения валков в последней клети формовочного стана.
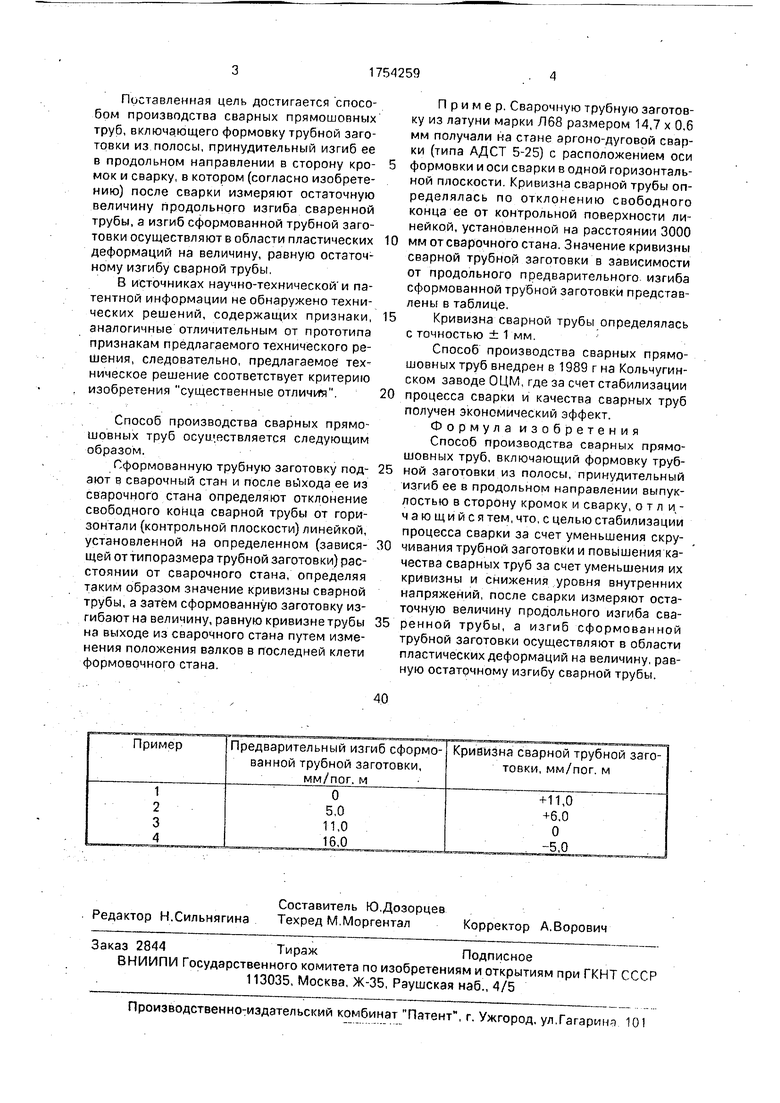
Пример. Сварочную трубную заготовку из латуни марки Л68 размером 14,7 х 0,6 мм получали на стане аргоно-дуговой сварки (типа АДСТ 5-25) с расположением оси
формовки и оси сварки в одной горизонтальной плоскости. Кривизна сварной трубы определялась по отклонению свободного конца ее от контрольной поверхности линейкой, установленной на расстоянии 3000
мм отсварочного стана. Значение кривизны сварной трубной заготовки в зависимости от продольного предварительного изгиба сформованной трубной заготовки представлены в таблице.
Кривизна сварной трубы определялась с точностью ± 1 мм.
Способ производства сварных прямо- шовных труб внедрен в 1989 г на Кольчугин- ском заводе ОЦМ, где за счет стабилизации
процесса сварки и качества сварных труб получен экономический эффект. Формула изобретения Способ производства сварных прямо- шовных труб, включающий формовку трубной заготовки из полосы, принудительный изгиб ее в продольном направлении выпуклостью в сторону кромок и сварку, о т л и - чающийся тем, что, с целью стабилизации процесса сварки за счет уменьшения скручивания трубной заготовки и повышения качества сварных труб за счет уменьшения их кривизны и снижения уровня внутренних напряжений, после сварки измеряют остаточную величину продольного изгиба сваренной трубы, а изгиб сформованной трубной заготовки осуществляют в области пластических деформаций на величину, равную остаточному изгибу сварной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
| Способ непрерывного изготовления прямошовных сварных труб | 1982 |
|
SU1063501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1994 |
|
RU2056961C1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Способ изготовления сварных труб | 1981 |
|
SU1030063A1 |
Использование: изготовление труб. Сущность изобретения: формуют обечайку из полосы, принудительно ее изгибают в продольном направлении выпуклостью в сторону кромок в области пластических деформаций на величину, равную продольному изгибу трубы после сварки, 1 табл.
| СПОСОБ НЕПРЕРЫВНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИПОД СВАРКУ | 0 |
|
SU208654A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
