СЛ1
с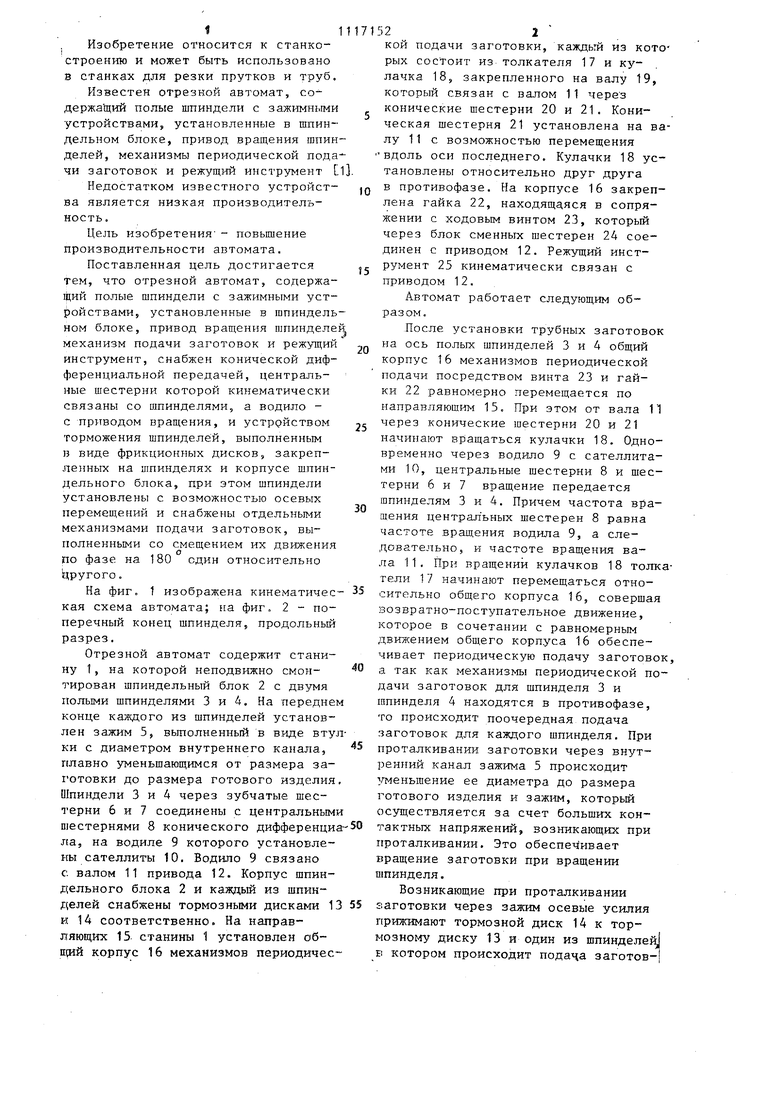
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Автомат для резки неметаллических материалов | 1973 |
|
SU555021A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1304988A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| ПАТЕКТНО-ТЕХК-Г'Е'КАЯСЧВЛНО~Г!(А! | 1970 |
|
SU271240A1 |
| Роторный полуавтомат | 1990 |
|
SU1776220A3 |
| УНИВЕРСАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙ ПАТРОННЫЙ АВТОМАТ ДЛЯ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ | 1971 |
|
SU304061A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
ОТРЕЗНОЙ АВТОМАТ, содержащий установленные в шпиндельном блоке полые шпиндели с зажимными устройствами, привод вращения шпинделей. механизм подачи заготовок и режущий инструмент, отличающийс я тем, что, с целью повышения производительности, он снабжен конической дифференциальной передачей, центральные шестерни которой кинематически связаны со шпинделями, а водило - с приводом вращения, и устройством торможения шпинделей, выполненным в виде фрикционных дисков, закрепленных на шпинделях и корпусе шпиндельного блока, при этом шпиндели смонтированы с возможностью осевых перемещений и снабжены отдельными механизмами подачи загото§ вок, выполненными со смещением их движения по фазе на 180 один относл сительно другого.
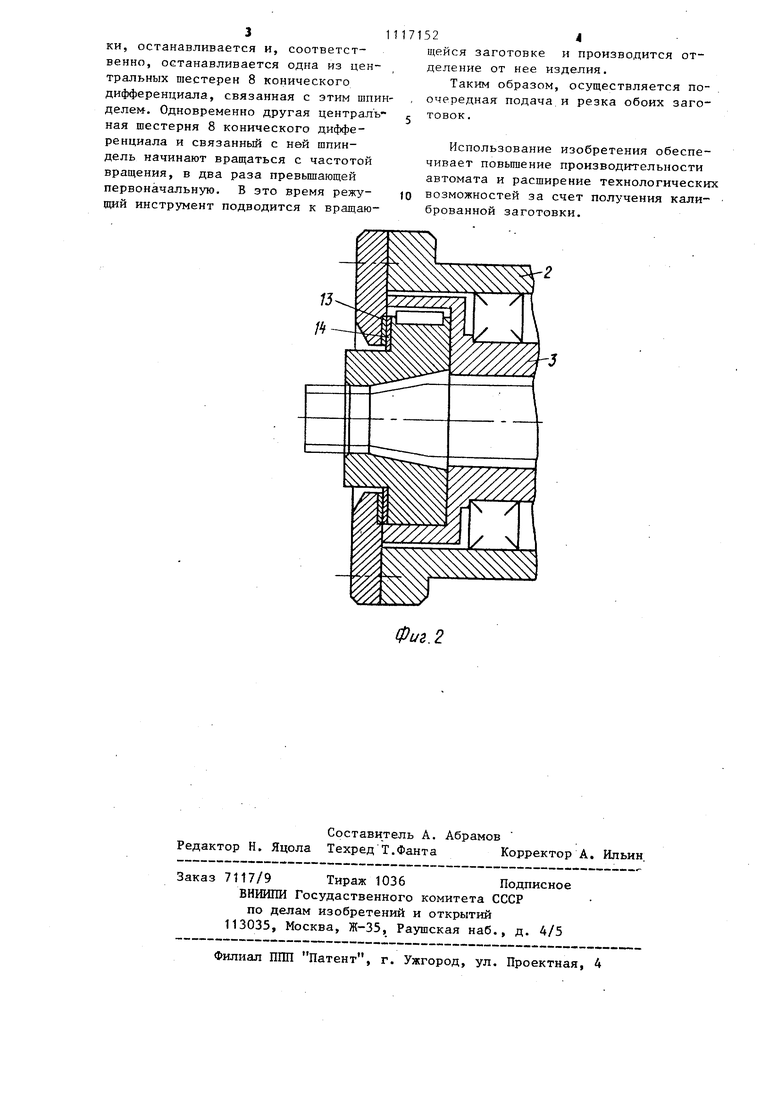
Ф1/3 1 Изобретение относится к станкостроению и может быть использовано в станках для резки прутков и труб. Известен отрезной автомат, со- держащий полые шпиндели с зажимными устройствами, установленные в шпиндельном блоке, привод вращения шпин делей, механизмы периодической пода чи заготовок и режущий инструмент Недостатком известного устройства является низкая производительность. Цель изобретения - повышение производительности автомата. Поставленная цель достигается тем, что отрезной автомат, содержащий полые шпиндели с зажимными устройствами, установленные в шпиндель ном блоке, привод вращения шпинделе механизм подачи заготовок и режущий инструмент, снабжен конической дифференциальной передачей, центральные шестерни которой кинематически связаны со шпинделями, а водило с приводом вращения, и устррйством торможения шпинделей, выполненным в виде фрикционных дисков, закрепленных на шпинделях и корпусе шпиндельного блока, при этом шпиндели установлены с возможностью осевых перемещений и снабжены отдельными механизмами подачи заготовок, выполненными со смещением их движения по фазе на 180 один относительно kipyroro. На фиг, 1 изображена кинематичес кая схема автомата; на фиг. 2 - поперечный конец шпинделя, продольный разрез. Отрезной автомат содержит станину 1, на которой неподвижно смонтирован шпиндельный блок 2 с двумя полыми шпинделями 3 и 4. На передне конце каждого из шпинделей установлен зажим 5, вьшолненный в виде вту ки с диаметром внутреннего канала, плавно уменьшающимся от размера заготовки до размера готового изделия Шпиндели 3 и 4 через зубчатые шестерни 6 и 7 соединены с центральным п естернями 8 конического дифференци ла, на водиле 9 которого установлены сателлиты 10. Водило 9 связано с. валом 11 привода 12. Корпус шпиндельного блока 2 и каждый из шпинделей снабжены тормозными дисками 1 и 14 соответственно. На направляющих 15 станины 1 установлен обпрнй корпус 16 механизмов периодичес 22 . кой подачи заготовки, каждый из которых состоит из толкателя 17 и кулачка 18, закрепленного на валу 19, который связан с валом 11 через конические шестерни 20 и 21. Коническая шестерня 21 установлена на валу 11 с возможностью перемещения ВДОЛЬ оси последнего. Кулачки 18 установлены относительно друг друга в противофазе. На корпусе 16 закреплена гайка 22, находящаяся в сопряжении с ходовым винтом 23, который через блок сменных щестерен 24 соединен с приводом 12. Режущий инструмент 25 кинематически связан с приводом 12, Автомат работает следующим образом. После установки трубных заготовок на ось полых шпинделей 3 и 4 общий корпус 16 механизмов периодической подачи посредством винта 23 и гайки 22 равномерно перемещается по направляющим 15, При этом от вала 11 через конические шестерни 20 и 21 начинают вращаться кулачки 18. Одновременно через водило 9 с сателлитами 10, центральные шестерни 8 и шестерни 6 и 7 вращение передается шпинделям 3 и 4, Причем частота вращения центральных шестерен 8 равна частоте вращения водила 9, а следовательно, и частоте вращения вала 11, При вращении кулачков 18 толкатели 17 начинают перемещаться относительно корпуса 16, совершая возвратно-поступательное движение, которое в сочетании с равномерным двшгсением общего корпуса 16 обеспечивает периодическую подачу заготовок, а так как механизмы периодической подачи заготовок для шпинделя 3 и шпинделя 4 находятся в противофазе, то происходит поочередная подача заготовок для каждого шпинделя. При проталкивании заготовки через внутренний канал зажима 5 происходит теньшение ее диаметра до размера готового изделия и зажим, который осуществляется за счет больших контактных напряжений, возникающих при проталкивании. Это обеспечивает вращение заготовки при вращении шпинделя. Возникающие при проталкивании заготовки через зажим осевые усилия прижимают тормозной диск 14 к тормозному диску 13 и один из шпинделей Б котором происходит подача заготов311
ки, останавливается и, соответственно, останавливается одна из центральных шестерен 8 конического дифференциала, связанная с этим шпинделем. Одновременно другая центральная шестерня 8 конического дифференциала и связанный с ней шпиндель начинают вращаться с частотой вращения, в два раза превьшгающей первоначальную. В это время режущий инструмент подводится к вращаю524
щейся заготовке и производится отделение от нее изделия.
Таким образом, осуществляется поочередная подача и резка обоих заготонок.
Использование изобретения обеспечивает повьш ение производительности автомата и расширение технологических возможностей за счет ползчения калиброванной заготовки.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Богуславский Б.Л | |||
| Токарные автоматы | |||
| М., МаиШностроение, 1958, с | |||
| Способ модулирования для радиотелефонии | 1923 |
|
SU409A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
