Изобретение относится к обработке металлов давлением, в частности к конструкции рабочих клетей трубоформовочных станов при производстве прямошовных труб из рулонной заготовки.
Известна формовочная клеть трубопрофильного стана, содержащая станину, установленные в окнах станины подушки с размещенными в них валками, механизмы радиальной регулировки валков и механизмы осевой регулировки валков. Каждый из механизмов осевой регулировки выполнен в виде винта и регулировочной гайки, установленной в отверстии направляющей, закрепленной на станине.
Механизм радиальной регулировки установлен на крышке станины и выполнен в виде нажимных винтов и установленного соосно с ними пружинного механизма уравновешивания, состоящего из стаканов с размещенными внутри каждого из них втулкой и пружиной, подпятников и пружинных планок, прикрепленных к подушкам [1] Описанная рабочая клеть выбрана в качестве прототипа.
Недостатками конструкции этой клети является необходимость разборки механизма осевой регулировки при перевалках, т.к. винты механизмов осевой регулировки жестко связаны с подушками, что приводит к необходимости осуществления при каждой перевалке всего объема регулировочных работ по регулировке осевого положения валков, а также невозможность осуществления дополнительной подстройки осевого положения валков во время работы стана.
Другим недостатком описанной формовочной клети является то, что размещение узла радиальной регулировки валков на крышке станины клети, ограничивает ее технологические возможности производства прямошовных труб, так как в ней возможна формовка полосы в трубную заготовку только с верхним расположением продольного стыка относительно оси формовки, что обеспечивает, тем самым, последующую стандартную сварку в линии трубосварочного стана, при которой сварное соединение находится снизу от дуги сварки.
При сварке труб из медных сплавов, обладающих высокой жидкотекучестью, целесообразно использовать возможности "потолочной сварки", при которой сварное соединение находится сверху от дуги сварки. При такой сварке вес расплавленного металла уравновешивает давление сварочной дуги и не происходит провисание расплавленного металла, что обеспечивает получение качественного сварного соединения.
Технический результат, на достижение которого направлено изобретение заключается в создании возможности за счет выполнения клети поворотной на 180о в вертикальной плоскости осуществлять в ней формовку полосы в трубную заготовку, как с верхним расположением продольного стыка относительно оси формовки, так и с нижним расположением продольного стыка, и, тем самым, расширить технологические возможности формовочной клети.
Указанный технический результат достигается конструкцией рабочей клети трубоформовочного стана, содержащей станину в виде корпуса с крышкой, горизонтальные валки, размещенные в установленных в окнах корпуса станины подушках, механизмы осевой регулировки валков и узел радиальной регулировки одного из валков, которая выполнена поворотной на 180о в вертикальной плоскости, валки установлены в корпусе станины таким образом, что нижняя поверхность корпуса и верхняя поверхность крышки станины, выполненные идентичными по форме, расположены на равном расстоянии от плоскости, проходящей между горизонтальными валками, в которой лежит ось поворота клети на 180о, узел радиальной регулировки одного из валков выполнен в виде сдвоенного плунжерно-клинового устройства и размещенного на боковой поверхности корпуса со стороны обслуживания клети механизма осевого перемещения его плунжера, при этом корпус станины снабжен двумя С-образными скобами, установленными в его окнах и закрепленными на крышке станины, посредством которых подушки второго валка зафиксированы от перемещения в радиальном направлении.
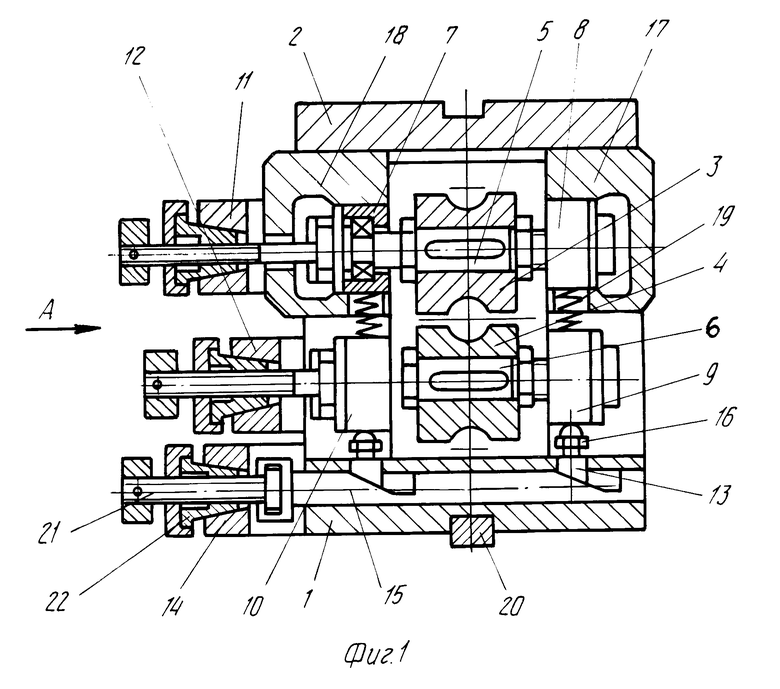
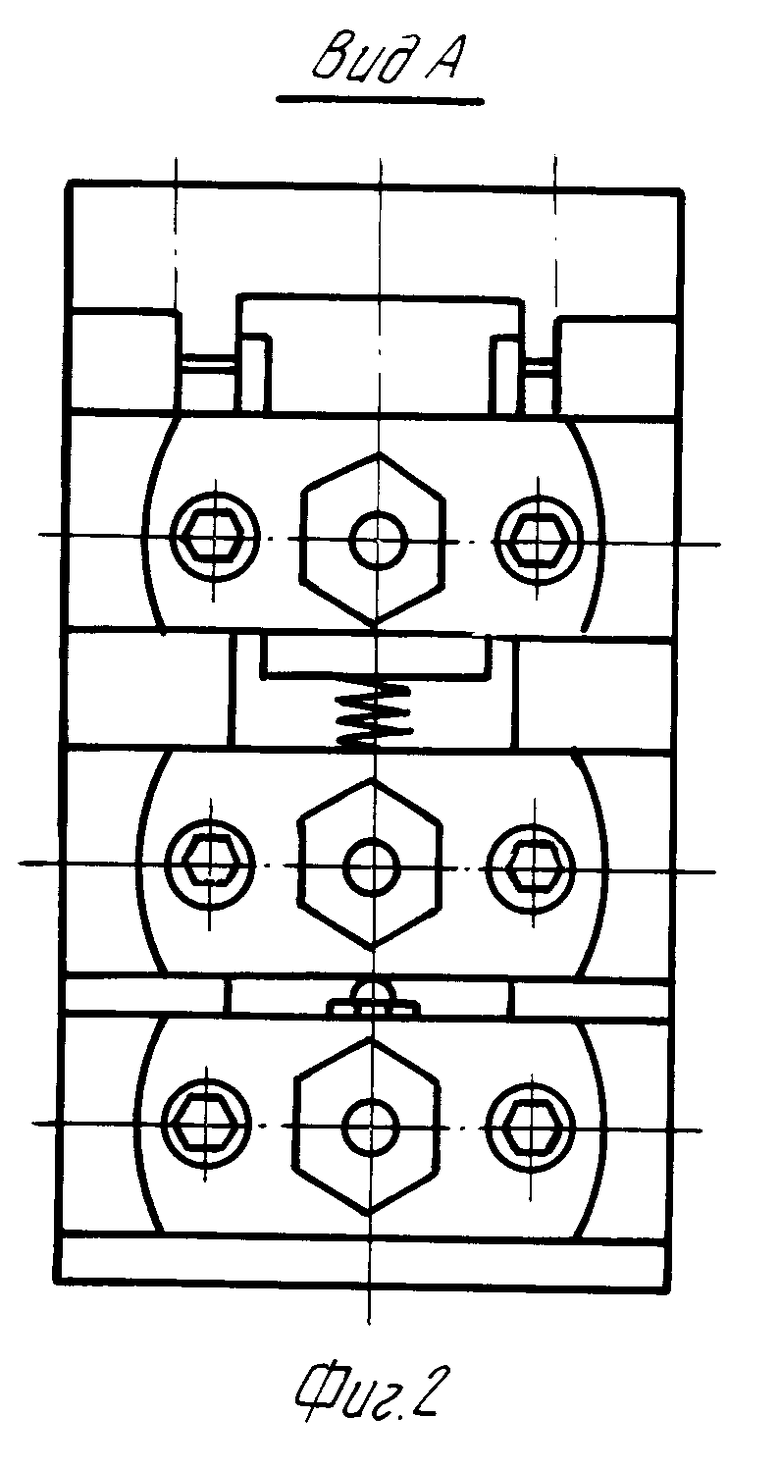
На фиг. 1 представлен продольный разрез рабочей клети трубоформовочного стана; на фиг.2 вид по стрелке А на фиг.1.
Рабочая клеть трубоформовочного стана содержит станину в виде корпуса 1 с крышкой 2, в которой размещены горизонтальные валки 3 и 4, закрепленные на валках 5 и 6, размещенных в установленных в окнах корпуса 1 подушках 7, 8 и 9, 10 соответственно, механизмы осевой регулировки 11 и 12 валков 3 и 4 и узел радиальной регулировки валка 4, выполненный в виде сдвоенного плунжерно-клинового устройства 13 и размещенного на боковой поверхности корпуса 1 со стороны обслуживания клети механизма осевого перемещения 14 его плунжера 15. Плунжерно-клиновое устройство 13 через дюбели 16 связано с подушками 9 и 10. Подушки 7 и 8 валка 3 зафиксированы от перемещения в радиальном направлении с помощью двух С-образных скоб 17 и 18, установленных в окнах корпуса 1 и закрепленных на крышке 2. Рабочая клеть выполнена поворотной на 180о в вертикальной плоскости. Горизонтальные валки 3 и 4 установлены в корпусе 1 таким образом, что нижняя поверхность корпуса 1 и верхняя поверхность крышки 2, выполненные идентичными по форме, расположены на равном расстоянии от плоскости, проходящей между горизонтальными валками 3 и 4, в которой лежит ось 19 поворота клети на 180о, совпадающая с осью формовки. Корпус 1 и крышка 2 могут быть выполнены с одинаковыми пазами под шпонку 20. Механизмы осевой регулировки 11 и 12 валков 3 и 4 и механизм осевой регулировки 14 плунжера 15 плунжерно-клинового устройства 13 аналогичны по конструктивному исполнению. Каждый из механизмов осевой регулировки 11, 12 и 14 выполнен в виде винта 21 и регулировочной гайки 22, установленной в направляющей, закрепленной на боковой поверхности корпуса 1 со стороны обслуживания рабочей клети трубоформовочного стана, при этом регулировочная гайка 22 смонтирована с возможностью настроечного осевого перемещения относительно направляющей.
Устройство работает следующим образом.
Настройка горизонтальных валков 3 и 4 клети осуществляется следующим образом. Валки 3 и 4 устанавливают в корпусе 1 таким образом, что нижняя поверхность корпуса 1 и верхняя поверхность крышки 2 расположены на равном расстоянии от плоскости, в которой лежит ось 19 поворота клети на 180о, проходящей между горизонтальными валками 3 и 4. Валок 3, закрепленный на валу 4, устанавливают в подушках 7 и 8, которые размещают в С-образных скобках 17 и 18, фиксирующих подушки 7 и 8 от перемещения в радиальном направлении. Осевое положение валка 3 относительно оси поворота 19 клети и валка 4 регулируют с помощью устройства осевой регулировки 11. Валок 4, закрепленный на валу 6, установленном в подушках 9 и 10, опускается свободно в окна корпуса 1. Осевое перемещение валка 4 осуществляется с помощью устройства осевой регулировки 12, а радиальное с помощью сдвоенного плунжерно-клинового устройства 13 и механизма осевого перемещения его плунжера 15. Равномерность зазора между валками 3 и 4 обеспечивается винтовыми дюбелями 16. Такое взаимное размещение элементов клети выполняют для формовки полосы в трубную заготовку с нижним расположением продольного стыка относительно оси формовки. Для осуществления формовки трубной заготовки с верхним расположением продольного стыка относительно оси формовки, необходимо переставить шпонку 20 из паза в корпусе 1 станины в идентичный паз на крышке 2 станины и повернуть клеть на 180о в вертикальной плоскости относительно оси поворота.
Такое конструктивное выполнение клети позволяет использовать формовочную клеть в линии трубосварочного стана как при сварке трубы с верхним расположением продольного стыка относительно оси формовки, так и при сварке с нижним расположением стыка. При этом конструкция формовочной клети позволяет осуществить переход от одного к другому расположению продольного стыка при последующей сварке без перевалки и настройки валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная формовочная клеть трубоформовочного стана | 1989 |
|
SU1697921A1 |
| Способ производства сварных прямошовных труб | 1990 |
|
SU1754259A1 |
| Способ изготовления сварных тонкостенных труб | 1979 |
|
SU990364A1 |
| Кассета рабочей клети маятникового стана | 1978 |
|
SU869875A1 |
| Стан холодной периодической прокатки | 1991 |
|
SU1803212A1 |
| Вытягивающее устройство машины непрерывного литья | 1990 |
|
SU1752498A1 |
| Листопрокатный стан шаговой прокатки | 1976 |
|
SU600768A1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
| Устройство для перевалки стана шаговой прокатки | 1982 |
|
SU1047024A1 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
Изобретение относится к обработке металлов давлением, в частности к конструкции рабочих клетей трубоформовочных станов, и может быть использовано при производстве прямошовных труб из рулонной заготовки. Изобретение позволяет расширить технологические возможности формовочной клети, а именно, осуществить формовку полосы в трубную заготовку с нижним расположением продольного стыка относительно оси формовки. Рабочая клеть трубоформовочного стана содержит станину в виде корпуса с крышкой, валки, размещенные в установленных в окнах корпуса станины подушках, механизм осевой регулировки валков и узел радиальной регулировки одного из валков. При этом валки установлены в корпусе станины с размещением оси формовки на одинаковом расстоянии от нижней поверхности корпуса и верхней поверхности крышки станины, выполненных идентичными по форме. Узел радиальной регулировки одного из валков выполнен в виде сдвоенного плунжерно-клинового устройства и размещенного на боковой поверхности корпуса со стороны обслуживания клети механизма осевого перемещения его плунжера, а подушки второго валка зафиксированы от перемещений в радиальном направлении с помощью двух С-образных скоб, устанорвленных в окнах корпуса станины и закрепленных на ее крышке. 2 ил.
РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА, содержащая станину в виде корпуса с крышкой, горизонтальные валки, размещенные в установленных в окнах корпуса станины подушках, механизмы осевой регулировки валков и узел радиальной регулировки одного из валков, отличающаяся тем, что клеть выполнена поворотной на 180o в вертикальной плоскости, валки установлены в корпусе станины так, что нижняя поверхность корпуса и верхняя поверхность крышки станины, выполненные идентичными по форме, расположены на равном расстоянии от плоскости, проходящей между горизонтальными валками, в которой лежит ось поворота клети на 180o, узел радиальной регулировки одного из валков выполнен в виде сдвоенного плунжерно-клинового устройства и размещенного на боковой поверхности корпуса со стороны обслуживания клети механизма осевого перемещения его плунжера, при этом корпус станины снабжен двумя С-образными скобами, установленными в его окнах и закрепленными на крышке станины, посредством которых подушки второго валка зафиксированы от перемещения в радиальном направлении.
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
