Изобретение относится к слоистым листовым материалам и может применятся для изготовления деталей машин, конструкций и сооружений в различных отраслях промышленности.
Широко известны листовые конструкционные материалы, содержащие несколько слоев разнородных материалов, сочетающие в себе их положительные свойства и обладающие новыми свойствами. Слои соединяют склеиванием или свариванием исключительно или в сочетании с механическими способами с использованием различных устройств. Недостатком известных конструкций является их недостаточная прочность, обусловленная, в частности, низкой прочностью соединения слоев.
Известен листовой конструкционный материал (слоистая полоса, выбранная в качестве прототипа), содержащий каркасный металлический лист и слои пластика, нанесенные на него сверху. С целью упрочнения соединения каркасный лист сверху содержит расположенные с интервалом в продольном направлении ряды полых коротких прерывистых выступов клиновидного профиля с отверстиями в их донных и торцовых поверхностях. Клинья входят в слои пластика, а пластик - в отверстия клиньев.
Известный способ изготовления слоистой полосы, выбранный в качестве прототипа, заключается в совместной прокатке через парные валки предварительно перфорированного металлического каркасного листа и предварительно расплавленного нанесенного на него слоя пластика с последующим охлаждением изделия и сматыванием его в рулон. Каркасный лист перфорируют в парных валках того же прокатного устройства, для чего предварительно формуют на одном из валков клиновидные выступы по заданному профилю верхней стороны каркасного листа. При прокатке листа-заготовки выступы верхнего валка входят в кольцевые пазы нижнего валка и высекают по боковым сторонам полоску листа, которую выступ затем вытягивает по своей форме, образуя донные отверстия прямоугольной формы и боковые треугольные отверстия. При этом высота формующих выступов валка всегда существенно превышает толщину листа-заготовки.
Недостатком известной конструкции и способа ее изготовления является недостаточная прочность, обусловленная недостаточной прочностью соединения слоев при высоком расходе материалов на единицу площади. Это объясняется тем, что при формовании выступов материал листа подвергается разрыву и утончению выступами одного из парных валков, что должно компенсироваться увеличением толщины используемого листа. Из-за опасности разрыва листа в промежутках между отверстиями невозможно размещать выступы с необходимой плотностью и обеспечить необходимые площадь контакта и прочность сцепления металла и пластика.
Кроме того, известная конструкция выступов препятствует проникновению, хотя и расплавленного, но достаточно вязкого пластика в отверстия, так как сверху прямоугольные донные отверстия закрыты гранями клиньев, а треугольные отверстия торцов клиньев открыты в сторону от основного направления растекания пластика при прокатке. Выступы возвышаются над поверхностью листа не менее чем на двойную его толщину, и поскольку они должны быть скрыты под слоем пластика, толщина и расход его оказываются высокими.
Целью изобретения является повышение прочности конструкции путем повышения прочности соединения ее слоев при снижении удельного расхода материалов.
Поставленная цель достигается тем, что в конструкции листового слоистого материала, в каркасном слое которого выполнены расположенные с интервалом друг от друга продольные и поперечные ряды выступов с отверстиями, ряды выступов выполнены в теле листа с обеих его сторон взаимно параллельными для каждой из сторон и пересекающимися по площади и толщине листа с его противоположных сторон, непрерывными в продольном направлении с одной стороны листа и в поперечном с другой его стороны, при этом ряды выступов отстоят друг от друга на ширину образуемых ими отверстий.
Кроме того, в способе изготовления слоистой полосы совместной прокаткой через парные валки металлического каркасного листа и пластмассового слоя выступы формуют на высоту, не превышающую толщины листа по профилю сторон каркасного листа на поверхности двух валков, устанавливают эти валки в паре с гладкими и последовательно формуют поверхности верхней и нижней сторон каркасного листа.
В вариантах предложенной конструкции рельеф выполняют в виде зубчато-эвольвентного и располагают его по разверткам левой, правой или комбинированной резьбы.
По варианту предлагаемого способа предварительно формуют три пары валков по профилю верхней или нижней сторон каркасного листа, объединяют валки с продольными и поперечными выступами, а в выступах одного из валков второй и третьей пар дополнительно формуют пазы по профилю верхней части выступов противолежащего валка и последовательно прокатывают через них лист-заготовку.
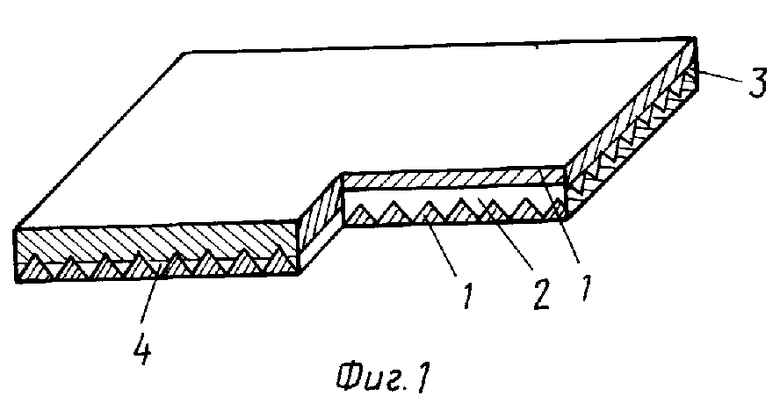
На фиг. 1 представлен фрагмент трехслойного листового материала для кузова автомобиля.
Слой пластика - полиамида П12А литьевого с наполнителем из порошкового глинозема 1 (заштрихован), расположенный сверху конструкции, образует покровное защитно-декоративное покрытие, проникает в отверстия стального каркасного листа 2 (не заштрихован) и образует с нижней стороны конструкции защитный слой. Расположенные сверху каркасного листа выступы 3 (не заштриховано) расположены параллельными рядами поперек листа и образуют в боковых поверхностях выступов нижней стороны листа треугольные отверстия. Выступы нижней стороны листа 4 (не заштриховано) расположены параллельными рядами вдоль листа. Они имеют аналогичный профиль и образуют аналогичные отверстия в выступах верхней стороны листа. На пересечении выступов образуются прямоугольные донные отверстия (в общем случае в форме параллелограмма) и отверстия в боковых поверхностях верхних и нижних выступов. Ширина отверстий равна расстоянию между рядами выступов.
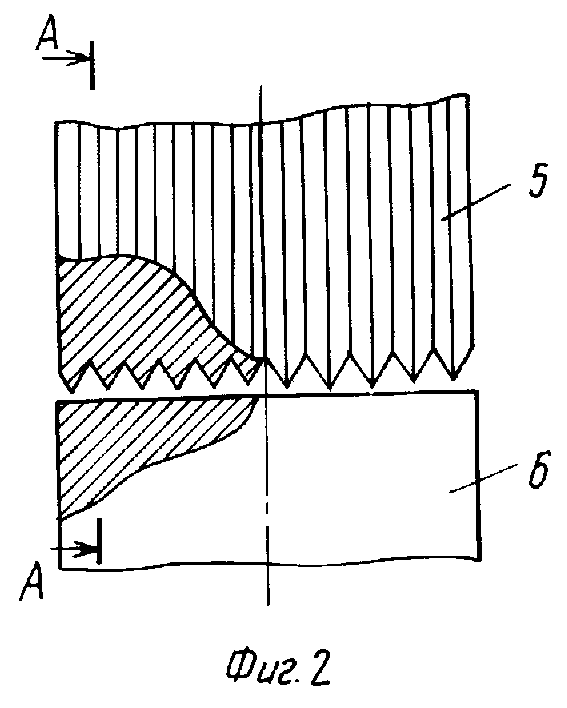
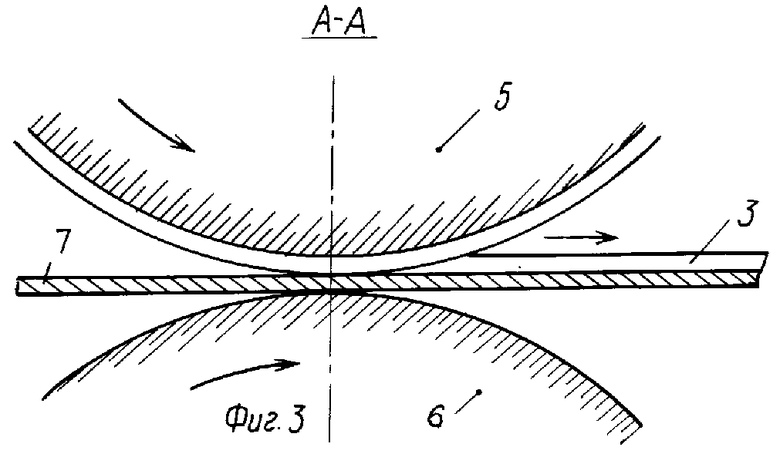
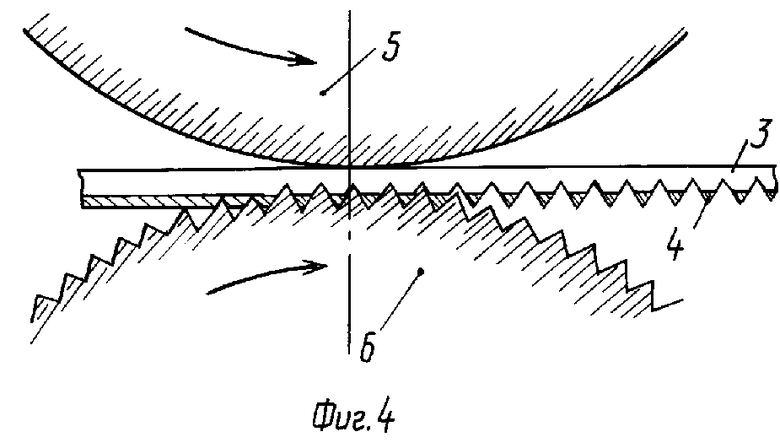
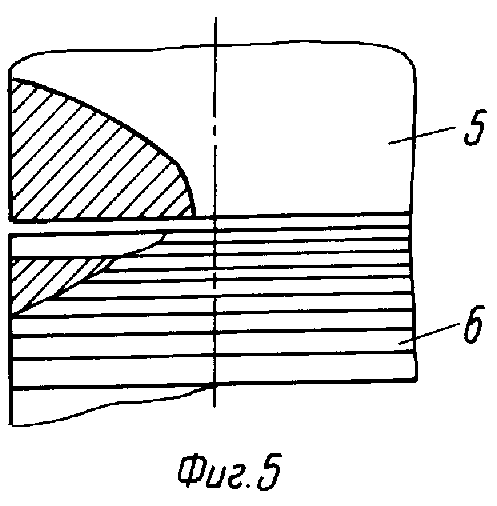
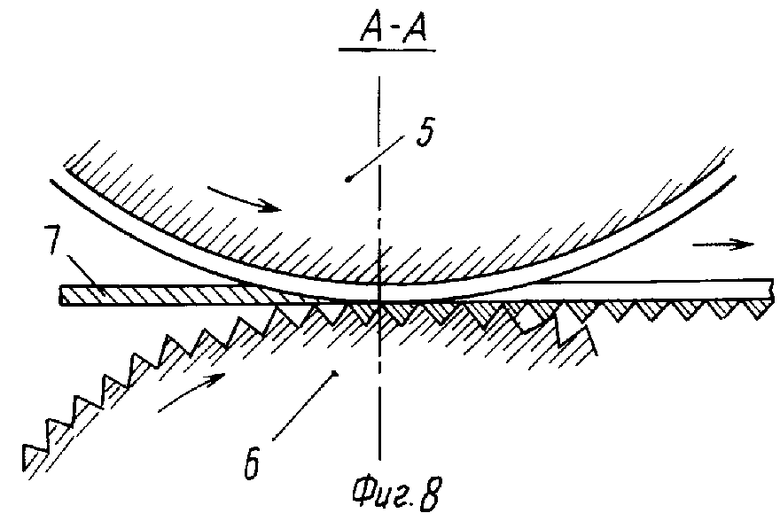
На фиг. 2-5 представлена последовательность изготовления каркасного листа по предлагаемому способу изготовления листового конструкционного материала. Верхний валок (фиг. 2, 3) первой клети модели прокатного стана "Кварто-500" перед прокаткой формовали на вальцетокарном станке по профилю верхней стороны каркасного листа. В направлении прокатки были проточены взаимно параллельные кольцевые пазы по профилю равностороннего треугольника высотой 0,6 мм с шагом 0,693 мм, соответствующие выступам каркасного листа. Снизу устанавливали гладкий валок 6, обработанный на вальцешлифовальном станке. Во второй клети (фиг. 4, 5) на нижнем валке 6 формовали фрезерованием в направлении поперек проката пазы по профилю выступов нижней стороны каркасного листа и устанавливали его в паре с гладким верхним валком 5. Ленту-заготовку 7 из стали 08 толщиной 0,8 мм, шириной 500 мм и длиной 1290 мм прокатывали последовательно через валки первой и второй клетей с получением соответственно продольных 3 и поперечных 4 выступов и треугольных отверстий в выступах. Высота боковых отверстий 0,1 мм при длине стороны 0,115 мм. На пересечении выступов получали квадратные донные отверстия размером 0,115х0,115 мм. Толщина листа при этом увеличилась до 1,2 мм. Далее каркасную ленту нагревали до 400оС, покрывали из экструдера слоем расплавленного пластика полиамида П12А, пропускали через гладкие валки третьей клети, охлаждали и сматывали в рулон. На поверхности каркасного листа образовывались слои пластика толщиной 0,3 мм сверху и 0,1 мм снизу. Общая толщина готового листа 1,6 мм.
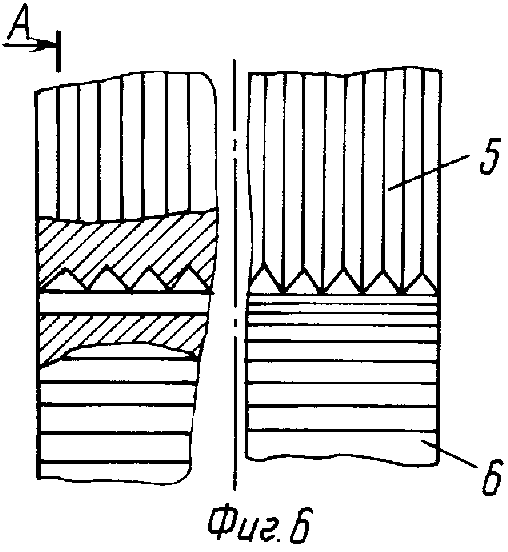
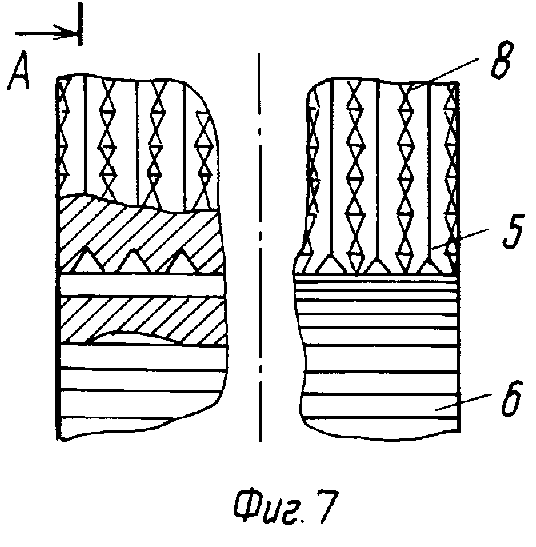
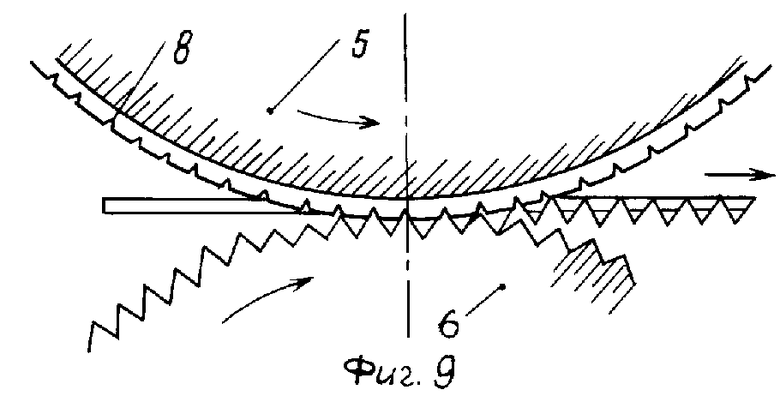
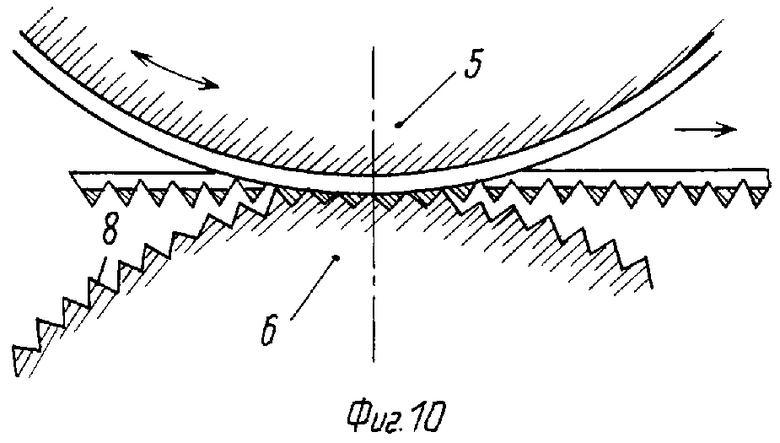
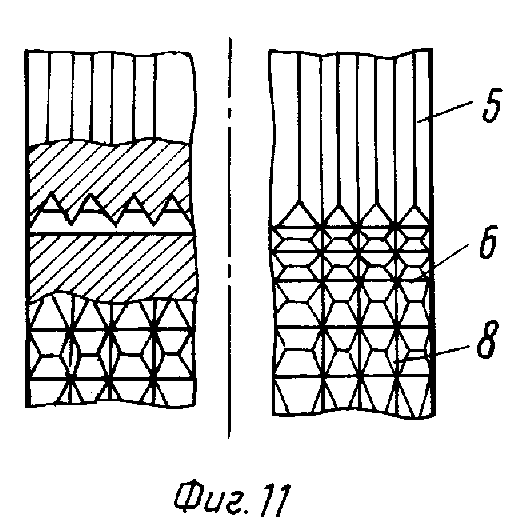
По варианту способа (фиг. 6-11) валки формовали аналогично основному варианту (фиг. 2-5), однако в первой клети устанавливали валки 5 и 6 с поверхностями, сформированными по профилю верхней и нижней сторон каркасного листа. В кольцевых выступах верхнего валка 5 второй клети формовали поперечные пазы 8 по профилю верхней части выступов нижнего валка 6. В поперечных выступах нижнего валка третьей клети формовали кольцевые пазы 8 по профилю верхней части выступов верхнего валка. Валки 1, 2 и 3-ей клетей сводили на расстояния между их поверхностями, равные 0,2 мм, и последовательно прокатывали через них лист-заготовку. Далее лист обрабатывали аналогично основному способу и получали аналогичные результаты.
Изготовление выступов в теле каркасного листа с обеих его сторон взаимно параллельными для каждой из сторон и пересекающимися по площади и толщине листа с его противоположных сторон, непрерывными в продольном направлении с одной стороны листа и в поперечном направлении - с другой позволяет повысить площадь контакта металлического и пластикового слоев. Поверхность каркасного листа после формования на нем выступов треугольного профиля увеличивается (без учета шероховатости поверхности) на 100% , с 2 см2 на см2 листа от 4 см2/см2. За счет этого увеличиваются прочность соединения слоев и прочность конструкции в целом. Расслаивания конструкции не наблюдалось при различных испытаниях ее на изгиб, вплоть до параллельности сторон. Прочность конструкции увеличилась также за счет увеличения толщины каркасного листа, которое составило в изобретении 50% , 1,2 мм в изделии против 0,8 мм в заготовке. В прототипе расчетная плотность размещения выступов, аналогичных по размерам и форме с приведенными в изобретении, составляет 1 выступ на 1 см2 площади листа против 29 в изобретении. Указанное изготовление выступов позволяет также снизить удельный расход металла в каркасном листе. В изобретении он снижен на 25% . Объем металла в изделии составил 0,06 см3/см3 против 0,08 см3/см2 в заготовке.
Снизился удельный расход пластика. В изобретении снижение расхода составило 20% в сравнении с прототипом, содержащим отверстия того же размера и конфигурации, что и в изобретении. Расход пластика в предлагаемой конструкции 0,16 см3/см2 против расчетных 0,2 см3/см2 в прототипе. За счет снижения удельного расхода материалов вес единицы площади листового конструкционного материала снизился при плотности пластика 1,3 г/см3 на 23,7% ; 0,742 г/см2 в изобретении против расчетных 0,972 г/см2 в прототипе.
Изменение профиля выступов позволяет варьировать прочностью, плотностью и товарным видом материала в зависимости от выполняемых им задач. Применение зубчато-эвольвентного профиля выступов позволяет достигать поставленные цели за счет упрощения процесса формования профиля рабочих прокатных валков. Этот же эффект достигается при выполнении профиля в виде цилиндрической резьбы. Комбинация левой и правой цилиндрической резьбы на одном валке предотвращает сход листа влево или право при прокатке.
Предварительное до прокатки формование профиля поверхности каркасного листа на поверхности рабочих прокатных валков и последовательная прокатка листа через эти валки, установленные в паре с гладкими, позволяют формовать отверстия в листе, не прибегая к его разрыву (просечке). За счет специфических условий прокатки увеличивается толщина и прочность листа, снижается расход материала.
Повышение прочности конструкции достигается за счет увеличения точности изготовления каркасного листа и листового конструкционного материала в целом. (56) Патент СССР N 934900, кл. B 32 B 31/30, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1989 |
|
SU1678470A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
| Листопрокатная клеть | 2015 |
|
RU2629579C2 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Способ прокатки листового металла | 1987 |
|
SU1470370A1 |
| ФОРМОВАНИЕ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2714754C2 |
Использование: при изготовлении деталей машин, конструкций и сооружений из слоистых листовых материалов. Сущность: листовой конструкционный материал выполнен в виде каркасного листового материала и нанесенного на него пластичного матричного материала. На каркасном листовом материале на противолежащих его сторонах выполнен рельеф в виде чередующихся, взаимно параллельных непрерывных выступов с отверстиями и впадин по толщине и по площади листа, причем на одной стороне рельеф расположен в продольном направлении, а на другой - в поперечном. Отверстия выступов образованы пересечением выступов и впадин противоположных сторон листа. Профиль рельефа может быть выполнен в виде развертки эвольвентной зубчатой передачи или цилиндрической резьбы. Способ изготовления листового конструкционного материала состоит в формовании в валках на каждой стороне каркасного листа рельефа, нанесении на эти стороны пластичного матричного материала, охлаждении и прокатки в гладких валках. По одному из вариантов способа формовку рельефа осуществляют последовательно на заданную высоту выступов и впадин вначале на одной стороне каркасного листа, затем - на другой. По другому варианту осуществляют предварительную формовку рельефа одновременно с двух сторон каркасного листа, после чего осуществляют окончательную формовку рельефа последовательно вначале с одной стороны каркасного листа, затем - с другой. 2 с. и 4 з. п. ф-лы, 11 ил.
