Изобретение относится к прокатному производству, а именно к производству плоских и фасонных профилей и может быть использовано для получения листов и плит с повышенными требованиями к качеству их поверхности.
Цель изобретения - более полное удаление окалины на участках поверхности раската, соответствующих впадинам рельефа валков.
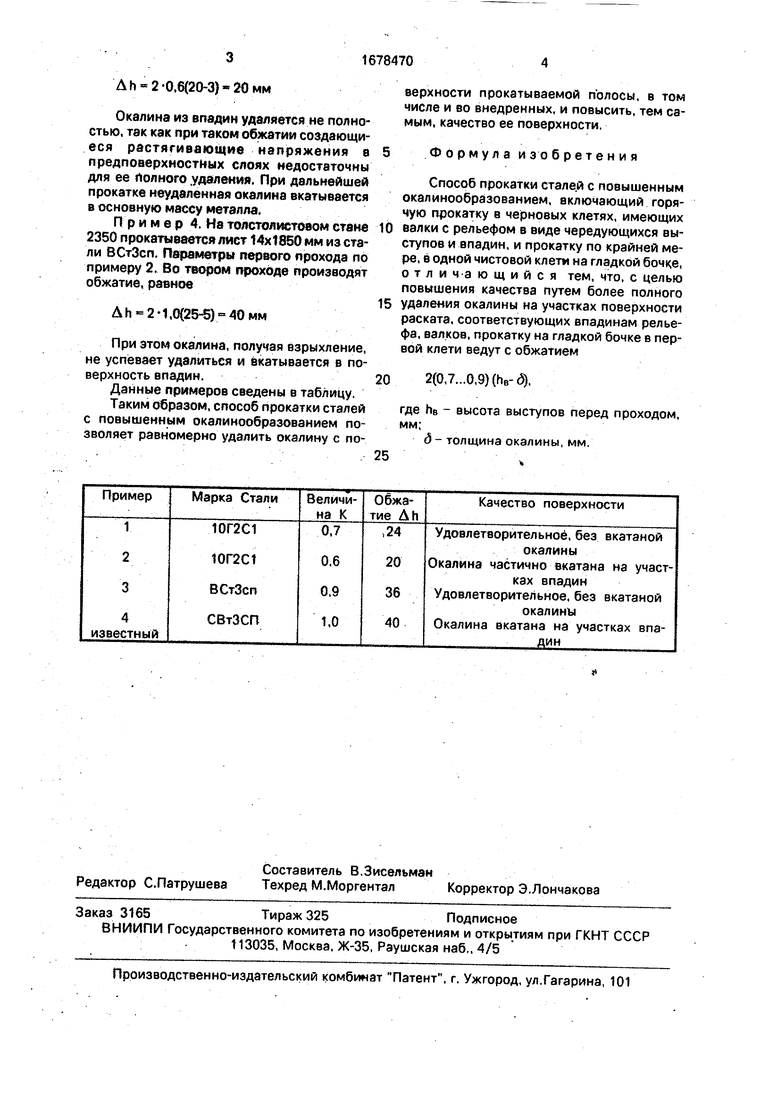
Пример 1. На толстолистовом стане 2300 прокатывают лист сечением 12x1600 мм из стали марки 10Г2С1 (,7). В первом проходе образуют на широких гранях рельеф из впадин и выступов 20 мм (высота выступов на валках 25 мм, толщина окалины 3 мм). При этом окалина удаляется на выступах.
Во втором проходе производят обжатие, равное
Ah 2-0,7(20-3) 24 мм
При этом окалина удаляется на впадинах. Окалина полностью удаляется со всей поверхности сляба после двух проходов.
Пример 2. На толстолистовом стане 2350 прокатывают лист сечением 14x1850 мм из стали марки В Ст Зсп (,9). В первом проходе образуют на широких гранях рельеф из впадин и выступов высотой 25 мм (высота выступов на валках 30 мм, толщина окалины 5 мм). При этом окалина удаляется на выступах. Во втором проходе производят обжатие, равное
Ah 2-0,9(25-5) 36 мм
При этом окалина удаляется со всей поверхности сляба в течение двух проходов.
Пример 3. На толстолистовом стане 2300 прокатывают лист сечением 12x1660 мм из стали марки 10Г2С1. Параметры первого прохода по примеру 1. Во втором проходе производят обжатие, равное
w
Ј
Os XI 00
J XI
О
Ah-2-0,6(20-3}-20 мм
Окалина из впадин удаляется не полностью, так как при таком обжатии создающиеся растягивающие напряжения а пред поверхностных слоях недостаточны для ее Полного удаления. При дальнейшей прокатке неудаленная окалина вкатывается в основную массу металла.
Пример 4. На толстолистовом стане 2350 прокатывается лист 14x1850 мм из стали ВСтЗсп. Параметры первого прохода по примеру 2. Во твором проходе производят обжатие, равное
ДЬ 2 -1,0(25-5) мм
При этом окалина, получая взрыхление, не успевает удалиться и вкатывается в поверхность впадин.
Данные примеров сведены в таблицу.
Таким образом, способ прокатки сталей с повышенным окалинообразованием позволяет равномерно удалить окалину с поверхности прокатываемой полосы, в том числе и во внедренных, и повысить, тем самым, качество ее поверхности.
Формул а изо бретени я
Способ прокатки сталей с повышенным окалинообразованием, включающий горячую прокатку в черновых клетях, имеющих
валки с рельефом в виде чередующихся выступов и впадин, и прокатку по крайней мере, в одной чистовой клети на гладкой бочке, отличающийся тем, что, с целью повышения качества путем более полного
удаления окалины на участках поверхности раската, соответствующих впадинам рельефа, валков, прокатку на гладкой бочке в первой клети ведут с обжатием
2(0,7...0,9)(),
где Нв - высота выступов перед проходом, мм;
д - толщина окалины, мм. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Способ горячей прокатки широкополосной стали | 1980 |
|
SU865440A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Стан для прокатки слябов | 1981 |
|
SU995951A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
| СПОСОБ ПРОИЗВОДСТВА ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2008 |
|
RU2398644C1 |
| Способ прокатки | 1983 |
|
SU1088818A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
Изобретение относится к прокатному производству, а именно к производству плоских и фасонных профилей. Целью изобретения является более полное удаление окалины на участках поверхности раската, соответствующих впадинам рельефа валков. После обжатия в рифленых валках прокатку слябов при проходе в гладких валках проводят с обжатием 2 (0,7-09) (пв- б), где hB - высота выступов перед проходом, мм; д- толщина окалины, мм. 1 табл.
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
