Изобретение относится к общему машиностроению и может быть использовано для изготовления и стопорения резьбовых соединений, подверженных действию динамических нагрузок при высоких температурах.
Известно резьбовое соединение и способ его стопорения, заключающийся в нанесении термопластичного материала на предварительно нагретые резьбовые участки. Сборка и разборка резьбового соединения производится в холодном состоянии. Стопорение осуществляется за счет частичного заполнения впадин резьбы слоем термопласта, имеющего повышенный коэффициент трения.
Недостаток известного решения заключается в том, что помимо двух контактирующих резьбовых поверхностей необходим термопластический материал, что усложняет соединение и способ его стопорения, вызывает трудности со сборкой и разборкой резьбового соединения. Термопластичная пленка оказывает недостаточный стопорящий эффект при воздействии на соединение вибрационных нагрузок и температуры.
Наиболее близким по технической сущности (базовым) решением является резьбовое соединение и способ стопорения, заключающийся в нанесении на резьбовые участки термопластического материала и осуществлении сборки и разборки соединения в нагретом до температуры плавления термопластического слоя состоянии.
Недостаток известного устройства и способа заключается в том, что помимо двух контактирующих резьбовых поверхностей необходим термопластический материал, что усложняет соединение и способ его стопорения и вызывает трудности со сборкой и разборкой соединения. Термопластичная пленка оказывает недостаточный стопорящий эффект при воздействии на резьбовое соединение вибрационных нагрузок и температуры.
Цель изобретения - упрощение резьбового соединения и способа его стопорения, повышение надежности стопорения, снижение трудоемкости сборки и разборки резьбового соединения.
Способ изготовления деталей с резьбой, принятый в качестве прототипа для способа изготовления предложенного резьбового соединения, заключающийся в изготовлении заготовки и выдавливании резьбы, не позволяет изготовить элементы предложенного резьбового соединения. Целью изобретения также является предложить способ, позволяющий изготавливать предложенное резьбовое соединение (его элементы).
В резьбовом соединении, содержащем охватываемый и охватывающий элементы с внешней и внутренней резьбой, оба элемента выполнены из материала с эффектом памяти формы и выполнены с круглым сечением по меньшей мере в зоне их резьбового сопряжения для изменения при нагревании упомянутой формы сечений на некруглую. Причем охватываемый и охватывающий элементы могут быть выполнены с отметками для визуального определения направления изменения формы круглого сечения при нагревании.
В способе изготовления резьбовых элементов соединения, включающем изготовление заготовок для охватываемого и охватывающего элементов и формирование резьбы на наружной поверхности охватываемого и на внутренней поверхности охватывающего при изготовлении каждой заготовки их подвергают высокотемпературной деформации до образования сечения заготовок некруглой формы в зоне их предполагаемого резьбового сопряжения, затем осуществляют отжиг, охлаждают до температуры не выше температуры возврата, материала с эффектом памяти формы из которого выполнены заготовки, подвергают пластической деформации участки по меньшей мере, зоны предполагаемого сопряжения заготовок до изменения формы упомянутых сечений на круглую, а резьбу формируют при температуре не выше температуры возврата. При этом на заготовки могут быть нанесены отметки-риски для визуального определения направления изменения формы круглого сечения заготовок при нагревании. В способе стопорения резьбового соединения, включающем его монтаж, монтаж осуществляют при температуре возврата материала с эффектом памяти формы, из которого выполнены охватываемый и охватывающий элементы, а затем нагревают соединение до температуры не ниже температуры срабатывания. При этом перед нагреванием резьбовых элементом можно совместить имеющиеся на них отметки-риски.
Способ демонтажа резьбового соединения осуществляют при температуре не выше температуры возврата материала с памятью формы, из которого выполнены охватываемый и охватывающий резьбовые элементы.
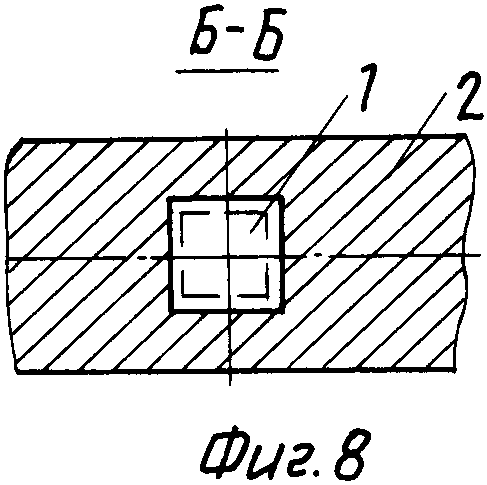
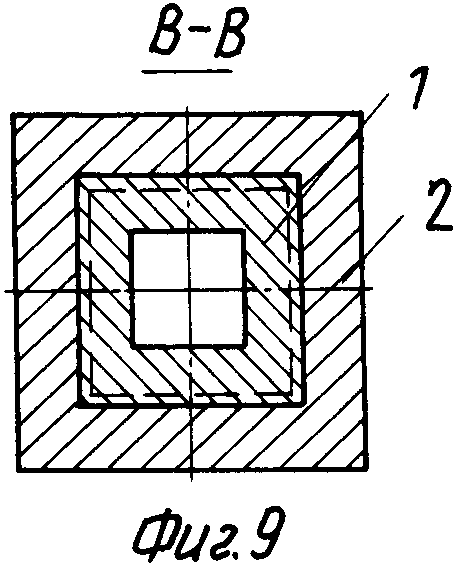
На фиг. 1,2,3 изображены варианты резьбового соединения; на фиг. 4,5,6 - разрезы соответствующего варианта резьбового соединения по А-А, Б-Б, В-В при температуре возврата; на фиг. 7,8,9 - разрезы соответствующего варианта резьбового соединения по А-А, Б-Б, В-В в нагретом до температуры срабатывания состоянии на примере квадратной формы резьбовых участков соединения; на фиг. 10 - вариант отметки, показывающей направление изменения формы, вид снизу (вид по стрелке Г на фиг. 1) при температуре возврата; на фиг. 11 - то же, при температуре срабатывания.
Резьбовое соединение состоит из элемента 1 с внешней резьбой и элемента 2 с внутренней резьбой. Оба элемента выполнены из термочувствительного материала, обладающего свойствами памяти формы, например, из никелида титана, и имеют отметки 3, например, риски, показывающие направление изменение формы круглых резьбовых участков при нагревании.
Осуществление способа изготовления элементов резьбового соединения на примере никелида титана (состав: 54-56% никеля, остальное - титан, предел прочности 87 кГс/мм2, предел выносливости на базе 107 циклов 49 кГс/мм2, температура срабатывания (+63оС), температура возврата 100% формы (+40)оС, теплоемкость 0,077 кал. /г, оС, степень деформации 10-15% , генерируемые напряжения при возврате 100% -ной формы свыше 30 кГс/мм2).
Конструктивный признак, обеспечивающий решение поставленных задач, заложен при изготовлении участков под резьбу и получен с помощью высокотемпературной деформации их до выбранной некруглой формы с отжигом элементов 1 и 2 соединения при этой форме участков под резьбу в закрытом штампе при (+500)оС в течение 1 ч. Затем элементы 1 и 2 соединения охлаждают вместе со штампом до температуры, ниже температуры возврата (ниже +40оС), извлекают из штампа и пластически деформируют до получения круглой формы, как минимум, участков под резьбу, нарезают резьбу и, нагрев элементы 1 и 2 до температуры срабатывания (выше +63оС), наносят отметки 3 (риски), указывающие направление изменения формы. Отметки 3 возможно наносить на элементы 1 и 2 до получения круглой формы участков под резьбу.
Таким образом, изготовленные элементы 1 и 2 резьбового соединения в соответствии со свойствами памяти формы имеют при температуре возврата (ниже +40оС) круглые резьбовые участки, а при температуре срабатывания (выше +63оС), т. е. при температуре эксплуатации (законтривании) некруглые резьбовые участки. Изготовленные таким образом элементы 1 и 2 резьбового соединения собирают при температуре возврата, при этом резьбовые участки элементов 1 и 2 соединения имеют круглую форму. При сборке отметки 3 на элементах 1 и 2 должны совпасть (фиг. 10). При эксплуатации резьбового соединения при температурах не ниже температуры срабатывания в соответствии со свойствами памяти формы резьбовые участки элементов 1 и 2 соединения принимают некруглую форму. По расположению резьбовые участки некруглой формы элементов 1 и 2 будут соответствовать друг другу (фиг. 7,8,9,11). Некруглая, но одинаковая форма резьбовых участков (овал, треугольник, квадрат и т. д. ) элементов 1 и 2, препятствует относительному повороту элементов 1 и 2 при опасности самоотвинчивания.
Демонтаж резьбового соединения производится в обратном сборке порядке, т. е. при охлаждении до температуры возврата резьбовые участки элементов 1 и 2 соединения быстро восстанавливают свою первоначальную круглую форму, соединение легко может быть демонтировано.
Эффективность изобретения заключается в следующем.
Известное резьбовое соединение состоит из резьбовых элементов и стопорящего состава, а предлагаемое только из резьбовых элементов. Следовательно, предлагаемое резьбовое соединение проще известного в два раза. Проще и способ стопорения предлагаемого резьбового соединения, так как стопорящий состав не требуется для предлагаемого соединения.
Надежность стопорения предлагаемого соединения по предлагаемому способу обуславливается прочностью самих деталей резьбового соединения, а известное резьбовое соединение по известному способу стопорится за счет трения резьбовых участков и связей, образуемых стопорящим составом, что ниже прочности составляющих соединение деталей, следовательно предлагаемое соединение обладает большей надежностью.
Стойкость к высокой температуре предлагаемого соединения обуславливается, материалом его элементов, а известного стопорящим составом, что также обуславливает большую надежность предлагаемого соединения.
Упрощение резьбового соединения и способа его стопорения обуславливает снижение трудоемкости сборки и разборки резьбового соединения. Предлагаемое соединение перед сборкой не надо обезжиривать, удалять слой окислов и т. д. , что также снижает трудоемкость.
Предложенный способ изготовления резьбового соединения позволяет изготавливать предложенное соединение, обладающее выше перечисленными достоинствами. (56) Авторское свидетельство СССР N 613147, кл. F 16 В 39/00, 1978.
Авторское свидетельство СССР N 197489, кл. В 21 D 53/24, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ЭЛЕМЕНТОВ, СПОСОБ СТОПОРЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СПОСОБ ЕГО ДЕМОНТАЖА | 1992 |
|
RU2011045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СНИЖЕНИЯ НАГРУЗКИ НА ЕГО ВИТКИ У ОПОРНОГО ТОРЦА ГАЙКИ | 2016 |
|
RU2618644C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОКЛЕЕВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2501990C1 |
| Способ стопорения резьбового соединения | 1976 |
|
SU613147A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| Самоконтрящийся разьбовой элемент | 1977 |
|
SU694683A1 |
| Резьбовое соединение труб | 1979 |
|
SU859596A1 |
| Резьбовое соединение | 1978 |
|
SU739267A1 |
| Резьбовое соединение | 1977 |
|
SU700704A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ | 2003 |
|
RU2256108C1 |









Сущность изобретения: резьбовое соединение выполнено из термочувствительного материала, обладающего свойствами памяти форм. Каждый элемент резьбового соединения получают с помощью высокотемпературной деформации заготовки до выбранной некруглой формы с последующим отжигом, охлаждают до температуры возврата и пластически деформируют до получения круглой формы и формируют резьбу при температуре возврата. Сборку и разборку резьбового соединения выполняют в охлажденном до температуры возврата термочувствительного материала состоянии. 4 с. и 3 з. п. ф-лы, 11 ил.
