Изобретение относится к общему машиностроению (автомобилестроению, авиастроению), а именно к соединению деталей и конструктивных элементов, работающих в условиях вибраций.
В настоящее время для соединения деталей машин или узлов в разборной конструкции используются болтовые соединения, состоящие из болта и гайки.
Известны конструкторские решения для соединения деталей, работающих в условиях вибраций (А.И.Аркуша, М.И.Фролов. Техническая механика. Изд. “Высшая школа”. - 1983. - с.294). Для надежной работы болтового соединения в условиях вибрации используют специальные типы гаек: стопорные, с продольными шлицами, корончатые, крыльчатые и т.д.
Недостаток существующих болтовых соединений заключается в том, что несмотря на применение специальных гаек вибрации часто становятся причиной ослабления соединения, т.е. они не обеспечивают длительной, надежной эксплуатации. Кроме того, при большом числе болтовых соединений использование существующих способов соединения ведет к повышению веса конструкции. Если учесть, что крытый грузовой железнодорожный вагон имеет 1200 крепежных деталей, автомобиль - 3500, токарно-винторезный станок – 1650, реактивный самолет - 1,5 млн, то совершенно очевидно, что применение способа соединения без гайки (там, где это возможно) позволит существенно снизить вес конструкции.
Известно, что в современных широкофюзеляжных пассажирских самолетах суммарная масса соединений достигает 25% общей массы фюзеляжа самолета. Кроме того, известно, что 85% повреждений авиационных конструкций происходит в элементах соединений. Необходимо также отметить, что болтовые соединения с точки зрения эксплуатационной надежности являются наиболее ответственными. Поэтому использование соединения без гаек позволит снизить суммарные затраты на производство и эксплуатацию технических систем, повысить надежность и безопасность сложных инженерных конструкций.
Наиболее близким к предлагаемому способу соединения деталей является способ завинчивания болта с резьбой, на которую нанесен слой сплава с памятью формы, в резьбовое отверстие сопрягаемой детали (Резьбовое соединение. Self-locking threaded fasteners: Пат. 5484244 США, МКИ6 F 16 В 35/04/ Glovan et al., MSE. Inc. - №192696; Заявл. 07.02.94, Опубл. 16.01.96; НКИ 411/424).
Данное резьбовое соединение работает хорошо при повышенных температурах, например в двигателях и турбинах. При нормальной температуре это соединение становится ненадежным, особенно в условиях вибраций.
Задачами предлагаемого технического решения являются повышение надежности болтового соединения, работающего в условиях вибраций, за счет использования эффекта памяти формы (способности сплавов с памятью формы восстанавливать свою первоначальную форму при нагревании, т.е. накапливать энергию, а затем превращать ее в работу) и снижение веса конструкции за счет обеспечения прессовой посадки при использовании болтового соединения без гайки.
В основе ЭПФ в сплавах лежат термоупругие мартенситные превращения бездиффузионного типа (мартенсит - низкотемпературная фаза, аустенит - высокотемпературная фаза). При охлаждении материала из аустенитного состояния в интервале температур начала Ms и конца мартенситного превращения Mf (зависит от химического состава) весь объем материала испытает мартенситные превращения, и ниже температуры Mf термодинамически устойчивой оказывается только мартенситная фаза. Ниже определенной температуры Md мартенсит возникает не только вследствие понижения температуры, но и под действием механического напряжения (эффект пластичности превращения), и тело приобретает макроскопическую деформацию, связанную с мартенситной неупругостью. Механические напряжения инициируют перестройку кристаллической решетки, действуя аналогично температурному фактору, и приводят к образованию мартенсита напряжения. Мартенсит напряжений стабилен, и разгрузка не сопровождается эффектом псевдоупругости. Возвратить деформацию можно нагревом материала выше температуры конца аустенитного превращения Af.
Поставленная задача решается предлагаемым способом изготовления болтового соединения, преимущественно для работы в условиях вибраций, включающим нанесение на рабочую часть заготовки болта материала с эффектом памяти формы (ЭПФ) типа нитинол. После нанесения нитинола производится накатка резьбы при температуре мартенситных превращений (-150°С) и сборка конструкции. После сборки узла болтового соединения осуществляют его кратковременный нагрев до температуры (80-120)°С до возникновения между резьбовой частью болта, покрытой нитинолом, и резьбовой частью соединяемых элементов прессовой посадки, надежно работающей в условиях вибраций. В случае необходимости в болтовом соединении с болтом, покрытым нитинолом, используют обычную гайку с резьбой, при нагреве которой обеспечивается соединение по прессовой посадке.
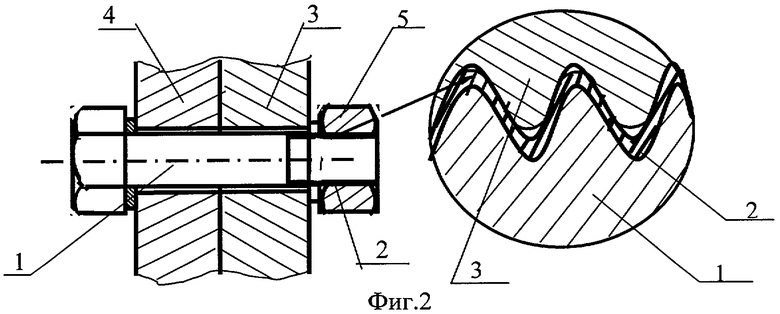
На фиг.1 изображено болтовое соединение без гайки. Болтовое соединение состоит из болта 1 с накатанной резьбой и со слоем нитинола 2, соединяемых деталей 3 и 4, с нарезанной резьбой у детали 3.
Способ осуществляется следующим образом: на то место, где предполагается накатка резьбы, наносится слой нитинола (Ti-Ni (49÷51 ат.% Ni), Ni-Al (36÷38 ат.% Al), Mn-Cu (5÷35 ат.% Cu), Cu-Zn (38÷42 ат.% Zn), Cu-Al-Ni (14÷15 ат.% Al, 3÷5 ат.% Ni), Cu-Zn-Al (38÷42 ат.% Zn, 1÷3% Al), Fe-Mn-Si (31÷33 ат.% Mn, 4÷6 ат.% Si) одним из следующих методов:
- аргонно-дуговой наплавкой шликерной обмазки из нитинола (Патент на изобретение РФ №2199037, F 16 С 3/12. Составной коленчатый вал и способ соединения щек кривошипов с коренными и шатунными шейками /М.И.Чаевский, Ж.М.Бледнова, А.Н.Шауро, Д.Г.Будревич. Приор. от 18.06.2001. - 10 с.; Патент на изобретение №2214898 по заявке №2001135004, F 16 В 4/00. Способ соединения деталей, имеющих цилиндрическую поверхность сопряжения /М.И. Чаевский. Ж.М.Бледнова, Д.Г.Будревич, Приор. от 19.12.2001. – 6 с.);
- аргонно-дуговой наплавкой проволоки из нитинола;
- плазменным напылением нитинола;
- нанесением нитинола термическим переносом масс (положительное решение по заявке на патент РФ №2002085872, С 22 С 9/10. Способ работы установки с тепломассообменным контуром для нанесения металлических покрытий /Чаевский М.И., Бледнова Ж.М., Будревич Д.Г., Степаненко М.А. Приор. от 24.05.2002. – 5 с.)
- нанесение нитинола с помощью лазерной наплавки.
После нанесения нитинола осуществляют накатку резьбы при температуре мартенситных превращений нитинола (-150°С) и при этой же температуре производят сборку конструкции, а затем узел болтового соединения нагревают до температуры 80-120°С, что обеспечивает возникновение между резьбовой частью болта, покрытой нитинолом, и резьбовой частью соединяемых элементов прессовой посадки.
Для того чтобы разобрать конструкцию, резьбовое соединение охлаждают до температуры - 50°С, в результате чего слой нитинола на резьбе “вспомнит” свою низкотемпературную форму и позволит разобрать соединяемые детали.
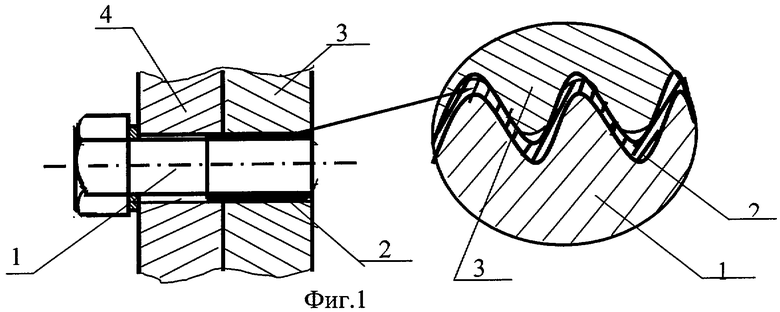
На фиг.2 приведена схема болтового соединения с гайкой. При температуре (-150°С) болт 1 после накатки резьбы вставляется в отверстия соединяемых деталей 3 и 4, после чего завинчивается гайка 5. После нагрева узла болтового соединения до температуры (80-120)°С обеспечивается прессовое соединение резьбы болта с резьбой гайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ | 2008 |
|
RU2373437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СНИЖЕНИЯ НАГРУЗКИ НА ЕГО ВИТКИ У ОПОРНОГО ТОРЦА ГАЙКИ | 2016 |
|
RU2618644C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ СОЕДИНЕНИЯ ЩЕК КРИВОШИПОВ С КОРЕННЫМИ И ШАТУННЫМИ ШЕЙКАМИ | 2001 |
|
RU2199037C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ НА ПУСТОТЕЛОМ ВАЛУ СОПРЯГАЕМЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249731C1 |
| ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ ЗАМКОВОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2014 |
|
RU2555890C9 |
| СПОСОБ И УСТРОЙСТВО ЗАТЯЖКИ И ОСЛАБЛЕНИЯ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2533705C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ СОПРЯЖЕНИЯ | 2001 |
|
RU2214898C2 |
| СПЛАВ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ (ВАРИАНТЫ) | 2003 |
|
RU2251584C2 |
| СПОСОБ И УСТРОЙСТВО СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2416041C2 |
| МАТЕРИАЛ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2004 |
|
RU2259415C1 |
Изобретение относится к общему машиностроению, а именно к соединению деталей и конструктивных элементов, работающих в условиях вибрации. Способ изготовления болтового соединения, преимущественно для работы в условиях вибраций, включает нанесение на рабочую часть заготовки болта материала с эффектом памяти формы (ЭПФ) и сборку конструкции. В качестве материала с ЭПФ используют нитинол, который наносят на поверхность заготовки до получения резьбы. Резьбу получают накаткой при температуре мартенситных превращений нитинола и при этой же температуре производят сборку конструкции с последующим нагревом болтового соединения до возникновения между резьбовой частью болта, покрытой нитинолом, и резьбовой частью соединяемых элементов прессовой посадки. При разборке болтового соединения осуществляют его охлаждение. В результате повышается надежность болтового соединения, работающего в условиях вибрации, и снижается вес конструкции. 4 з.п. ф-лы, 2 ил.
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ЭЛЕМЕНТОВ, СПОСОБ СТОПОРЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СПОСОБ ЕГО ДЕМОНТАЖА | 1992 |
|
RU2011045C1 |
| US 5484244 А, 16.01.1996 | |||
| Способ соединения деталей с натягом | 1987 |
|
SU1622115A1 |
| РАЗБОРНЫЙ УЗЕЛ | 1992 |
|
RU2091932C1 |

