Изобретение относится к порошковой металлургии, в частности к производству ответственных деталей (дисков, турбокомпрессорных валов и т. д. ) авиационных, авиакосмических газотурбинных двигателей (ГТД) методами металлургии гранул.
Турбинные диски, турбокомпрессорные валы и другие тяжелонагруженные детали авиационных, ракетных ГТД из современных сложно-легированных жаропрочных никелевых сплавов в нашей стране и за рубежом изготавливают из распыленных порошков - гранул. В процессе производства и переработки гранул на стадии распыления, рассева, магнитной и электростатической сепарации, затаривания гранул в капсулы, а также при контроле их качества образуется значительное количество отходов.
В зависимости от способа производства гранул (центробежное или газоструйное распыление) и размера выделяемой товарной фиксации (-315; -220 или -100 мкм) количество отходов их может колебаться от 20 до 70% от массы исходной шихты.
В настоящее время отходы гранул никелевых сплавов направляют на никелевые комбинаты для электролитического выделения никеля, при этом такие дефицитные и дорогие легирующие компоненты, как вольфрам, молибден, кобальт, хром, ниобий, титан и др. , которых в подобных сплавах содержится более 40% , безвозвратно теряются в шламах.
Известен способ получения гранул методом газоструйного распыления, при котором в шихту индукционной плавки вводят 20-40% кусковых отходов распыляемого сплава в виде брака дисков, обрези литников, образцов от механических и жаропрочных испытаний и т. п. Полученный расплав подвергают распылению с помощью струи аргона повышенного давления. При дальнейшей переработке полученного порошка с целью выделения товарной фракции и очистки его от нежелательных примесей (шлака, керамики) около 50% гранул переходит в отходы.
Недостатком этого способа является большие потери дорогостоящего металла из-за невозможности переплава в индукционной печи образовавшихся отходов гранул. Это связано с тем, что порошковый материал из-за высокого омического сопротивления громадного количества мест точечных недостаточно плотных контактов частиц между собой, имеющих к тому же тонкую поверхностную окисную пленку, обладает недостаточной проводимостью наведенного (индукционного) вихревого тока.
Известен способ получения гранул центробежным распылением вращающейся заготовки, включающий индукционную плавку шихты с получением распыляемых заготовок и последующее плазменное распыление их при высоких скоростях вращения. В процессе изготовления распыляемых заготовок в шихту индукционной плавки также вводят 20-40% кусковых отходов.
Недостатком этого способа является большие потери дорогих и дефицитных металлов в отходах гранул при переработке их на электролитических никелевых комбинатах.
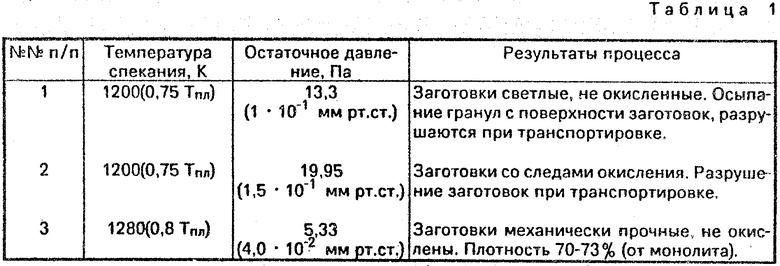
Предлагается способ получения порошков-гранул из жаропрочных никелевых сплавов, при котором ведут индукционную плавку шихты с введением отходов в виде заготовок, получаемых спеканием отходов гранул в керамических тиглях в вакууме при остаточном давлении (13,3-1,33) Па и температуре (0,8-0,98) температуры плавления сплава.
Предлагаемый способ отличается от прототипа тем, что отходы в шихту индукционной плавки вводят в виде заготовок, получаемых спеканием отходов гранул в керамических тиглях в вакууме при остаточном давлении (13,3-1,33) Па и температуре (0,8-0,98) температуры плавления сплава (Тпл).
Предлагаемый способ позволяет снизить потери дорогостоящего металла за счет возврата отходов гранул в голову процесса и, как следствие, снизить стоимость конечного продукта.
Предлагаемые режимы обеспечивают получение механически прочных не окисленных спеченных заготовок, в которых диффузионная сварка частиц между собой достаточна для развития в заготовке вихревых наведенных токов, обеспечивающих их плавление в индукционной плавке.
При более высоком давлении, чем 13,3 Па происходит окисление порошковых частиц и спеченной заготовки в целом, что недопустимо для получения в последующем изделии ответственного назначения; а создание более глубокого вакуума, чем 1,33 Па экономически нецелесообразно, так как, не влияя на качество спеченной заготовки, увеличиваются расход электроэнергии, трудоемкость и положительность процесса и, как следствие, повышается стоимость конечных изделий.
При более низкой температуре, чем 0,8 Тпл спеченные заготовки не обладают достаточной механической прочностью и плотностью контактов частиц между собой, что не позволяет использовать такие заготовки в составе шихты индукционной плавки, а при более высокой температуре, чем 0,98 Тпл возможно оплавление заготовок с разрушением керамического тигля и, как следствие, увеличение расходов на последние, что в конечном счете увеличивает стоимость изделий.
Использование керамических тиглей, в отличие от металлических, обеспечивает отсутствие припекания металлических порошков к материалу тигля, что позволяет легко извлекать из него спеченную заготовку, а тигель неоднократно использовать повторно.
П р и м е р. Гранулы получали из никелевого жаропрочного сплава ЭП741НП (Тпл = 1600К). Для индукционной плавки брали 1100 кг (44% ) исходной шихты и 1400 кг (56% ) кусковых отходов, из которых 900 кг (36% ) составляли спеченные заготовки из отходов гранул. Для получения спеченных заготовок брали 905 кг отходов гранул сплава ЭП741НП и засыпали их в алундовые тигли емкостью по 45 кг. Тигли с загрузкой отходов гранул помещали в вакуумную нагревательную печь с молибденовыми нагревателями. Параметры получения спеченных заготовок из отходов гранул приведены в табл. 1.
В результате вакуумной индукционной плавки получили слитки, из которых после механической обработки получили 1550 кг заготовок. Далее эти заготовки подвергали плазменному распылению с последующей ситовой классификацией и электростатической сепарацией полученных гранул по серийным режимам. В результате из 1550 кг распыляемых заготовок было получено 1160 кг гранул товарной фракции -20 +50 мкм, а также 115 кг кусковых отходов ("огарков") и 275 кг отходов гранул. Эти 275 кг отходов гранул вместе с образующимися в последующих операциях по предлагаемому способу возвращают после спекания в голову процесса.
При получении распыляемых заготовок по прототипу шихта вакуумной индукционной плавки состоит из 2000 кг исходных компонентов и 500 кг кусковых отходов. При этом получают те же 1550 кг распыляемых заготовок, из которых распылением получают 1160 кг товарных гранул, 115 кг "огарков" и 275 кг отходов гранул. Эти отходы гранул направляют на электролитические заводы, где с 50% -ными потерями извлекают только никель, а остальные ценные компоненты безвозвратно теряются.
Таким образом, введение в шихту индукционной плавки отходов гранул в виде спеченных заготовок позволяет экономить до 900 кг исходных дорогих и дефицитных металлов (Ni, Cr, Co, W, Mo, Nb, Ti и др. ) на каждой плавке.
Из полученных гранул горячим изостатическим прессованием по принятым технологическим режимам изготавливали заготовки дисков ГТД серийных шифров.
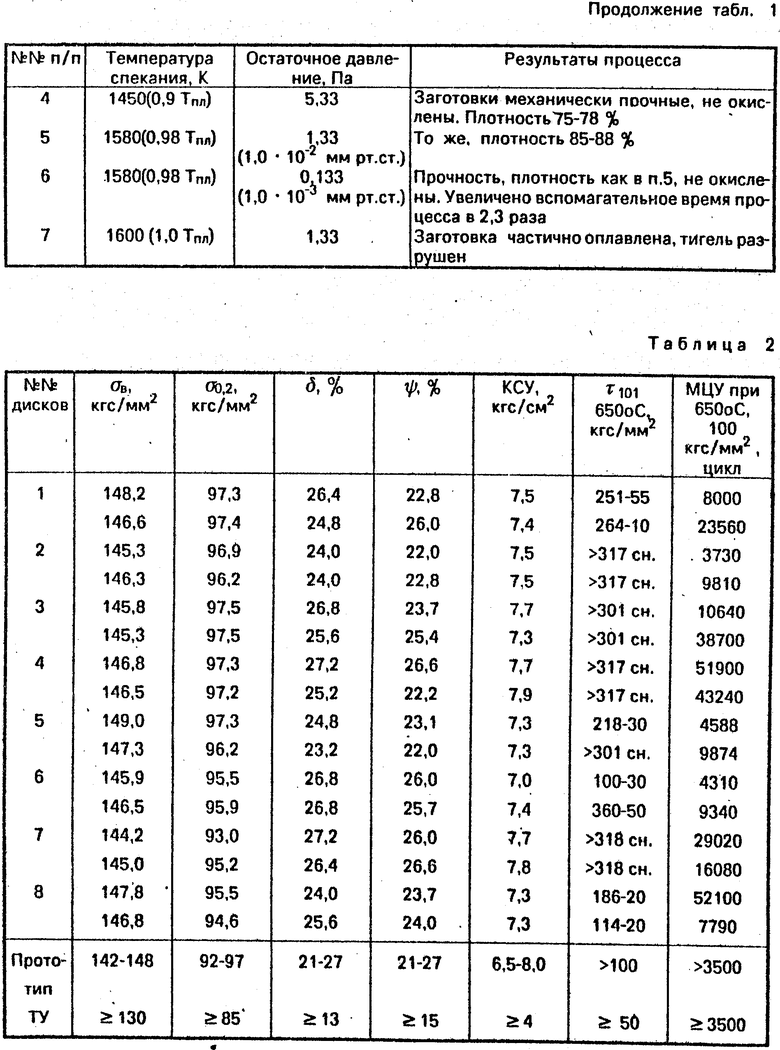
Механические, жаропрочные и усталостные свойства полученных дисков после термообработки в сопоставлении с получаемыми по прототипу и требованиями технических условий приведены в табл. 2.
Без единого выпада по этим свойствам, а также при исследовании структуры, излома и другим показателям диски серийного шифра, полученные из металла с введенными отходами гранул, превышают требования технических условий и не отличаются от серийно изготавливаемых (по прототипу). Следовательно, спеченные заготовки из отходов гранул, полученные по предлагаемому способу и вовлеченные в производство ответственных деталей ГТД, не ухудшают свойств последних, значительно (на 11-15% ) снижают расход исходных шихтовых материалов, что в конечном счете снижает стоимость готовых изделий на 8-12% .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения жаропрочного никелевого порошка из отходов сплава ЖС6У в воде дистиллированной | 2022 |
|
RU2779730C1 |
| Способ получения жаропрочного никелевого порошка из отходов сплава ЖС6У в керосине осветительном | 2022 |
|
RU2784145C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ШИХТОВЫХ ПРУТКОВЫХ ЗАГОТОВОК ИЗ ОТХОДОВ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2336972C1 |
| Способ получения изделий из гранул, выполненных из сплавов на основе никеля или из сплавов на основе титана | 2023 |
|
RU2799458C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ К СУЛЬФИДНОЙ КОРРОЗИИ ПОРОШКОВЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2560469C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2308354C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА МЕТОДОМ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ | 2011 |
|
RU2467835C1 |
| Жаропрочный гранулируемый сплав на основе никеля | 2022 |
|
RU2789527C1 |
| КОНТЕЙНЕР ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2544719C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРОШКА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478022C1 |
Изобретение относится к порошковой металлургии, в частности к производству ответственных деталей авиационных, авиакосмических газотурбинных двигателей методами металлургии гранул. Сущность изобретения: ведут индукционную плавку шихты с введением отходов в виде заготовок, получаемых спеканием отходов гранул в керамических тиглях в вакууме при остаточном давлении (13,3 - 1,33) Па и при температуре (0,8 - 0,98) температуры плавления сплава. Способ позволяет сократить безвозвратные потери дорогостоящего металла и, как следствие, снизить стоимость полученных изделий. 2 табл.
СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, включающий индукционную плавку шихты с введением кусковых отходов и последующее распыление полученных заготовок, отличающийся тем, что отходы в шихту индукционной плавки вводят в виде заготовок, получаемых спеканием отходов гранул в керамических тиглях в вакууме при остаточном давлении 13,3 - 1,33 Па и температуре 0,8 - 0,98 температуры плавления сплава.
