Изобретение относится к переработке пластмасс методом литья под давлением и может быть использовано при изготовлении литьевых форм для тонкостенных изделий. имеющих сквозные или глухие отверстия, например, шайб.
Известна литьевая форма для изготовления полимерных изделий с отверстиями. содержащая оформляющую плиту с гнездами; знаки с элементами, оформляющими отверстия, блок выталкивания. В данной литьевой форме для сброса изделий, залипающих на выталкивателях, используется сжатый воздух, который подается в полость блока выталкивания и по канавкам, выполненным вдоль образующих выталкивателей, после выдвижения выталкивателей выходит наружу, воздействуя на нижнюю поверхность изделий.
Наиболее близкой к предлагаемой конструкции литьевой формы является литьевая форма для изготовления полимерных изделий с отверстиями, содержащая оформляющую плиту с гнездами, литниковую систему, знаки, оформляющие отверстия, блок выталкивания с трубчатыми выталкивателями изделий.
Однако эта литьевая форма не обеспечивает гарантированный сброс изделий типа тонких шайб.
Целью изобретения является повышение надежности гарантированного сброса вытолкнутых изделий за счет использования упругой деформации изделия.
Указанная цель достигается тем, что в известной литьевой форме для изготовления полимерных изделий с отверстиями, содержащей оформляющую плиту с гнездами, литниковую систему с туннельными литниками, знаки, оформляющие отверстия, блок выталкивания с трубчатыми выталкивателями изделий, знаки, оформляющие отверстия, выполнены с обратной конусностью и расположены внутри трубчатых выталкивателей, причем расстояние между наружной кромкой оформляющего отверстие элемента и внутренней кромкой трубчатого выталкивателя равно или больше половины глубины гнезда.
Такое конструктивное решение позволяет использовать для гарантированного сброса изделия возникающую в нем упругую деформацию, что позволяет отказаться от всяких внешних устройств - манипуляторов, системы обдува сжатым воздухом и т.п.
На фиг. 1 показана литьевая форма перед разъемом; на фиг. 2 - подвижная часть литьелюй формы после разъема, в процессе выталкивания изделия, перед его сбросом.
Литьевая форма содержит неподвижную часть 1, подвижную часть, включающую оформляющую плиту 2 с гнездами 3. литниковой системой с туннельными литниками 4;
знаки, оформляющие отверстия 5; крепежную плиту 6; опорную плиту 7; блок выталкивания с плитами 8 и 9, трубчатыми выталкивателями 10, выталкивателем литника 11, хвостовиком 12. пружиной 13.
0 Литьевая форма работает следующим образом.
После завершения выдержки под давлением подвижная часть формы отходит от неподвижной части 1 и, пройдя некоторое
5 расстояние, хвостовиком 12 входит в контакт с упором литьевой машины (не показан). После этого блок выталкивания с плитами 8, 9 трубчатыми выталкивателями 10, выталкивателем 11 начинает двигаться
0 относительно остальных деталей подвижной части формы. Знаки 5, оформляющие отверстия в изделиях 14, двигаются совместно с трубчатыми выталкивателями 10 благодаря трению между ними и наличию
5 поднутрений в отверстиях выталкиваемых изделий, пока не пройдут расстояние а, равное или большее толщины изделия 14, и поэтому изделия 14 оказываются выведенными за пределы гнезд 3, оставаясь на
0 оформляющих участках знаков 5.
Пройдя расстояние а, знаки 5 своей нижней отбортовкой упираются в крепежную плиту 6 и прекращают движение, совместное, с трубчатыми выталкивателями 10, а
5 последние продолжают движение, воздействуя на периметр изделий 14, вызывая в них сфероподобную деформацию, что приводит к отлипанию изделий 14 как от торцев знаков 5, так и от торцев трубчатых
0 выталкивателей 10. При дальнейшем движении трубчатые выталкиватели 10 сбрасывают изделия 14 со знаком 15, при этом образовавшаяся в изделиях 14 упругая деформация повышает надежность, четкость
5 сброса, придает ему характер отстрела, энергия которого зависит от величины поднутрений в отверстиях изделий 14. Тем временем выталкиватель 11 выталкивает и сбрасывает литник 15.
0 После завершения сброса изделий 14 и литников 15 литьевая форма смыкается. Хвостовик 12 с помощью пружины 13 возвращает блок выталкивания в исходное положение, при этом трубчатые толкатели 10
5 благодаря силам трения перемещают знаки 5 до упора их об опорную плиту 7.
В сомкнутую форму впрыскивают полимерный материал, который через туннельные литники 4 заполняет гнезда 3 оформляющей плиты 2. и осуществляют вы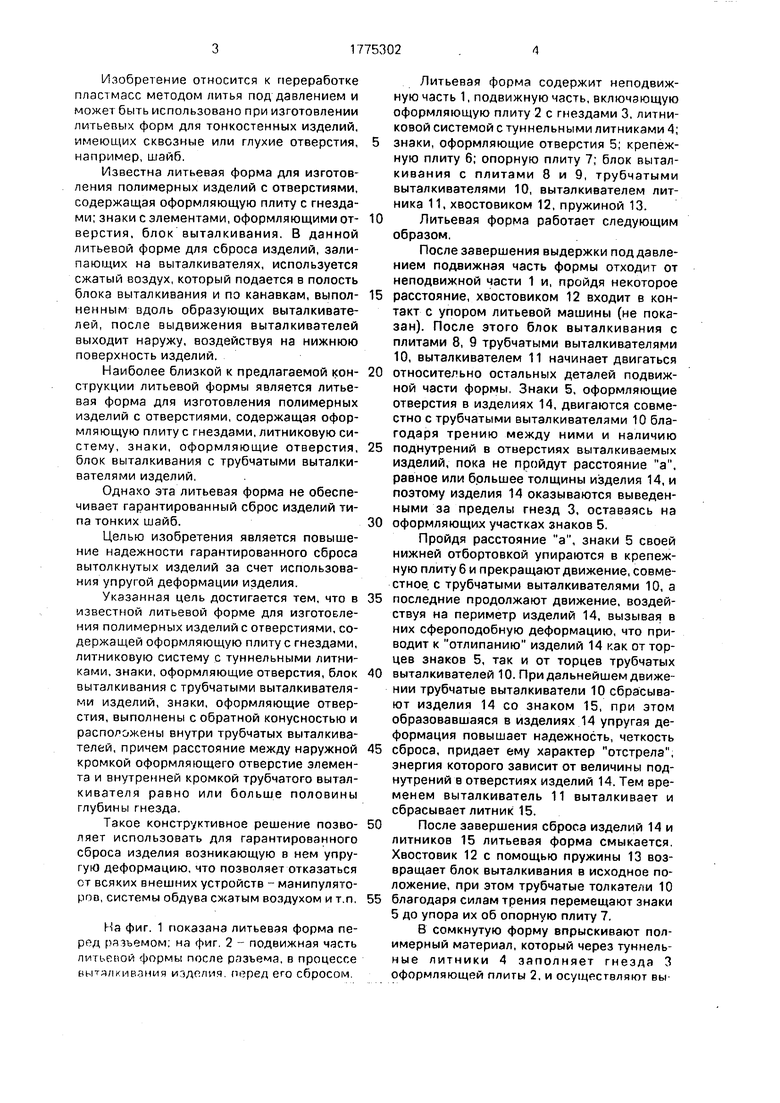

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500493A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
Использование: в области переработки пластмасс методом литья под давлением при изготовлении литьевых форм для тонкостенных изделий, имеющих сквозные или глухие отверстия, типа шайб. Сущность изобретения: форма содержит гнезда 3, оформ- ляющие знаки 5 с оформляющими отверстия элементами, выполненными с обратной конусностью, и трубчатые выталкиватели 10, в которых расположены знаки ?. Расстояние между наружной кромкой оформляющего отверстие элемента и внутренней кромкой выталкивателя не меньше половины глубины гнезда. 2 ил.^V4 СЛСА^ОhO
| Дубов К.Х | |||
| и др | |||
| Технологическая оснастка для переработки термопластов.-Отрас- левой каталог, М.: 1983, с | |||
| Упругая металлическая шина для велосипедных колес | 1921 |
|
SU235A1 |
| Патрон для электрической лампы накаливания | 1924 |
|
SU1466A1 |
| и др | |||
| Технологическая оснастка для переработки термопластов | |||
| - Отраслевой каталог, М.: 1983, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
