Изобретение относится к текстильной промышленности, а именно к наработке паковок длинномерного материала на мотальных автоматах.
Известен способ наработки паковок, при котором наработанную паковку выводят из зоны намотки мотальной головки, нить отрезают конец нити удерживают, паковку снимают с последующим вводом пустой гильзы в зону намотки мотальной головки и закреплением на гильзе конца нити с початка, причем нить до отрезания выводят из зоны намотки и удержание конца нити осуществляют путем непрерывного отвода ее в угары, причем после ввода гильзы в зону намотки перед закреплением нити на гильзе нить вновь отрезают и затем переводят гильзу в зону намотки (патент СССР N 618030, кл. В 65 Н 67/04, 1970).
Недостатком рассматриваемого способа является то, что удержание конца нити осуществляется путем непрерывного отвода ее в угары, что ведет к увеличенному расходу нити, кроме того, применение описанного способа ведет к снижению производительности за счет увеличения времени цикла замены паковки и повышению доли ручного труда.
Известен также способ наработки паковок, при котором наработанную паковку выводят из зоны намотки, нить отрезают, паковку снимают с последующим вводом пустой гильзы в зону намотки и закреплением на гильзе конца нити с резервной паковки, после завершения конца нити на гильзу подматывают начальные витки нити, затем нить, подаваемую с резервной паковки, отрезают, подают к гильзе конец нити с початка и соединяют его с концом предварительно подмотанной нити на гильзе (описание работы устройства по авт. св. ЧССP N 236814, кл. В 65 Н 67/04, 1987).
По технической сути к достигаемому результату такой способ является наиболее близким к заявляемому и выбран в качестве прототипа. Он устраняет недостаток аналога, выраженный в непрерывном отводе нити в угары, ведущем к увеличенному расходу нити.
С учетом того, что способ, выбранный в качестве прототипа, применен в мотальном автомате фирмы "ELITEX" (ЧСФР), являющемся в настоящее время одним из наиболее совершенных, он выбран в качестве базового образца.
Эксплуатация таких автоматов показала, что применение в них описанного способа наработки паковок предусматривает замену паковок за счет последовательного во времени выполнения операций подмотки нити на гильзу и установки гильзы в зону намотки. Это является недостатком прототипа и ведет к снижению производительности за счет увеличения времени цикла замены паковок и повышения доли ручного труда.
Целью предлагаемого способа наработки паковок является повышение производительности.
Это достигается за счет того, что при применении способа наработки паковок, заключающегося в формировании паковки на мотальной головке, отводе сформированной паковки из зоны намотки, съемке паковки, подаче пустой гильзы в зону намотки и подматывании на нее нити, с целью повышения производительности подматывание нити на пустую гильзу осуществляют вне мотальной головки в дополнительной зоне одновременно с перемещением гильзы с предварительно подмотанной нитью в направлении к мотальной головке, а вывод из зоны подмотки и ввод в зону мотальной головки осуществляют одновременно с операцией съема наработанной паковки.
Отличительными признаками способа является то, что подматывание нити на пустую гильзу осуществляют вне мотальной головки в дополнительной зоне одновременно с перемещением гильзы с предварительно подмотанной нитью в направлении к мотальной головке, а вывод из зоны подмотки и ввод в зону мотальной головки осуществляют одновременно с операцией съема наработанной паковки.
Предлагаемый способ наработки паковок заключается в формировании паковки на мотальной головке, отводе сформированной паковки из зоны намотки, съеме паковки, подаче пустой гильзы в зону намотки и подматывании на нее нити, с целью повышения производительности подматывание нити на пустую гильзу осуществляют вне мотальной головки в дополнительной зоне одновременно с перемещением гильзы с предварительно подмотанной нитью в направлении к мотальной головке, а вывод из зоны подмотки и ввод в зону мотальной головки осуществляют одновременно с операцией съема наработанной паковки.
Известно устройство наработки паковок, содержащее каретку, имеющую возможность перемещения вдоль мотального автомата, паковкодержатель, захват, гильзу, конвейер гильз, устройство съема и приводное приспособление. Паковка удаляется из паковкодержателя. Захват перемещает пустую гильзу из конвейера и устанавливает ее в паковкодержатель. Приводное приспособление обеспечивает подмотку на гильзу начальных витков нити, поступающей с початка (проспект фирмы Officine Savio S. pA. (Италия) "ESPERO Смартконер Савио", 1989, с. 20).
Недостатком рассматриваемого устройства является то, что подмотка начальных витков нити на гильзу не совмещена во времени с другими операциями по замене паковки, что ведет к увеличению продолжительности цикла замены паковки, кроме того, при окончании нити на початке, с которого ведется подмотка, или ее обрыве невозможно осуществление автоматической замены паковки с обеспечением подмотки начальных витков нити на гильзу, что приводит в свою очередь к остановке мотальной головки и требует вмешательства обслуживающего персонала.
Известно также устройство наработки паковок, содержащее подвижный корпус, имеющий возможность перемещения вдоль мотального автомата, транспортер с запасом гильз, паковку с запасом нити, механизм захвата и передачи нити к паковкодержателю мотальной головки, рычаг для перемещения гильз от транспортера к паковкодержателю, элемент разрезания нити. По технической сущности и достигаемому результату оно является наиболее близким к заявляемому устройству и выбрано в качестве прототипа. Конструкция такого устройства обеспечивает автоматическую замену паковки гильзой, подмотку начальных витков нити с паковки, размещенной в корпусе устройства, на гильзу, установленную в паковкодержателе (авт. св. ЧССР N 236814, кл. В 65 Н 67/04, 1987). В конструкции прототипа устранен недостаток аналога, заключающийся в невозможности автоматической замены паковки при окончании нити на початке, с которого ведется подмотка, или при ее обрыве.
С учетом того, что устройство, выбранное в качестве прототипа, использовано в конструкции мотального автомата "EKITEX" (ЧСФР), и является в настоящее время одним из наиболее совершенных, оно выбрано также в качестве базового образца.
Эксплуатация такого устройства показала, что примененный в нем механизм захвата и передачи нити к паковкодержателю не обеспечивает совмещение во времени выполнения подмотки начальных витков нити на гильзу с другими операциями по замене паковки, что ведет к увеличению продолжительности цикла замены паковки, кроме того, после израсходования запаса гильз в транспортере требуется проведение операции по наполнению транспортера гильзами, что в свою очередь приводит к задержке замены очередной паковки.
Целью предлагаемого устройства для наработки паковок, реализующего заявленный способ, является повышение производительности.
Это достигается тем что устройство для наработки паковок, содержащее мотальную головку с рычажным паковкодержателем, средство для формирования резерва на паковке, механизм замены паковок, включающий средство отвода паковок, направляющие с корпусом, установленным с возможностью перемещения вдоль мотальных головок и несущим резервную паковку, ножницы и рычаги управления паковкодержателем и передачей гильз, отличается тем, что средство для формирования резерва на паковке размещено в подвижном корпусе между резервной паковкой паковкодержателем и включает зажим гильзы с приводом ее вращения, при этом рычаг передачи гильз установлен с возможностью взаимодействия с зажимом.
Отличительными признаками устройства является то, что средство для формирования резерва на паковке размещено в подвижном корпусе между резервной паковкой и паковкодержателем и включает зажим гильзы с приводом ее вращения, при этом рычаг передачи гильз установлен с возможностью взаимодействия с зажимом.
Авторы не претендуют на отличительные особенности в части наличия собственно зажима и привода. Известны зажим (например, Ожегов С. И. Словарь русского языка: 70000 слов/Под ред. Н. Ю. Шведовой. 22-е изд. , стер. М. : Русский язык, 1990, 921 с. с. 208), привод (например, Крайнев А. Ф. Словарь-справочник по механизмам. 2-е изд. , перераб. и доп. М. : Машиностроение, 1987, 560 с. , с. 332).
За счет взаимосвязи отличительных признаков как между собой, так и с известными признаками возникает новая совокупность существенных пpизнаков, которая как совокупность неизвестна сама по себе, а использование такой совокупности обеспечивает появление у нее нового свойства, которого нет как у отличительных признаков, взятых отдельно, так и в прототипе.
Новое свойство, заключающееся в повышении производительности, технически неосуществимо без связи отличительных признаков с известными признаками.
Прототип также не обладает этим свойством, как это доказано выше.
На основании изложенного можно сделать вывод, что заявляемая новая совокупность существенных признаков, отличительные признаки которой соответствуют критерию "существенные отличия".
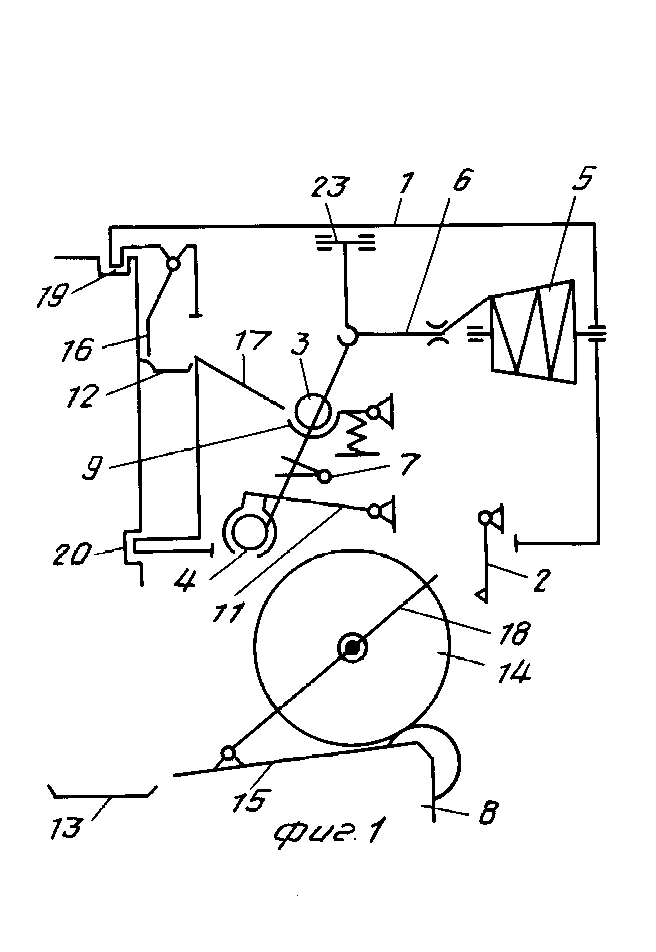
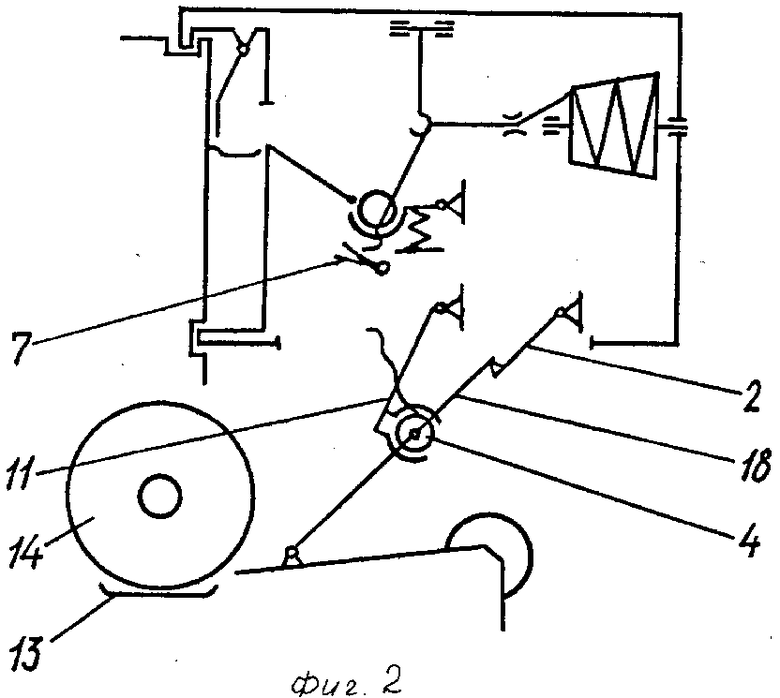
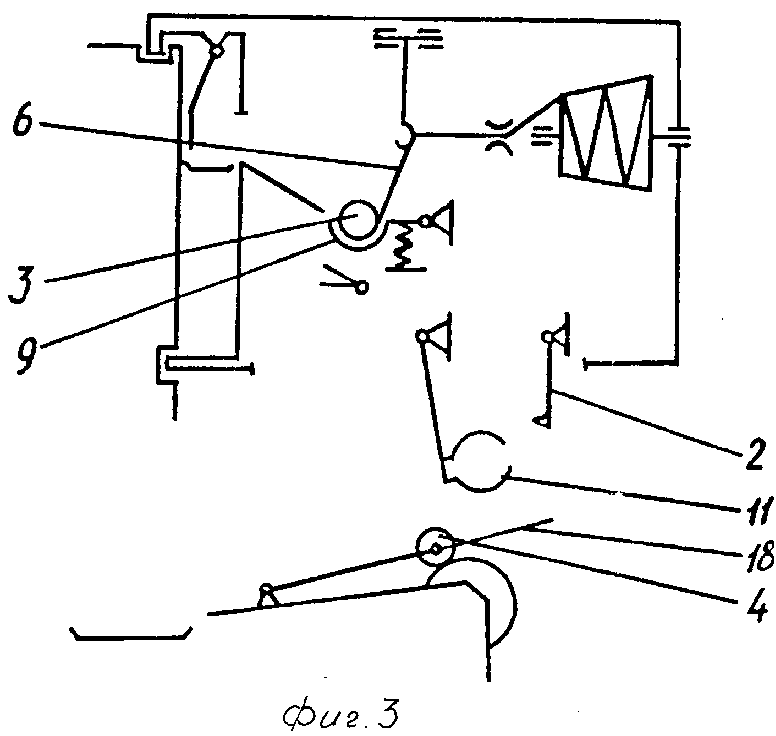
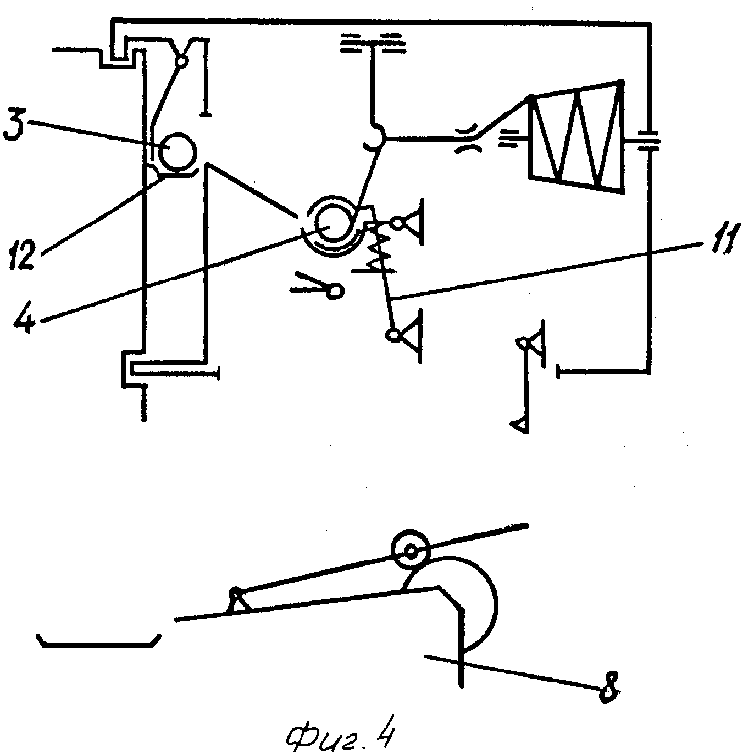
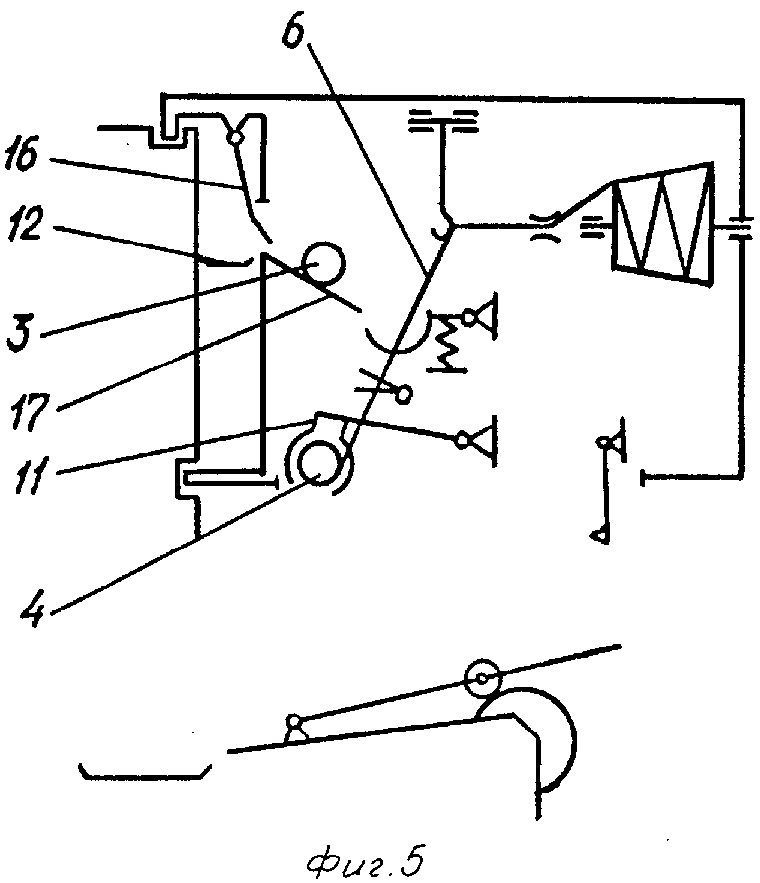
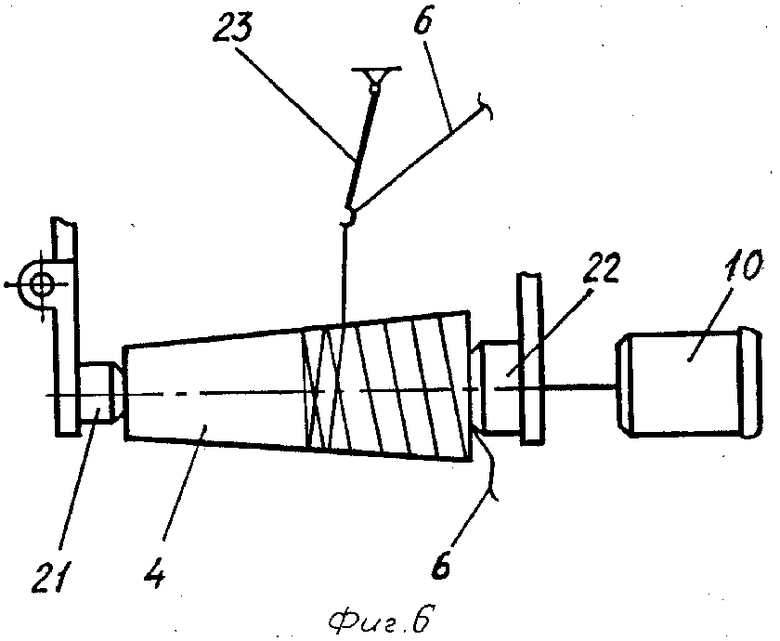
На фиг. 1 изображено положение составных частей устройства перед началом замены паковки гильзой; на фиг. 2, 3, 4 и 5 - положение составных частей в различных фазах замены паковки; на фиг. 6 - гильза в процессе подмотки нити.
Устройство состоит из подвижного корпуса 1, рычага 2, гильзы 3, гильзы 4 с подмотанной нитью, резервной паковки 5 с запасом нити 6, ножниц 7, мотальной головки 8, зажима 9 с приводом 10, рычага 11. Конвейер 12 служит для доставки гильз 3 к устройству, конвейер 13 - для удаления наработанных паковок 14 от мотальной головки 8. На конвейер 13 паковки 14 попадают по скату 15. Дефлектор 16 и скат 17 предназначены для перемещения гильзы 3 с конвейера 12 к зажиму 9. Паковкодержатель 18 служит для закрепления гильз и паковок на мотальной головке. Направляющие 19 и 20 предназначены для перемещения устройства вдоль мотального автомата. Оправки 21 и 22 служат для фиксации гильзы в зажиме, нитеводитель 23 - для укладки нити при ее подмотке.
Устройство работает следующим образом.
После наработки паковки 14 датчик (не показан) мотальной головки 8 подает сигнал в систему управления. По команде последней устройство перемещается по направляющим 19 и 20 вдоль мотального автомата и останавливается над мотальной головкой, подавшей сигнал. Система управления и мотальная головка представляет собой самостоятельные технические решения. Составные части устройства занимают положение, показанное на фиг. 1.
Рычаг 2, поворачиваясь по часовой стрелке, приподнимает паковкодержатель 18 и, разжимая его оправки (не показаны), освобождают наработанную паковку 14, которая по скату 15 попадает на конвейер 13 и удаляется от мотальной головки. Ножницы 7 перерезают нить 6, после чего рычаг 11, поворачиваясь против часовой стрелки, вставляет гильзу 4 с подмотанной нитью в оправки паковкодерджателя 18. Составные части устройства занимают положение, показанное на фиг. 2.
После этого рычаг 2, поворачиваясь против часовой стрелки в исходное положение, освобождает паковкодержатель 18, который опускается в рабочее положение, при этом гильза 4 зажата в оправках паковкодержателя 18. Рычаг 11 поворачивается против часовой стрелки. Составные части устройства занимают положение, показанное на фиг. 3.
Одновременно с этой операцией происходит подмотка нити 6 на гильзу 3, находящуюся в зажиме 9, причем нить при подмотке укладывается с помощью нитеводителя 23. По сигналу от датчика конвейер 12 подает к устройству гильзу 3, рычаг 11, повернувшись против часовой стрелки, захватывает гильзу 4 с подмотанной нитью, находящуюся в зажиме 9, мотальная головка 8 начинает намотку нити на гильзу, находящуюся в паковкодержателе. Составные части устройства занимают положение, показанное на фиг. 4.
Затем рычаг 11, захвативший гильзу 4, удаляет ее из зажима 9, дефлектор 16 сталкивает гильзу 3 с конвейера 12 на скат 17. Составные части устройства занимают положение, показанное на фиг. 5.
После попадания гильзы 3 в зажим 9 цикл замены паковки гильзой завершен. Устройство готово к перемещению и замене наработанной паковки на мотальной головке. При этом после фиксации гильзы 3 в оправках 21 и 22 зажима 9 нить 6 прижимается оправкой 22 к гильзе 3, как показано на фиг. 6, что гарантирует удержание конца нити на гильзе и препятствует ее соскальзыванию. Это является существенным, т. к. подмотка нити на гильзу ведется на режимах, отличающихся от режимов перематывания нити на паковку. Так, длина подматываемой нити составляет около 0,001 длины нити, наматываемой на паковку, усилия натяжения и угол подмотки отличаются от рабочих при перематывании нити, кроме того, при подмотке нить укладывается на 1/2 длины образующей гильзы.
В условиях работы в мотальных автоматах применение предлагаемого устройства позволяет повысить производительность труда, что особенно важно в силу того, что в современных мотальных автоматах количество мотальных головок составляет от 24 до 60, т. е. велика вероятность отключения от одной до нескольких мотальных головок из-за обрыва нити при подмотке начальных витков на гильзу. При возникновении такой ситуации на мотальных автоматах необходимо вмешательство обслуживающего персонала, заключающееся в ручной подаче нити с початка к гильзе, находящейся в паковкодержателе. В предлагаемом решении работа устройства будет происходить без вмешательства обслуживающего персонала, что позволит повысить производительность. Предлагаемое устройство вписывается в конструкцию существующих мотальных автоматов и не требует их переделок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замены паковок на машине для намотки длинномерного материала | 1979 |
|
SU950645A1 |
| Устройство для съема паковок на текстильной машине | 1990 |
|
SU1776704A1 |
| Установка для получения пряжи из ленты с раздельными процессами кручения и намотки | 1965 |
|
SU475877A1 |
| Намоточная машина | 1981 |
|
SU988731A1 |
| Мотальная машина | 1980 |
|
SU1030288A1 |
| Устройство для съема паковок на текстильной машине, преимущественно пневмомеханической прядильной машине | 1988 |
|
SU1671747A1 |
| Способ перезаправки мотального механизма и устройство для его осуществления | 1985 |
|
SU1418240A1 |
| Перемоточная машина для наработки стоговидных паковок | 1976 |
|
SU772965A1 |
| Механизм съема паковок с мотальных машин с двухместными паковкодержателями | 1981 |
|
SU1011482A1 |
| Устройство для съема паковок на текстильной машине, преимущественно пневмомеханической прядильной машине | 1990 |
|
SU1784674A1 |
Использование: в текстильной промышленности при замене наработанных паковок нитевидного материала гильзами в мотальных автоматах. Сущность изобретения: способ обеспечивает совмещение во времени разнотипных операций, производимых как с паковкой, так и с гильзами, и повышение автоматизации процесса перемотки. Для этого устройство снабжено подвижным корпусом 1, рычагами 2 и 11, гильзами 3 и 4, резервной паковкой 5 с запасом нити, ножницами 7 и зажимом 9 с приводом, смонтированным в подвижном корпусе 1. Зажим 9 с приводом расположен между резервной паковкой 5 с запасом нити и паковкодержателем 18 мотальной головки 8 с возможностью удаления гильзы 4 с поднамотанной нитью 6 из зажима 9 и последующей установки гильзы в паковкодержатель 18 мотальной головки 8, например, с помощью рычага 11. Привод расположен вне зоны перемещения гильз и паковок. Устройство может быть снабжено дефлектором 16 и скатом 17 для перемещения гильзы 3 к зажиму 9. 2 с. п. ф-лы, 6 ил.