(54) НАМОТОЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая мотальная машина | 1978 |
|
SU895868A1 |
| Автоматическая мотальная машина | 1988 |
|
SU1650548A1 |
| Устройство для замены паковок на машине для намотки длинномерного материала | 1979 |
|
SU950645A1 |
| Устройство для перезаправки револьверной мотальной головки | 1987 |
|
SU1461740A2 |
| Устройство для непрерывной намотки текстильных паковок | 1990 |
|
SU1784030A3 |
| Устройство для непрерывной намотки текстильных паковок | 1989 |
|
SU1715702A1 |
| Мотальная машина | 1990 |
|
SU1720976A1 |
| Устройство для непрерывной намотки текстильных паковок | 1989 |
|
SU1646969A1 |
| Устройство для перезарядки автоматической мотальной машины | 1983 |
|
SU1146268A1 |
| Устройство для непрерывной намотки нити | 1982 |
|
SU1110733A1 |

1
Изобретение относится к намотке нитей, волокон, лент, шнуров и других нитевидных материалов на опоры типа катушек, бобин, копе и т. д., а именно к мотал ным механизмам с револьверными головками.
Известны намоточные машины, содержаш,ие фрикционный цилиндр, нитераскладчик и снабженную двумя (или несколькими) бобинодержателями револьверную головку с механизмом .ее поворота и фиксации в рабочем положении. При перезаправке механизма враш,ением револьверной гоголовки выводят из рабочей зоны бобинод,ержатель с полной паковкой и вводят в работу очередной бобинодержатель с пустой бобиной. Одновременно осуществляется перевод наматываемой нити из полной паковки на пустую бобину. После этого полную паковку удаляют с рабочего бобинодержателя и вместо нее устанавливают пустую бобину. Данные машины обеспечивают непрерывную намотку нити и автоматическую замену полных паковок пус,тыми бобинами.
Система перезаправки в этой машине выполнена в виде транспортёра, размещенного вдоль фронта обслуживания и снабженного гнездами для бобин. На одном конце транспортера размещена станция поштучной выдачи бобин в гнезда транспортера, а на другом -станция сортировки и удаления паковок. Каждый мотальный меха5 низм содержит перегружатель пакЙ1Вок из гнезд транспортера на бобинодержатели и обратно 1.
Однако подобные перезаправочные устройства характеризуются значительными
.Q габаритами, конструктивной сложностью и ненадежностью в работе.
Наиболее -близкой к изобретению является намоточная машина, содержащая ряд последовательно установленных друг за другом мотальных механизмов, каждый из
15 которых имеет-ниТераскладчик, поворотную револьверную головку и механизм замены паковок, включающий размещенный вдоль фронта обслуживания машины транспортер с консольно закрепленными паковкодержателями и смонтированные у -каждого мо20тального механизма перегружатели паковок 2.
Недостатком известной намоточной машины является большой шаг между рабочими местами, котоый должен быть не
меньшим, чем сумма диаметров двух намоточных паковок, так как в противном случае при повороте, револьверной головки полная паковка задевает за паковку соседнего мотального механизма. Большой шаг между рабочими местами определяет значительные габариты машины по ее фронту и, кроме того, сказывается на габаритах транспортера и накопителя готовых паковок. Но главное неудобство, вытекаюшее из большого шага между рабочими местами, заключается в том, что накопитель должен иметь такой же большой шаг между гнездами. Следовательно, накопитель не может быть использован в качестве шпулярника для машин на дальнейших операциях обработки нити, т. е. требуется либо перегрузка паковок из накопителя на шпулярник, либо увеличение размеров шпулярника до шага между гнездами, равного шагу между рабочими местами машины.
Цель изобретения - уменьшение габаритов машины.
Цель достигается тем, что намоточная машина содержащая ряд последовательно установленнь1х друг за другом мотальных механизмов, каждый из которых имеет нитераскладчик и поворотную револьверную головку, и механизм замены паковок, включак)щий размеш,енный вдоль фронта обслуживания машины транспортер с консольно закрепленными паковкодержателями и смонтированные у каждого мотального механизма перегружатели паковок, имеет вертикальные направляющие, в которых установ,лены мотальные механизмы, а каждый мотальный механизм имеет привод его возвратно-поступательного перемещения вдоль направляющих и фиксаторы крайних положений.
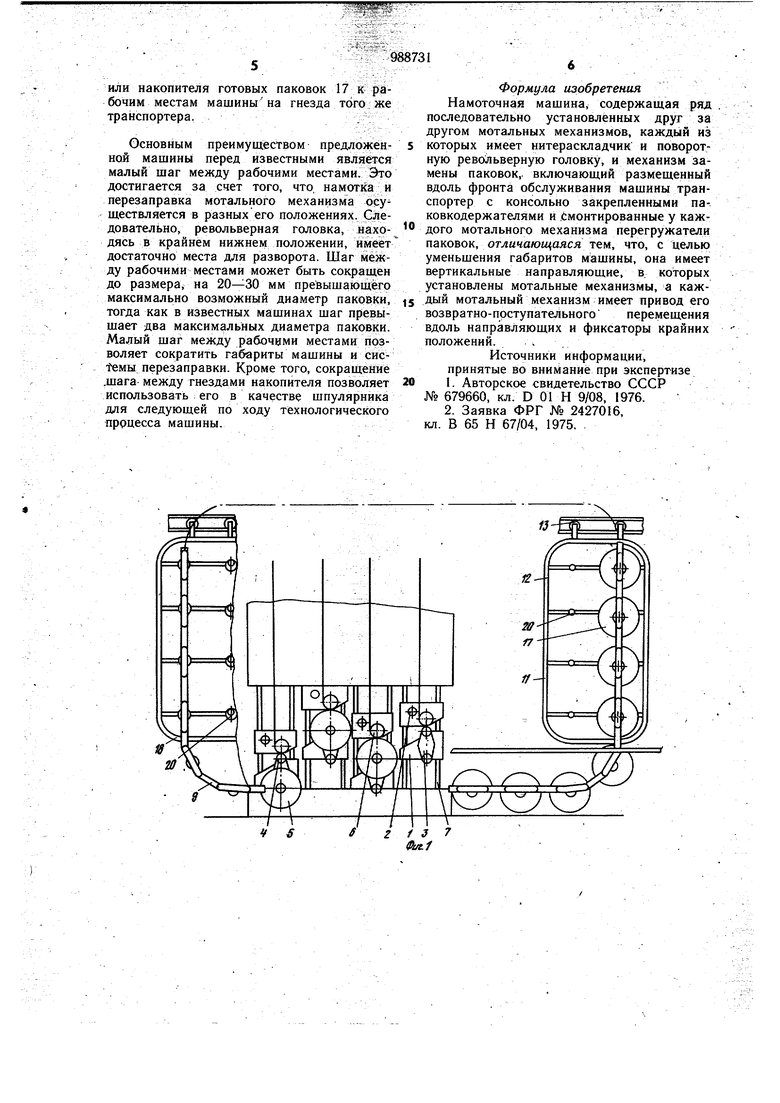
На фиг. 1 изображена машина со стороны фронта обслуживания, общий вид; на фиг. 2 - то же, вид слева; на фиг. 3 - схема расположения мотальных механизмов в рабочем положении и положении перезаправки.
Намоточная машина содержит основание, на котором последовательно друг за другом размещен ряд мотальных механизмов 1. Каждый мотальный механизм содержит нитераскладчик 2 и поворотную револьверную головку 3 с двумя паковкодержателями 4 и 5. В случае фрикционной схемы намотки мотальный механизм содержит фрикционный цилиндр 6 с системой его к рабочему паковкодёржателю револьверной головки, выполненной в виде любой известной конструкции. Каждый мота ьный механизм установлен в вертикальных направляющих 7, снабжен приводом поступательного перемещения вдоль них, в виде пневмоцилиндра 8 рычажной системы, реечного механизма и т. -д., и фиксаторами крайнего верхнего и крайнего нижнего положений. Вдоль фронта обслуживания машины размещен вертикально замкнутый транспортер 9 с паковкодержателями 10. Против правой (со стороны фронта обслуживания) ветви конвейера размещен накопитель 11 паковок, выполненный в виде рамы, снабженный штырями 12 и роликами 13. Каждый мотальный механизм снабжен переталкивателем 14 паковок с,паковкодержателем револьверной головки на паковкодержатели транспортера и переталкивателем 15 паковок с паковкодержателей транспортера на паковкодержатели револьверной головки. Аналогичным переталкивателем 16 снабжен накопитель готовых паковок 17. Против левой ветви транспортера может быть расположен накопитель 18 с паковками 19 на штырях 12 и переталкиватель 20 или станция поштучной выдачи паковрк на транспортер.
Намотка паковок осуществляется аналогично на-каждом мотальном механизме. Рабочим положением мотального механизма 1 является его крайнее верхнее положение, определяемое ходом поршня пневмоцилиндра. В этом положении нить наматывается на вращающийся паковкодержатель 5, а возвратно-поступательное движение нити вдоль паковки обеспечивается нитераскладчиком 2. Паковкодержатель может получать вращение непосредственно от привода либо от прижатого к нему вращающегося фрикционного цилиндра 6. После наработки полной паковки 17 мотальный механизм опускается по направляющим 7 в крайнее нижнее положение. В этом положении револьверная головка 3 разворачивается на 180° и в рабочее положение становится пустой Паковкодержатель 4, а паковкодержатель 5 с паковкой - в нерабочее положение. В момент разворота револьверной головки нить перебрасывается с полной паковки на пустой Паковкодержатель и намотка продолжается. В этом состоянии мотальный механизм готов осуществлять очередной цикл намотки. После разворота головки и переброса нити переталкиватель 14 передвигает полную паковку с паковкодержателя 5 револьверной головки на паковкодержатель 10 транспортера 9. Далее полная паковка 17 переносится транспортером к вертикальной ветви, где она посредством -переталкивателя 16 передвигается на штыри 12 накопителя 11. В это время происходит переталкивание пустых паковок из накопителя на транспортер и после его очередного перемещения с паковкодержателей транспортера на освободившийся Паковкодержатель мотального механизма посредством переталкивателя 15. Затем мотальный механизм возвращается в крайнее верхнее положение, где осуществляется полный цикл намотки паковок. Пустые паковки доставляются от станции поштучной выдачи
или накопителя готовых паковок 17 к рабочим местам машинына гнезда транспортера.
Основным преимуществом предложенной машины перед известными является малый шаг между рабочими местами. Это достигается за счет того, что. намотка и перезаправка мотального механизма осуществляется в разных его положениях. Следовательно, револьверная головка, лаходясь в крайнем нижнем положении, имеет достаточно места для разворота. Шаг между рабочими местами может быть сокращен до размера, на мм превышающего максимально возможный диаметр паковки, тогда как в известных мащинах шаг превышает два максимальных диаметра паковки. Малый шаг между рабочими местами позволяет сократить габариты машины и сисteмы перезаправки. Кроме того, сокращение .шага между гнездами накопителя позволяет использовать его в качестве шпулярника для следующей по ходу технологического процесса машины.
Формула изобретения Намоточная машина, содержащая ряд последовательно установленных друг за другом мотальных механизмов, каждый из которых имеет нитераскладчнк и поворотную револьверную головку, и механизм замены паковок,, включающий размещенный вдоль фронта обслуживания машины транспортер с консольно закрепленными паковкодержателями и .Смонтированные у каждого мотального механизма перегружатели паковок, отличающаяся тем, что, с целью уменьшения габаритов машины, она имеет вертикальные направляющие, в. которых установлены мотальные механизмы, а каждый мотальный механизм имеет привод его возвратно-поступательного перемещения вдоль направляющих и фиксаторы крайних положений.
Источники информации, принятые во внимание при экспертизе
3
о /7 fff
IS .2.
