Изобретение относится к электрохимической обработке полостей длинномерных изделий, преимущественно труб с внутренними диаметрами 3-8 при электрохимическом полировании и нанесении гальванических покрытий и может быть использовано в металлургии, машиностроении и радиотехнической промышленности.
Известны устройства для электрохимического полирования труб, перемещаемых относительно неподвижного перфорированного катода, к которому подведен ток по трубе, электроизолированной снаружи. По этой трубе под давлением в полость обрабатываемой трубы подается электролит (Липкин Я. Н. , Штанько В. М. Химическая и электрохимическая обработка стальных труб. Изд. 2-е М. : Металлургия, 1982, с. 256). Эти устройства применяются в промышленности для обработки труб с внутренним диаметром не менее 8 мм, так как при меньших диаметрах через трубчатый токоподвод очень сложно подвести рабочие токи.
Кроме того, к недостаткам этих известных устройств следует отнести их большую длину, трудности со сливом кислого электролита из концов перемещаемых на большой длине труб и невозможность применения для обработки полостей неровных труб или труб с криволинейными участками.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для электрохимической обработки полостей длинномерных изделий. Это устройство со средствами подвода электролита и крепления обрабатываемого изделия с токоподводами к нему, с перемещаемым электродом, который жестко связан с гибким сплошным в поперечном сечении токоподводом с охватывающими его изоляторами, взяток в качестве прототипа, обеспечивает обработку прямолинейных и криволинейных полостей, имеет малы габариты и компактные средства вентиляции и перемещения электродов.
Недостатками прототипа являются:
ограниченная длина обрабатываемой полости из-за нагрева гибких токоподводов, при рабочих плотностях тока;
низкая производительность обработки из-за трудностей подачи больших токов для создания на участке электрода высоких плотностей тока, необходимых для реализации процессов и из-за длинного хода (пути) перемещаемого электрода внутри полости в процессе обработки;
недостаточная длина обрабатываемой полости из-за заметной локальной коррозии в связи с длительным пребыванием в проточном электролите без тока или при малых плотностях тока за счет рассеивающей способности электролита вдали от зоны основного действия электрода в данный момент.
При электрохимическом полировании это приводит к потере блеска на отдельных участках (особенно на одном из концов полости), при нанесении гальванических покрытий - к локальной неравномерности толщины осадка.
Целью изобретения является уменьшение длины перемещения электродов и увеличение длины обрабатываемых изделий.
Это достигается тем, что устройство для электрохимической обработки полостей длинномерных изделий, содержащее стационарно установленные средства крепления изделий к токоподводам и прокачки электролита через полость, электрод с гибким токоподводом, имеющим электроизоляцию и связанный с механизмами перемещения при возможности изменения направления, согласно изобретению содержит не менее трех электродов, установленных на одинаковом расстоянии, равном или кратном длине перемещения, и связанных между собой и со средствами перемещения изолированными токоподводами, а также содержит второй механизм перемещения электродов (расположены с двух сторон изделия) и сцепку механической и электрической взаимосвязи электродов, приводов и источников постоянного тока, причем механизмы перемещения электродов расположены с обоих торцов полости.
Содержание в предлагаемом устройстве не менее трех электродов, установленных на одинаковом расстоянии, равном или кратном длине перемещения и связанных между собой и со средствами перемещения изолированными токоподводами позволяет достичь уменьшения хода (пути) электродов, увеличения общей поверхности электродов и подводимого тока, уменьшения нагрева подводящих гибких токоподводов в связи с уменьшением индуктивного сопротивления проводов (меньшее количество витков, наматываемых на приводные барабаны) и как следствие увеличить производительность установки.
Применение двух электродов, располагаемых на расстоянии друг от друга, равном половине длины обрабатываемой полости, могло бы лишь незначительно (не более, чем вдвое) уменьшить время непосредственной электрохимической обработки под током. Применение же не менее трех электродов позволяет получить значительный эффект - существенное снижение пути электродов и времени непосредственно электрохимической обработки.
Расстояние между электродами, равное или кратное длине их перемещения в процессе обработки, позволяет обеспечить равномерность обработки по всей длине покрытия без необработанных участков. Кратное длине расстояние позволяет проводить обработку при перемещении электродов сразу на две, три и т. д. (кратные) длины и применять 4,5 и более электродов в зависимости от целей обработки, длины и криволинейности обрабатываемого изделия.
Этим признаком достигается также исключение локальных матовых участков благодаря уменьшению коррозии поверхности изделий в проточном горячем электролите (при меньшей общей длительности обработки и пребывания поверхности без поляризации или при поляризации токами меньшими, чем рабочие), позволяет увеличить длину обрабатываемых изделий.
Введение второго механизма перемещения электродов позволяет расположить их с двух сторон изделия, а дополнительно введенная сцепка осуществлять механическую и электрическую взаимосвязь электродов, приводов и источников постоянного тока. Этим достигается возможность увеличения подводимого к электродам тока (по двум гибким токоподводам - с двух сторон - при большем сечении), что позволяет увеличить производительность установки и длину обрабатываемого изделия.
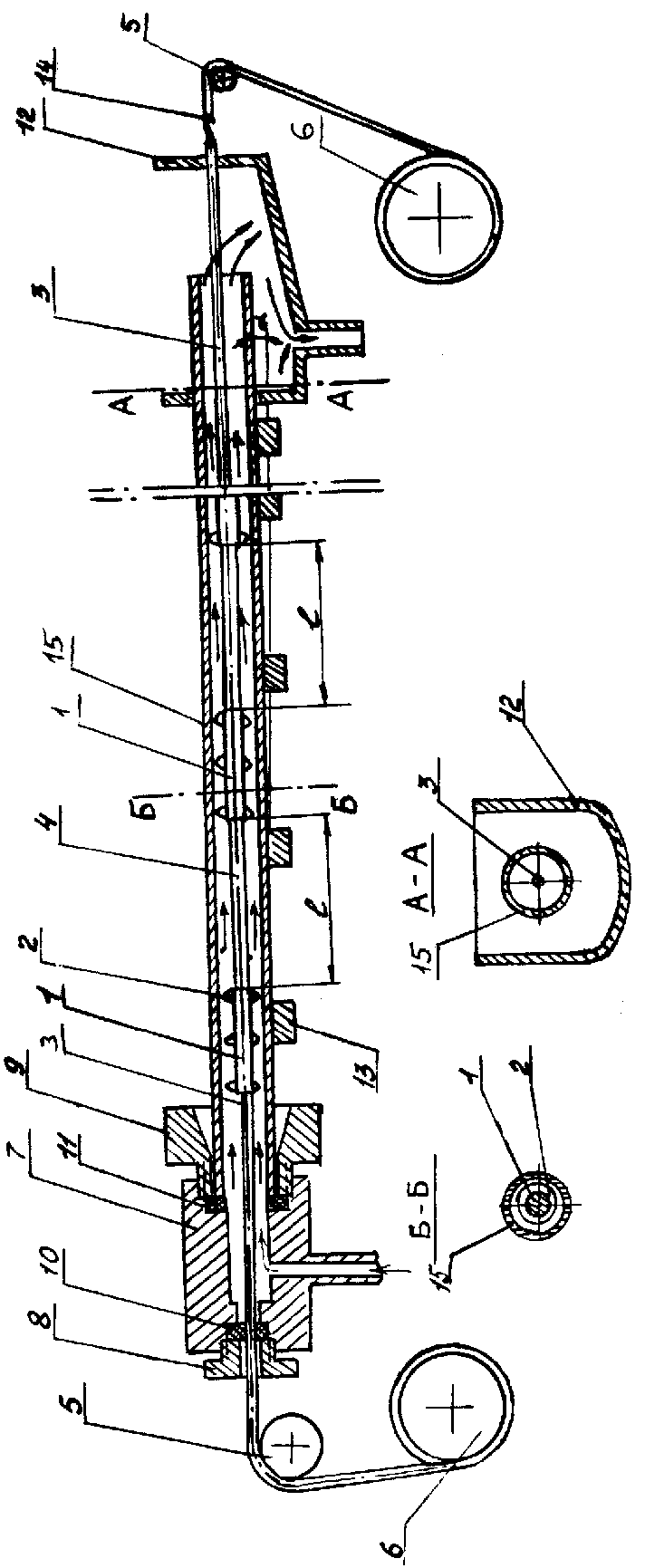
На чертеже представлено предлагаемое устройство для электрохимической обработки полостей длинномерных изделий, общий вид.
Устройство содержит электроды 1 с изоляторами 2, гибкие изолированные токоподводы 3 с двух сторон и часть утолщенных токоподводов 4 между электродами, два блока 5 и барабана 6 с приводами, корпус держателя 7 с каналом для подачи электролита с зажимными гайками 8 и 9 и резиновыми прокладками 10 и 11, сливной желоб 12, токоподводы-ложементы 13 с прижимными пружинами (на чертеже не показаны), сцепку 14 механической и электрической взаимосвязи, а также насос с емкостью и средства подвода через барабаны 6 и регулирования постоянного тока.
Устройство работает следующим образом.
Изделие с длинномерной полостью (труба) 15 с предварительно протянутой через нее монтажной проволокой устанавливается на токоподводы-ложементы 13. В полость вводится часть разъемной сцепки механической и электрической взаимосвязи, которая заранее привязывается к монтажной проволоке слева. Монтажной проволокой протягивают через полость изделия 15 слева направо систему токоподводов 3 и 4 с электродами 1 и левой частью сцепки 14. Монтажную проволоку отвязывают, изделие 15 уплотняют гайкой 9 с прокладкой 11, соединяют обе части сцепки 14, прижимают изделие к токоподводам-ложементам 13 прижимными пружинами.
Возможны и другие способы протягивания системы электродов через полость. Например, в случае обработки изделий из немагнитных материалов (нержавеющей стали и др. ) можно к части сцепки 14 временно (на период протаскивания системы электродов) присоединять сцепку из магнитного материала и протащить с нею через полость систему электродов с помощью перемещаемых вдоль полости слева-направо магнитов (электромагнитов).
Возможны варианты с двумя сцепками, когда изделие устанавливают на устройство с уже заправленной в полость системой токоподводов и электродов. В этом случае сцепки 14 устанавливаются с обеих сторон.
Все электроды 1 первоначально устанавливаются на крайне правую позицию, правый электрод находится у правого торца полости или на одну треть длины электрода выходит из торца.
После включения насоса подачи электролита включают подвод тока одного знака к токоподводам-ложементам 13 через шины и другого знака - к электродам 10, например через барабан 6.
При электрохимическом полировании к обрабатываемому изделию (токоподводами - ложементами 13) подводят "+" (анодная обработка), а к электродам 1 "-". В случае нанесения гальванических покрытий, наоборот (к изделию 15 "-", а к электроду 1 "+").
После включения подвода тока включают приводы барабанов 6 и электроды перемещаются на расстояние l (расстояние между электродами) или на кратное l расстояние - 2l или 3 l. За это время производится электрохимическая обработка. Движение электродов прекращается автоматически или автоматически изменяется направление движения электродов при частичном входе левого электрода в полость корпуса держателя 7.
Автоматическую остановку движения электродов или изменение направления их движения осуществляют, например, с помощью датчиков с фотоэлементами от светового сигнала с крайних электродов 1 или с помощью катушек генераторов сигналов при установке на крайних электродах сигнальных колец из металла с отличающимися магнитными свойствами.
Обработка полости может проводиться с одним (прямым) ходом, с двумя (прямым и обратным) ходами, с тремя или четырьмя ходами, с ходами кратных длин (2l, 3l и т. д. ) в зависимости от задаваемых программ.
После окончания процесса (автоматической остановки движения системы электродов 1) включают подвод тока и насос подачи электролита и электролит частично выливается из полости в емкость через корпус держателя 7 за счет уклона изделия (например 1: 10) в его сторону. Окончательный слив электролита из полости изделия производится через сливной желоб 12 после отвода прижимных пружин токоподводов - ложементов 13, разделения сцепки 14, отвинчивания гайки 9, извлечение левой стороны изделия из прокладки 11 и подъема левого конца изделия. Из полости извлекается система электродов и изделие снимают для промывания вне устройства. Положение электродов 1 внутри полости фиксируется с помощью изоляторов 2. Расстояние l задается при изготовлении системы с электродами и гибкими токоподводами, его не контролируют в процессе обработки. Электроды 1 с токоподводами 3 и 4 соединяют пайкой.
Предлагаемое техническое решение опробовано при электрохимическом полировании внутренней полости труб диаметром 6х1 мм и 8х1 мм из нержавеющих сталей марок Х18Н10Т и 02Х18НО11 длиной 4 с двумя электродами 1 и 6 м при разных режимах обработки - при скоростях движения трех электродов от 150 до 400 мм/мин, длинах каждого электрода от 55 до 110 мм, длине хода (и расстоянии между электродами) - 2000 мм при прямом и обратном ходе под током, с температурой электролита 55-85оС. Гибкие токоподводы из провода марки МС-16-13 применяли с сечением 0,2 и 0,35 мм2 в зависимости от диаметра обрабатываемых труб. Плотности тока на обрабатываемой полости у электродов достигали 60-80 А/дм2. Применяли электролит состава, мас. % : ортофосфорной кислоты Н3РО4 60; серной кислоты H2SO4 20; воды 20.
При исходной поверхности с показателем шероховатости Ra 0,28-0,48 мкм после обработки получен показатель шероховатости в пределах Rа = 0,06-0,26 мкм.
В устройстве по прототипу при длине электрохимполируемых труб диаметром 8х1 мм более 1,5 м, диаметром 6х1 мм более 1 м вообще не удавалось получить блестящую поверхность, так как не удавалось достичь плотности анодного тока более 15-18 А/дм2.
В случае использования изолированных гибких токоподводов со сплошным сечением и с подачей к перемещаемому электроду тока с обеих сторон с созданием замкнутой системы по току при прокачке электролита через уплотненный торец трубы удалось получить удовлетворительное качество электрохимполированной поверхности, но при ограниченной длине труб. При длине обрабатываемых труб диаметром 8х1 мм более 3,5 и 6х1 мм более 2,5-3 м отмечались у одного из торцов трубы матовые (без блеска) участки. Эти участки связаны с локальной коррозией стали в горячем циркулирующем электролите без тока или при очень малых плотностях тока за счет рассеивающей способности электролита (в области потенциалов активного растворения). Длительность одного хода трубы составляла 6-12 мин и более. При этом для получения необходимого качества обработки приходилось перемонтировать трубу после электрохимической полировки, разворачивать ее на 180о, снова монтировать и обрабатывать со стороны матового участка.
На обработку 1 пог. м трубы по прототипу затрачивали 12,5-14 мин, по изобретению - 5-6 мин, то по предлагаемому техническому решению производительность обработки увеличилась в 2,33-2,8 раза.
Увеличение производительности достигнуто за счет установки не менее трех электродов на одинаковом расстоянии между собой, равном или кратном длине перемещения, ввода токоподводов с двух сторон изделия, применения сцепки механической и электрической взаимосвязи электродов, приводов и источников постоянного тока, что позволило уменьшить ход электродов и, благодаря этому, сократить время обработки полости по всей длине, увеличить поверхность электродов и величину подводимого тока (анодной плотности тока) без нагрева токоподводов.
Подводимые токи в устройстве по предлагаемому техническому решению удалось увеличить до 13-18 А вместо 3,5-7А при устройстве с одним перемещаемым электродом.
Предлагаемое техническое решение может быть использовано при производстве труб диаметром 5х1 мм, 5х0,5 мм, 6х1 мм, 8х1 мм, 10х1,5 мм с повышенным требованием к качеству поверхности по шероховатости и с получением блестящей поверхности для транспортировки особочистых веществ в радиотехнической и др. отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 1992 |
|
RU2031982C1 |
| СПОСОБ ЭЛЕКТРОЛИЗА ВОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2034933C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ МЕДИЦИНСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2090663C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЗАЦИИ | 1992 |
|
RU2034577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| Устройство для электрохимической обработки полостей длинномерных изделий | 1976 |
|
SU718504A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ НЕСУЩЕЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И ДЛИННОМЕРНАЯ НЕСУЩАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2087655C1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРОФИЛЕЙ ТИПА ПОВЕРХНОСТЬ - РЕБРО | 1996 |
|
RU2105647C1 |
Сущность изобретения: устройство содержит стационарное средство крепления изделия, токоподвод к нему, канал для прокачки электролита, не менее трех электродов, снабженных изоляцией и связанных между собой и механизмом перемещения токоподводами, при этом электроды расположены друг от друга на расстоянии, равном или кратном длине перемещения электрода. Устройство содержит два механизма перемещения, расположенных по торцам обрабатываемой полости, и сцепку механической и электрической связи. 1 ил.
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОЛОСТЕЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащее стационарное средство крепления изделия, токоподвод к нему, канал для прокачки электролита, электрод с гибким токоподводом, снабженный изоляцией и связанный с первым механизмом перемещения, отличающееся тем, что оно содержит не менее трех электродов, связанных между собой токоподводами, и установленные друг от друга на расстоянии, равном или кратном длине перемещения электрода, сцепку механической и электрической взаимосвязи, а также второй механизм перемещения электродов, причем механизмы перемещения расположены по торцам обрабатываемой полости.
