1
Изобретение относится к области электрохимической обработки полостей длинномерных изделий преимущественно при электрохимической полировке и нанесении гальванических покрытий.
Известно устройство для электрохимической обработки полостей длинномерных изделий, содержащее стационарно установленные средства подвода электролита и средства крепления изделий с токоподводом к ним, а также электрод с токоподводом и средствами перемещения его внутри обрабатываемой полости {.
Недостатками известного устройства являются невозможность обработки в нем непрямолинейных полостей и невысокая производительность.
Целью изобретения является обеспечение возможности обработки непрямолинейных полостей и повышение производительности путем увеличения плотности подводимого к электроду тока.
Указанная цель достигается тем, что электрод жестко связан с токоподводом, выполненным гибким, сплошным в поперечном сечении и снабженньш охватывающими его изоляторами. , ;. :
На чертеже показана схема устройства
2
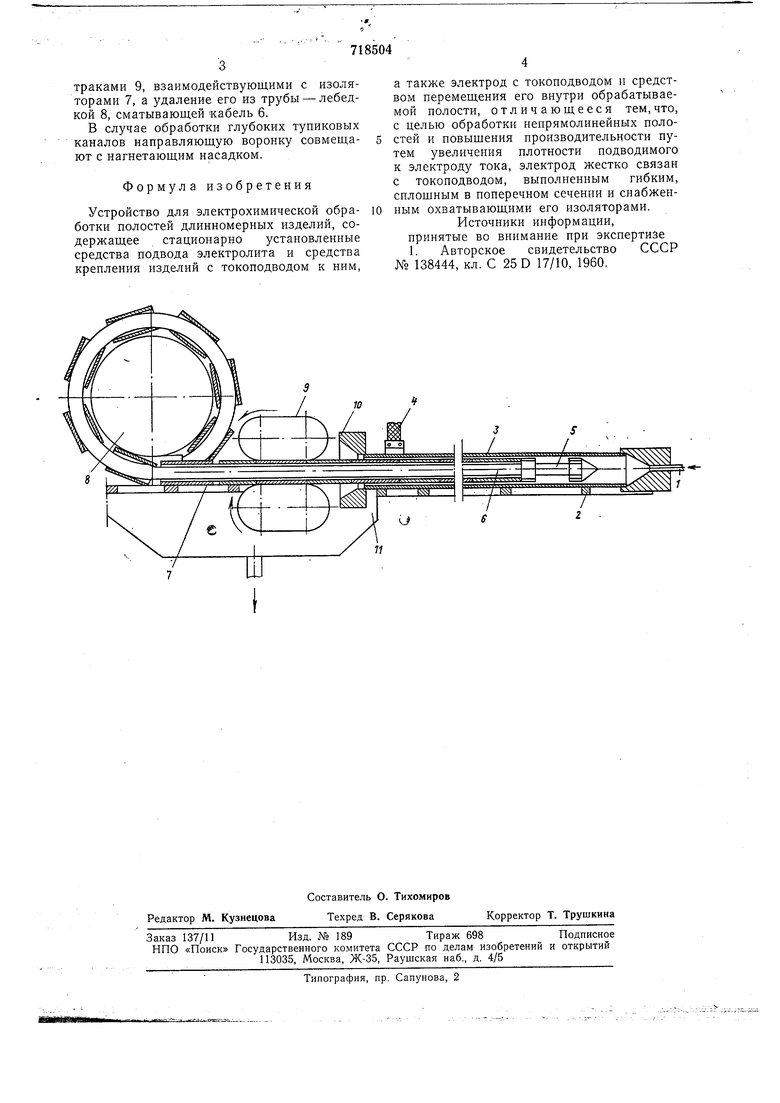
для электрохимической обработки полостей длинномерных изделий, выполненная согласно данному изобретению.
Устройство включает средство подвода электролита - нагнетающий насадок 1, средство 2 крепления (например, ложемент или ролики) обрабатываемого изделия 3, токоподвод 4, электрод 5 с токоподводом 6, выполненным Б виде гибкого кабеля, окруженного изоляторами 7, средство 8 перемещения электрода 5 внутри изделия 3, состоящее из лебедки и траков 9, направляющую воронку 10 и сливной желоб 11.
Устройство работает следующим образом.
Обрабатываемое изделие 3, например трубу, устанавливают на ложементы таким образом, что один ее торец упирается в направляющую воронку 10, а к другому торцу подсоединяют нагнетающий насадок 1. К трубе присоединяют токонодвод 4, с помощью траков 9 вводят в нее электрод 5, включают подачу раствора через насадок 1 и заполняют трубу 3 электролитом, который стекает в сливной желоб И.
При включении тока ведется процесс электрохимической обработки. Перемещение электрода 5 по трубе осуществляется
траками 9, взаимодействующими с изоляторами 7, а удаление его из трубы - лебедкой 8, сматывающей кабель б.
В случае обработки глубоких тупиковых каналов направляющую воронку совмещают с нагнетающим насадком.
Формула изобретения
Устройство для электрохимической обработки полостей длинномерных изделий, содержащее стационарно установленные средства подвода электролита и средства крепления изделий с токоподводом к ним,
а также электрод с токоподводом и средством перемещения его внутри обрабатываемой полости, отличающееся тем, что, с целью обработки непрямолинейных полостей и повышения производительности путем увеличения плотности подводимого к электроду тока, электрод жестко связан с токоподводом, выполненным гибким, сплошным в поперечном сечении и снабженным охватывающими его изоляторами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 138444, кл. С 25D 17/10, 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОЛОСТЕЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011696C1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Устройство для обработки внутренней поверхности длинномерных изделий | 1987 |
|
SU1458443A1 |
| Линия для электрохимической обработки внутренней поверхности труб и трубных изделий | 1988 |
|
SU1587079A1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| Устройство для электрохимической обработки длинномерных изделий | 1988 |
|
SU1585400A1 |
| Линия гальванической обработки внутренней поверхности труб | 1987 |
|
SU1447935A1 |
| Устройство для электрохимической обработки | 1972 |
|
SU650763A1 |
| Способ определения распределения плотности тока на поверхности длинномерного изделия | 1978 |
|
SU787494A1 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
