Изобретение относится к способам изготовления изделий из спрессованных древесных частиц, армированных плоскими упрочняющими элементами, и может быть использовано в деревоперерабатывающей, мебельной промышленности и других отраслях техники.
Известен способ изготовления многослойных изделий из спрессованных древесных частиц, например многослойных древесно-стружечных плит, включающий операции формирования прессуемого пакета путем послойной выкладки его слоев, холодную подпрессовку пакета и его горячее прессование (авт. св. N 1247292, МКИ B 27 N 3/06, N 1289688, МКИ B 27 N 3/02, 1985), Г. М. Шварцман. Производство древесно-стружечных плит. - М. : Лесная промышленность, 1977).
Этот способ прост и технологичен, легко поддается автоматизации, его эффективно применять для изготовления многослойных изделий, в которых слои представляют собой древесные частицы различной по величине фракции, или когда между слоями прокладывается бумажно-смоляная пленка. В этом случае неровность границы двух соседних слоев несущественно сказывается на прочности всего изделия.
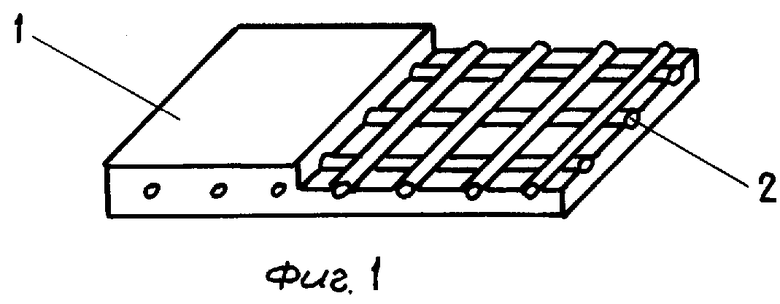
Однако в случае, когда один или несколько слоев представляют собой плоский армирующий элемент, выполненный, например, в виде армирующей сетки из металла перфорированного листа или тканого материала (фиг. 1-4), такой способ обладает существенным недостатком. Он заключается в том, что в процессе прессования из-за неровности по толщине исходного ковра, разброса размеров и различной ориентации древесных частиц, в пакете в процессе прессования происходит отклонение и искривление границы между слоями как в продольном, так и поперечном сечении изделия.
В том случае, если в качестве одного или нескольких слоев пакета уложен плоский армирующий элемент, то при подпрессовке и прессовании пакета его первоначальная форма искривится в плоскости прессования в продольном и поперечном направлении. Это приводит к тому, что изделие с плоским армирующим элементом снижает свои прочностные характеристики на 30-50% , особенно при статическом изгибе ( σи), сжатии ( σсж.) и растяжении ( σр) вдоль плоскости прессования.
Наблюдаемое на практике снижение прочностных характеристик объясняется тем, что плоский армирующий элемент в этом случае работает не только на растяжение и сжатие, но и на изгиб, образующийся из-за искривления его плоскости, а изгибные напряжения для тонкостенных плоских армирующих элементов наиболее опасны. Кроме того, возникают случаи не только потери прямолинейности плоского армирующего элемента, но и смещение параллельности его плоскости относительно плоскости изделия, что также снижает прочность изделия.
Известен также способ установки армирующих элементов, выполненных в виде полых труб, в прессуемом пакете, описанный в установке для изготовления многопустотных древесностружечных плит. Способ заключается в том, что полые трубы устанавливаются в пакете до его формирования и запрессовки механической системы стержней, на которые надеваются полые трубы. После запрессовки и отверждения пакета стержни выводятся из него.
Такой способ обеспечивает точную установку полых труб, однако требует сложной механической оснастки и применим для изделий армированных только полыми трубами.
Предлагаемое изобретение направлено на повышение точности установки армирующих элементов и сохранения их формы без применения специальной оснастки.
Для этого в известном способе изготовления армированных изделий из спрессованных древесных частиц с плоскими армирующими элементами, включающем формирование прессуемого пакета, его холодную подпрессовку и горячее прессование, предлагается:
- подпрессовку проводить для части пакета, включающей слои древесных частиц, заканчивающейся одним из слоев плоских армирующих элементов;
- затем дополнить пакет древесными частицами до расчетной толщины и проводить горячее прессование всего пакета.
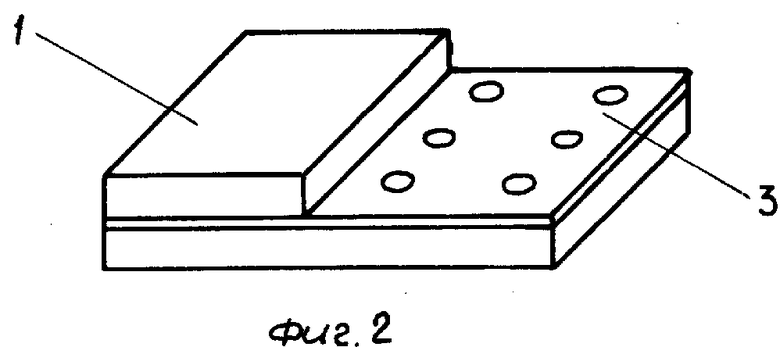
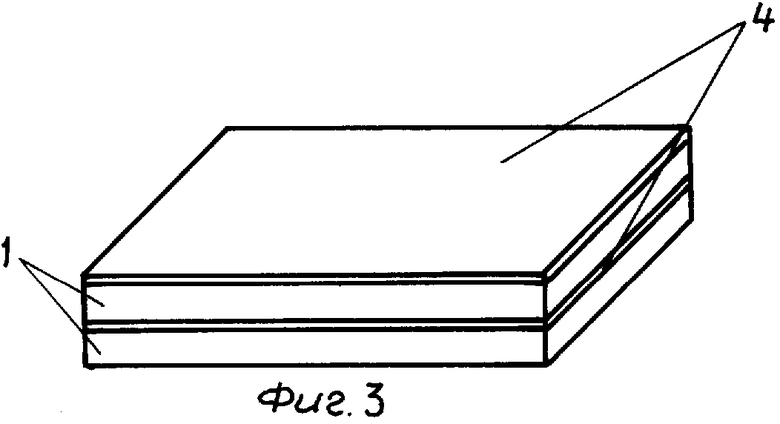
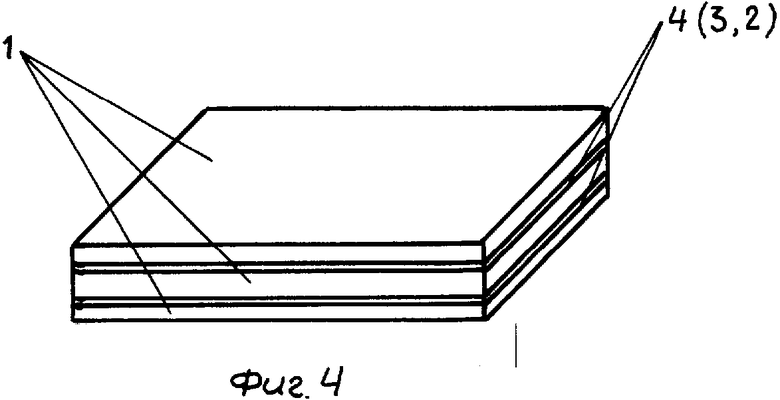
Сущность изобретения поясняется на примере изготовления плиты из спрессованных древесных частиц 1 армированной металлической сеткой 2 (фиг. 1), перфорированным листом 3 (фиг. 2) или тканым материалом 4 (фиг. 3, 4).
При изготовлении вышеуказанных изделий в соответствии с предлагаемым способом выполняются следующие операции.
На нижнюю плиту пресс-формы укладывается слой древесных частиц, смешанных со связующим веществом. В качестве связующего в данном примере использована фенолформальдегидная смола. Слой имеет рассчетную толщину. На этот слой укладывается слой армирующего элемента: сетка 2, перфорированный лист 3 или тканый материал 4 (фиг. 2). Затем производится холодная подпрессовка набранного пакета верхней плитой пресс-формы давлением 1-1,5 МПа ( ≈ 70% от величины давления горячего прессования) и выдерживается 5-10 с. После чего верхняя плита пресс-формы поднимается.
Армирующие элементы остаются на подпрессованной части пакета. Они расположены прямолинейно и в плоскости, параллельной плоскости основания пакета. Первоначальные искривления армирующего элемента, имеющиеся в свободном состоянии, выправляются (фиг. 2).
Затем на подпрессованный пакет укладывается второй слой древесных частиц, смешанный со связующим рассчетной толщины. На него укладывается второй слой армирующих элементов (фиг. 3). Производится вторичная холодная подпрессовка элементов (фиг. 3). Производится вторичная холодная подпрессовка пакета верхней плитой пресс-формы тем же давлением, по тому же режиму, что и первая.
Второй слой армирующих элементов остается на подпрессованной части пакета. Армирующие элементы второго слоя расположены прямолинейно и в плоскости, параллельной плоскости основания пакета и, следовательно, плоскости первого слоя армирующих элементов (фиг. 3).
После поднятия верхней плиты пресс-формы в пакет укладывается третий слой расчетной толщины древесных частиц, смешанных со связующим, и производится горячее прессование всего пакета (фиг. 4). Горячее прессование производится следующим образом. Плиты пресс-формы нагреваются до расчетной температуры (110-150оС) и смыкаются под давлением 1,5-2,0 МПа. В таком положении пакет выдерживается 10-12 мин (0,5 мин на 1 мм толщины отпрессованного пакета). В этих условиях происходит прогрев и отверждение связующего, которое смешано с древесными частицами. Обогрев плит пресс-формы отключается. Пакет выдерживается под давлением до остывания плит пресс-формы до температуры 50-60оС, после чего плиты размыкаются и отпрессованное изделие вынимается из пресс-формы. Возможно выгружение плит из пресс-формы сразу после окончания режима горячего прессования. Остывание плит в этом случае производится в штабелях отпрессованных изделий.
В отпрессованном изделии армирующие элементы (2, 3 и 4) расположены в плоскостях, параллельных нижней и верхней плоскости изделия, и между собой, имеет плоскую, неискривленную форму. Это позволяет избежать изгибающих моментов в армирующих элементах при основных видах нагружения - изгибе, растяжении и сжатии изделия параллельно его плоскости, что существенно повышает его прочность и несущую способность.
Аналогично выглядит процесс изготовления изделия, в котором применяется способ прессования древесных частиц без применения связующего (линоуглеводный древесный пластик). Параметры горячего прессования в этом случае составляют: давление 50-70 кгс/см2 и температура 160-180оС, время прессования выбирается из расчета 1,0-1,2 мин на 1 мм толщины готового изделия.
Предлагаемый способ опробован при изготовлении изделий типа плиты (двери и стеновые панели), полностью подтвердил свою технологичность и эффективность. Прочность полученных изделий близка к рассчетной и превосходит прочность изделий, изготовленных по известным способам, в 3-4 раза. Это обеспечивается тем, что повышается точность установки армирующих элементов и сохраняется их форма. В то же время не требуется сложной оснастки, аналогичной, предлагаемой в способе по авт. св. N 1242376.
На предприятии-заявителе подготовлено производство изделий из спрессованных древесных частиц, армированных плоскими элементами в соответствии с предлагаемым способом.
Способ прост, технологичен, не требует высокой квалификации рабочих, применение сложной технологической оснастки и дополнительного времени на подготовку производства, что позволяет получить при его реализации высокий технико-экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления строительных многослойных плит | 1990 |
|
SU1824311A1 |
| Способ прессования древесностружечных плит | 1980 |
|
SU856851A1 |
| Способ изготовления изделий с выступающими элементами на поверхности | 1980 |
|
SU885044A1 |
| Способ производства многослойных древесностружечных плит | 1980 |
|
SU908614A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЛЯЦИОННЫХ КОМПОЗИТНЫХ ПЛИТ ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ | 2010 |
|
RU2440234C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ И СОСТАВ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2336996C1 |
| Установка для изготовления армированных плит | 1981 |
|
SU954254A1 |
| МАТЕРИАЛ СТРОИТЕЛЬНЫХ ПЛИТ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2038966C1 |
Использование: в деревообработке для изготовления мебели. Сущность изобретения: способ предусматривает изготовление изделия из спрессованных древесных частиц. Формирование пакета с плоскими армирующими элементами проводят путем холодной подпрессовки и горячего прессования. При этом подпрессовку проводят для части пакета, включающего слой древесных частиц и заканчивающегося слоем плоского армирующего элемента. Затем пакет дополняют древесными частицами до расчетной толщины и проводят горячее прессование всего пакета. При изготовлении многослойных плит подпрессовку проводят для каждого слоя. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СПРЕССОВАННЫХ ДРЕВЕСНЫХ ЧАСТИЦ, включающий формирование прессуемого пакета с плоскими армирующими элементами, его холодную подпрессовку и горячее прессование, отличающийся тем, что подпрессовку проводят для части пакета, включающий слой древесных частиц и заканчивающейся слоем плоского армирующего элемента, затем дополняют пакет древесными частицами до расчетной толщины и проводят горячее прессование всего пакета.
