Изобретение относится к деревообрабатывающей промышленности и может быть использовано для производства древесного композиционного материала.
Известна линия для производства древесно-слоистого материала, состоящая из трех участков (Цимберов Л.К. Авторское свидетельство СССР №810486. Линия изготовления древесно-слоистого материала. М. Кл. B27D 1/00 / Л.К. Цимберов, Д.Г Чуевский, Б.М. Кудрявцев, И.И. Кручинка: заявитель и патентообладатель Центральный научно-исследовательский институт фанеры; заявл. 25.06.1979; опубл. 07.03.1981. Бюл. №9. - 2 с.).
Недостатками известной линии являются низкая производительность, недостаточная прочность древесных композиционных материалов при изгибе, поскольку при транспортировке стружечного пакета по транспортерам линии за счет вибраций происходит частичное осыпание стружки, приводящее к снижению плотности внутреннего слоя.
Задача изобретения - создание технологической линии для производства древесного композиционного материала, обеспечивающей повышение физико-механических характеристик готовой продукции, равномерное распределение древесных частиц во внутреннем слое, повышение производительности.
Поставленная техническая задача достигается тем, что в состав линии дополнительно введена формирующая машина, два пресса проходного типа для послойной холодной подпрессовки внутренних слоев на основе древесных частиц, наборный стол для укладки в пакет формируемого материала дополнительного центрального листа шпона, пьезотермообработка пакетов осуществляется в многопролетном прессе.
Существенным признаком, отличающим заявляемое техническое решение от прототипа, является то, что в состав линии дополнительно введена формирующая машина, два пресса проходного типа для послойной холодной подпрессовки внутренних слоев на основе древесных частиц, наборный стол для укладки в пакет формируемого материала дополнительного центрального листа шпона, пьезотермообработка пакетов осуществляется в многопролетном прессе.
Согласно основных положений теории сопротивления материалов, касательные напряжения сдвига на скалывание вдоль волокон достигают максимальных значений в нейтральной зоне, которая теоретически располагается посредине высоты сечения. Поэтому введение в конструкцию пакета древесного композиционного материала центрального листа шпона позволяет увеличить прочность при статическом изгибе.
Введение в состав линии прессов для послойной холодной подпрессовки внутренних слоев на основе древесных частиц позволяет повысить равномерность распределения древесных частиц, снизить разнотолщинность, коробление и отклонение центрального листа шпона от нейтральной линии, что способствует повышению физико-механических показателей древесного композиционного материала.
Введение дополнительной формирующей машины позволяет сделать линию поточной, то есть сформировать непрерывный конвейер формирования и прессования пакетов. Введение многопролетного пресса позволяет повысить производительность линии.
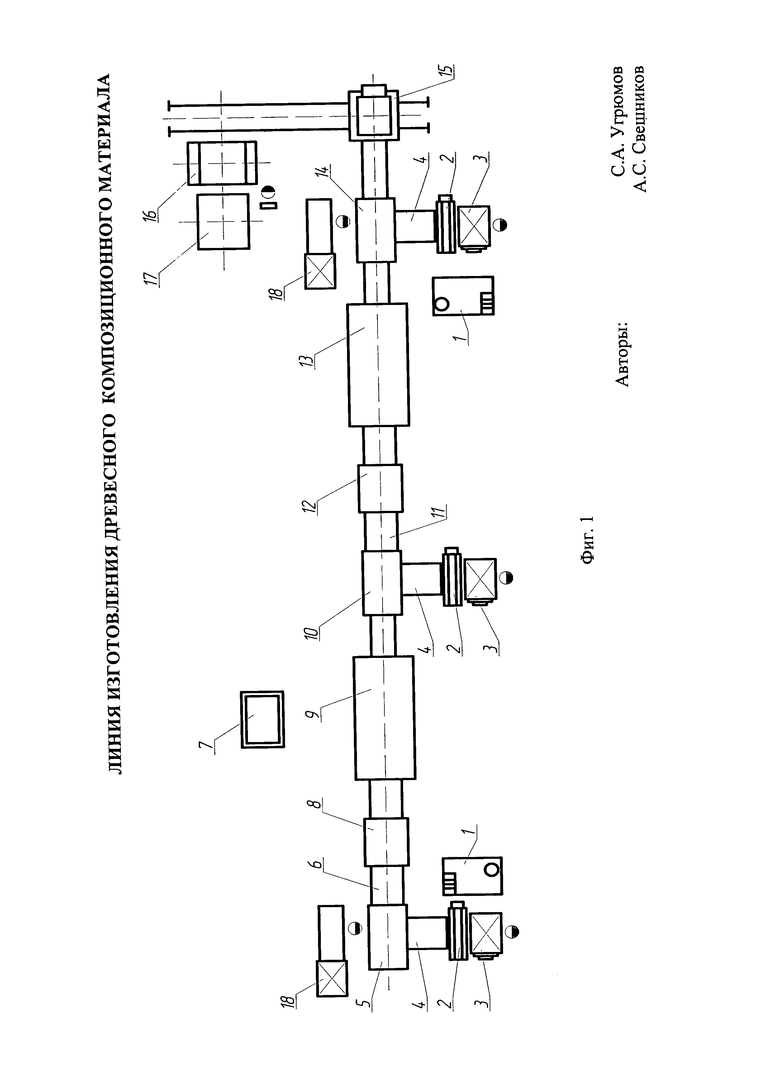
На фиг. 1 показана схема линии изготовления древесного композиционного материала, которая включает следующие позиции оборудования:
1 - площадка для приготовления и вспенивания клеевого состава;
2 - станок для нанесения связующего (клеенаносящие вальцы);
3 - подъемный стол для листов шпона;
4 - пульсирующий стол;
5 - наборный стол для укладки нижних листов шпона;
6 - конвейер;
7 - смеситель;
8 - формирующая машина;
9 - пресс проходного типа для холодной послойной подпрессовки;
10 - наборный стол для укладки центрального листа шпона;
11 - конвейер;
12 - формирующая машина;
13 - пресс проходного типа для холодной послойной подпрессовки;
14 - наборный стол для укладки верхних листов шпона;
15 - загрузочная этажерка;
16 - многопролетный пресс горячего прессования;
17 - лифт для приема спрессованных пакетов;
18 - подстопное место для листов шпона.
Заявляемая линия изготовления древесного композиционного материала работает следующим образом.
Приготовление связующего для склеивания пакетов происходит на площадке для вспенивания (1), где оно вспенивается для снижения расхода связующего и далее поступает в клеенаносящие вальцы для нанесения связующего (2).
Шпон для сборки пакетов располагается на подъемных столах (3). Сборка нижних листов шпона происходит в следующей последовательности: шпон полистно подается в станок для нанесения связующего (2), где происходит нанесение связующего на его поверхность, затем подается на пульсирующий стол (4), далее на наборный стол для нижних листов шпона (5).
На наборном столе со взаимноперпендикулярным направлением волокон в смежных слоях укладываются лист шпона без связующего из стопы, находящейся на подстопном месте (18), а поверх него лист шпона с нанесенным связующим. По окончании сборки нижние листы шпона загружаются на конвейер (6).
В это же время сухие древесные частицы необходимой фракции из бункера подаются в смеситель (7), где происходит смешивание древесных частиц со связующим. Осмоленные древесные частицы поступают в формирующую машину (8) и (12).
С помощью конвейера (6) сформированные нижние листы шпона транспортируются в формирующую машину (8), где на поверхность листа наносится первый слой осмоленных древесных частиц. Далее сформированная часть пакета подается в пресс проходного типа для холодной подпрессовки (9). Затем подпрессованную часть пакета транспортируют на наборный стол (10), где ее накрывают центральным листом шпона с предварительно нанесенным на обе поверхности клеем. После чего по конвейеру (11) данная часть пакета проходит через формирующую машину (12), при этом на поверхность центрального листа шпона наносится второй слой осмоленных древесных частиц.
Далее сформированная часть пакета транспортируется в пресс проходного типа для холодной подпрессовки (13), подпрессованную часть пакета транспортируют на наборный стол для верхних листов шпона (14), где ее накрывают верхними листами шпона, сформированными аналогично нижним листам шпона. По окончании сборки пакет загружается в этажерку пресса для горячего прессования (15).
Аналогично производится сборка следующего пакета. Операция повторяется до полной загрузки этажерки пресса для горячего прессования (16). Из этажерки пакеты загружаются в многопролетный пресс (16), где происходит пьезотермообработка. После склеивания готовые пакеты выгружаются из пресса в лифт для приема готового композиционного древесного материала (17).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства фанеры | 2017 |
|
RU2654793C1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Линия изготовления древесных плит | 1978 |
|
SU740524A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ФАНЕРЫ | 1993 |
|
RU2028938C1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| КОМПОЗИЦИОННЫЙ ДРЕВЕСНОСЛОИСТЫЙ МАТЕРИАЛ | 1994 |
|
RU2049673C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесного композиционного материала. Линия включает непрерывный конвейер (6, 11) и установленные последовательно наборный стол (5) для нижних листов шпона, формирующую машину (8), пресс проходного типа (9) для холодной послойной подпрессовки внутренних слоев на основе древесных частиц, наборный стол (10) для укладки в пакет формируемого материала дополнительного центрального листа шпона, дополнительную формирующую машину (12), пресс проходного типа (13) для холодной послойной подпрессовки внутренних слоев на основе древесных частиц, наборный стол (14) для верхних листов шпона, загрузочную этажерку (15) и многопролетный пресс горячего прессования (16). Готовые пакеты выгружаются из пресса в лифт (17). На площадке (1) для вспенивания приготавливают связующее. В смесителе (7) древесные частицы смешиваются со связующим. Шпон с подъемных столов (3) полистно подается в станок (2) для нанесения связующего, а затем поступает на пульсирующий стол (4). Далее лист шпона с нанесенным связующим подается на наборный стол. На подстопном месте (18) находится стопа шпона без связующего. Повышается производительность линии. 1 ил.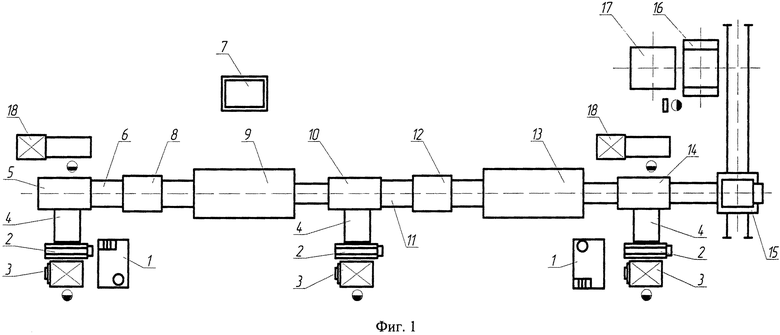
Линия изготовления древесного композиционного материала, включающая непрерывный конвейер формирования и прессования пакетов, отличающаяся тем, что содержит установленные последовательно наборный стол для нижних листов шпона, формирующую машину, пресс проходного типа для холодной послойной подпрессовки внутренних слоев на основе древесных частиц, наборный стол для укладки в пакет формируемого материала дополнительного центрального листа шпона, дополнительную формирующую машину, пресс проходного типа для холодной послойной подпрессовки внутренних слоев на основе древесных частиц, наборный стол для верхних листов шпона, загрузочную этажерку и многопролетный пресс горячего прессования для пьезотермообработки пакетов.
| Линия изготовления древесно- СлОиСТОгО МАТЕРиАлА | 1979 |
|
SU810486A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| US 4342615 A1, 03.08.1982 | |||
| US 4846923 A1, 11.07.1989. | |||

