Изобретение относится к области металлургии, в частности, к производству листового проката из стали с твердостью более 450 HBW и хладостойкостью до минус 70°С, применяемого для объектов металлургической, транспортного и тяжелого машиностроения, мостостроения, производства подъемных механизмов и средств транспортировки грузов, работающих в экстремальных условиях Крайнего Севера.
Известен способ производства высокопрочной листовой стали, включающий получение непрерывнолитого сляба следующего химического состава, мас. %:
при этом осуществляют нагрев сляба, горячую прокатку, закалку листов при температуре 930-980°С, а отпуск при температуре 500-600°С (патент РФ №2599654, C21D 8/02).
Основным недостатком указанного способа производства является недостаточная стабильность характеристик работоспособности листового проката при температурах ниже минус 40°С, что не позволяет использовать данный прокат в условиях низких температур.
Наиболее близким аналогом к заявляемому изобретению является способ производства стальных фабрикатов, включающий изготовление заготовки, ее горячее пластическое деформирование, нормализацию или закалку и последующий отпуск, отличающийся тем, что пластическое деформирование осуществляют в температурном интервале от 1050-1150°С до 850-900°С, нормализацию или закалку ведут от температуры 850-950°С, а отпуск осуществляют при температуре 400-600°С, причем заготовку изготавливают из стали следующего химического состава, мас. %:
(пат. РФ №2442830, C21D 8/00, C21D 8/02, С22С 38/44, С22С 38/54). Недостаток известного способа состоит в том, что листы имеют низкую прочность, что в свою очередь, приводит к снижению выхода годного. Также данный прокат не предназначен для использования в условиях низких температур.
Техническая проблема, решаемая заявляемым изобретением, заключается в получении качественного листового проката с высоким уровнем механических характеристик, в том числе с твердостью более 450 HBW, а также хладостойкостью до минус 70°С.
Технический результат, обеспечиваемый изобретением, заключается в получении требуемого комплекса свойств путем подбора оптимального химического состава стали и рационального режима ее термической обработки.
Поставленный результат достигается тем, что в способе производства хладостойкого листового проката с твердостью 450-570 HBW, включающем непрерывную разливку стали в слябы, их нагрев, горячую прокатку листов, закалку в воде при температуре 850-930°С, согласно изобретению, осуществляют непрерывную разливку стали, содержащей, мас. %:
при этом нагрев слябов производят до температуры 1180-1220°С, а температуру конца чистовой прокатки выбирают в диапазоне 860-940°С.
Комплекс механических свойств высокопрочных стальных фабрикатов определяется микроструктурно-фазовым состоянием стали после заключительной термической обработки, которое, в свою очередь, зависит от химического состава стали и режимов термической обработки.
Заявляемый химический состав стали выбран с учетом следующих особенностей.
С целью обеспечения свариваемости, высоких показателей пластичности, низкотемпературной ударной вязкости, снижения хрупкости и исключения вероятности образования холодных трещин, содержание углерода в стали не должно превышать 0,26%. В то же время при концентрации углерода менее 0,22% не достигается требуемая прочность и твердость стали.
Кремний раскисляет сталь, повышает ее прочность. При содержании кремния менее 0,2% прочность стали недостаточна, а при концентрации более 0,4% снижается вязкость и пластичность закаленной стали.
Марганец способствует твердорастворному упрочнению металла и повышению прочностных характеристик готового проката. При содержании марганца менее 0,70% прочность и твердость стали недостаточны. Увеличение содержания марганца более 1,10% приводит к снижению вязкости при отрицательных температурах, ухудшению пластичности, снижению выхода годного.
Легирование молибденом существенно увеличивает прокаливаемость стали за счет эффективного торможения диффузионных процессов. Молибден измельчает природное зерно стали, повышает ее прочность при высоких температурах. При содержании молибдена менее 0,1% прочность и вязкость стали недостаточны. Однако при увеличении его содержания выше 0,35% снижается работа удара, а также ухудшается свариваемость стали, поэтому концентрацию молибдена ограничивают.
Алюминий в количестве 0,030-0,050% способствует раскислению стали и, как следствие, повышению предела текучести и работы удара. При увеличении содержания алюминия более 0,05% он связывает азот, что ведет к снижению прочностных характеристик в связи с образованием неметаллических включений.
Хром повышает прочность и износостойкость стали. Увеличение содержания хрома более 0,1% приводит к потере пластичности.
Никель повышает вязкость стали, а также способствует повышению пластических свойств листовой стали при пониженных температурах эксплуатации, что понижает хладноломкость стали. При содержании никеля менее 1,50% снижается прочность и ударная вязкость стали. Ограниченное содержание никеля до 2,2% связано с его влиянием на свариваемость.
Медь способствует повышению пластических и вязкостных свойств толстолистовой стали. Однако увеличение содержания меди более 0,30% приводит к возрастанию в фазовом составе листовой стали после закалки остаточного аустенита, что является причиной ухудшения механических свойств.
С целью повышения прокаливаемости стали, ее легируют бором. Фактическое содержание бора в высокопрочных сталях обычно не превышает 0,005%. Выделение боридов по границам исходного зерна аустенита способствует его измельчению. Бор в количестве более 0,005% может способствовать образованию охрупчивающих частиц - карбидов железа. При содержании менее чем 0,002% его эффективность снижается.
Титан является сильным карбидообразующим элементом, связывающим азот. Нитриды титана стабильны при высоких температурах и сдерживают рост зерна аустенита при нагреве сляба под прокатку. Для эффективного микролегирования бором добавка титана должна быть в соотношении близком к стехиометрическому с азотом (Ti ≥3,42N2). При содержании титана менее 0,01% его влияние проявляется недостаточно, листы имеют низкую прочность и вязкость. Увеличение концентрации титана сверх 0,03% не обеспечивает дальнейшего улучшения свойств.
Микролегирование стали ванадием в количестве более 0,01% может привести к хрупкости стали после закалки, а при содержании ниобия более 0,008% существенно возрастает себестоимость стали.
Азот способствует измельчению зерна аустенита за счет выделения из твердого раствора мелкодисперсных нитридных и карбонитридных частиц. Увеличение содержания азота более 0,007% снижает сопротивление стали хрупкому разрушению и неблагоприятно сказывается на ее хладостойкости, что обусловлено способностью азота к закреплению дислокаций.
Сера и фосфор в стали являются вредными примесями, их концентрация должна быть минимальной. Увеличение содержания фосфора приводит к снижению ударной вязкости при отрицательных температурах, оказывая резко отрицательное действие на хладостойкость стали. При концентрации серы не более 0,003% и фосфора и не более 0,013% их отрицательное влияние на свойства стали незначительно. В то же время, более глубокая десульфурация и дефосфорация стали существенно удорожат ее производство, что нецелесообразно.
Таким образом, заявляемый химический состав стали обеспечивает высокий уровень хладостойкости при температурах до минус 70°С.
Заявляемые температурные режимы обусловлены следующими особенностями.
Нагрев слябов из стали заявленного химического состава до температуры не ниже 1180°С обеспечивает ее аустенитизацию, полное растворение в аустенитной матрице сульфидов, фосфидов, нитридов, легирующих и примесных соединений, карбонитридных упрочняющих частиц. Благодаря этому повышается технологическая пластичность и деформируемость стали при прокатке. Нагрев слябов выше 1220°С нецелесообразен из-за чрезмерного роста аустенитного зерна и энергетических затрат.
Температура конца чистовой прокатки находится в диапазоне 860-940°С. При температуре завершения пластического деформирования выше 940°С происходит неконтролируемый последеформационный рост аустенитных зерен, что снижает комплекс механических свойств. Уменьшение этой температуры ниже 860°С снижает ударную вязкость и пластичность стали.
При необходимости осуществляют подогрев проката перед закалкой. Закалка в воде горячекатаных листов осуществляется при температуре 850-930°С. Температура менее 850°С не обеспечивает стабильного получения заданных прочностных свойств, а температура выше 930°С приводит к недопустимому снижению ударной вязкости листовой стали при низких температурах.
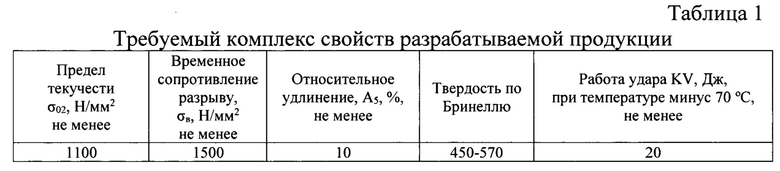
Требуемый комплекс свойств листового проката после закалки представлен в таблице 1.
Пример осуществления способа.
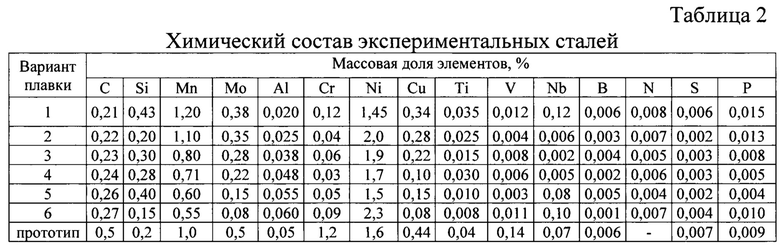
Выплавку стали выбранных систем легирования осуществляли с использованием вакуумной индукционной печи ZG-0.06L. В качестве исходной металлошихты использовалось технически чистое железо (Армко-железо). Для обеспечения требуемого химического состава в расплав вводились легирующие добавки в виде ферросплавов или чистых металлов (табл. 2).
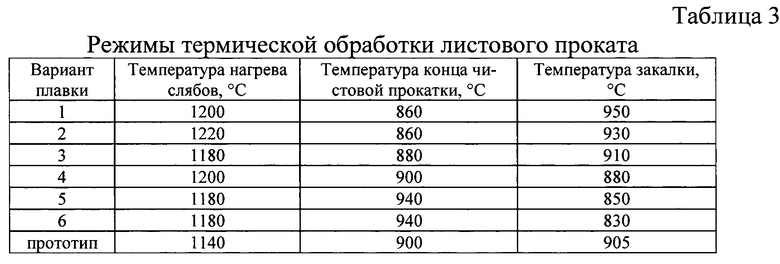
Нагрев заготовок под прокатку производился в электрической камерной печи с выкатным подом ПВП-300. Температура нагрева металла под прокатку составляла 1180-1220°С. Заготовки загружались в разогретую печь, время выдержки определялось из расчета 2,5 минуты на 1 мм толщины.
Обжатие слитков проводили с применением гидравлического пресса (черновая стадия) и одноклетьевого реверсивного стана горячей прокатки 500 ДУО (чистовая стадия). Температура конца чистовой стадии прокатки варьировалась в диапазоне от 860 до 940°С.
Термическую обработку (дополнительный нагрев под закалку) проката осуществляли в электрической камерной печи по режимам закалки от температур 830-950°С (табл. 3).
Результаты анализа полученных микроструктур образцов свидетельствуют, что после операции закалки все образцы имеют преимущественно структуру мелкодисперсного реечного мартенсита. Протяженность реек достигает 16 мкм. Кроме того, в структуре стали исследуемых образцов присутствует около 30% бейнита. С повышением температуры нагрева под закалку до 950°С наблюдается рост аустенитного зерна, протяженность реек достигает 25 мкм, что обуславливает снижение значений работы удара образцов при температуре испытания минус 70°С.
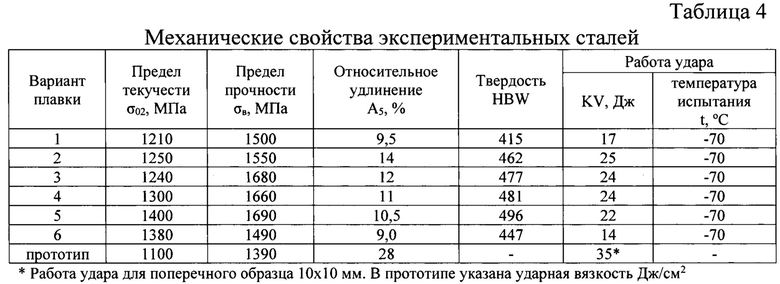
Далее из полученных раскатов изготавливались образцы для проведения механических испытаний на растяжение, твердость и ударный изгиб (табл. 4).
Механические свойства определяли по стандартным методикам:
- испытания на растяжение проводили по ГОСТ 1497-84;
- испытания на ударный изгиб проводили в соответствии с ГОСТ 9454-78 на образцах с V-образным надрезом при температуре -70°С;
- испытание на твердость по Бринеллю проводили в соответствии с ГОСТ 9012-59.
Результаты испытаний, представленные в таблице 3, показали, что в листовой стали, полученной по предложенному способу (опыты №2-5), достигается сочетание необходимых прочностных, пластических и вязкостных свойств. В случаях отклонений от заявленных параметров (опыты №1 и 6), а также при использовании способа-прототипа не обеспечивается заявленный комплекс механических свойств.
Таким образом, заявляемое изобретение обеспечивает достижение высокого уровня механических характеристик, а также повышенной хладостойкости до минус 70°С: временное сопротивление разрыву не менее 1500 Н/мм2; относительное удлинение не менее 10%; твердость по Бринеллю не менее 450 HBW, работа удара KV-70 не менее 20 Дж.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА ИЗ ЭКОНОМНОЛЕГИРОВАННОЙ ХЛАДОСТОЙКОЙ СТАЛИ С УРОВНЕМ ПРОЧНОСТИ НЕ МЕНЕЕ 950 МПА | 2024 |
|
RU2840370C1 |
| Способ производства листового проката толщиной 8-50 мм из хладостойкой высокопрочной высокотвердой стали | 2023 |
|
RU2808637C1 |
| Способ производства листового проката из хладостойкой стали | 2022 |
|
RU2792917C1 |
| Способ производства высокопрочного хладостойкого листового проката | 2023 |
|
RU2806645C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2674797C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТВЕРДОГО ИЗНОСОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2603404C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2593810C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2583229C9 |
| Способ производства листов толщиной 2-20 мм из высокопрочной износостойкой стали (варианты) | 2020 |
|
RU2765047C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ | 2016 |
|
RU2625861C1 |
Изобретение относится к области металлургии, а именно к производству листового проката из хладостойкой стали с твердостью 450-570 HBW до -70°С, применяемого для объектов металлургической промышленности, транспортного и тяжелого машиностроения, мостостроения, производства подъемных механизмов и средств транспортировки грузов, работающих в экстремальных условиях Крайнего Севера. Способ включает непрерывную разливку стали в слябы, при этом сталь содержит в мас.%: углерод 0,22-0,26, кремний 0,20-0,40, марганец 0,7-1,10, молибден 0,10-0,35, алюминий 0,030-0,050, хром не более 0,10, никель 1,5-2,2, медь не более 0,30, титан 0,010-0,030, ванадий не более 0,010, ниобий не более 0,008, бор 0,002-0,005, азот не более 0,007, сера не более 0,003, фосфор не более 0,013, железо - остальное. Нагревают слябы до температуры 1180-1220°C и проводят горячую прокатку с получением листов, при этом температуру конца чистовой прокатки выбирают в диапазоне 860-940°С. Проводят закалку в воде при температуре нагрева 850-930°С. Обеспечивается получение требуемого комплекса механических свойств при температурах до -70°С, а именно: временное сопротивление разрыву не менее 1500 Н/мм2, относительное удлинение не менее 10%, работа удара KV-70 не менее 20 Дж. 4 табл.
Способ производства хладостойкого листового проката с твердостью 450-570 HBW, включающий непрерывную разливку стали в слябы, их нагрев, горячую прокатку листов, закалку в воде при температурах нагрева 850-930°С, отличающийся тем, что осуществляют непрерывную разливку стали, содержащей в мас.%:
при этом нагрев слябов производят до температуры 1180-1220°С, а температуру конца чистовой прокатки выбирают в диапазоне 860-940°С.
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2674797C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ВЫСОКОПРОЧНОГО ИЗНОСОСТОЙКОГО ПРОКАТА (ВАРИАНТЫ) | 2018 |
|
RU2691809C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОЛЕГИРОВАННОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА | 2016 |
|
RU2639754C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2346060C2 |
| CN 103266269 B, 22.04.2015 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

