Изобретение относится к машиностроению и может быть использовано при производстве и сборке конических зубчатых передач.
Известен способ сборки конических зубчатых передач, заключающийся в том, что измеряют разность зазоров в зацеплении при относительно радиальном смещении колес. Величину разности зазоров в зацеплении определяют по определенной предложенной зависимости.
Недостатком данного способа является то, что он предусматривает лишь компенсацию упругих деформаций под нагрузкой по величине разности зазоров, определяемой предложенной зависимостью [1] .
Наиболее близким по технической сущности является способ сборки прямозубой конической передачи, обеспечивающей полноту контакта зубьев в зацеплении путем устранения радиальной погрешности взаимного положения конических колес в зацеплении последовательными радиальными смещениями одного из колес до достижения максимального зазора в зацеплении с помощью известных поворотных регулировочных устройств [2] .
Недостатком данного способа является низкая производительность, связанная с многократностью последовательных смещений и соответствующих каждому смещению измерений зазора в зацеплении, а также недостаточно высокая точность окончательной установки колес.
Целью изобретения является повышение производительности и точности сборки конической зубчатой передачи путем устранения радиальной погрешности взаимного положения конических колес в зацеплении (погрешности межосевого расстояния в конической передаче). Поставленная цель достигается тем, что в известном способе сборки конической зубчатой передачи заключающемся в том, что компенсируют погрешность межосевого расстояния передачи поворотным регулировочным устройством, согласно предложенному изобретению устройство поворачивают до полной выборки зазора в зацеплении, фиксируют его угловое положение ϕ1, затем поворачивают поворотное устройство в противоположном направлении до полной выборки зазора в зацеплении, фиксируют его угловое положение ϕ2 и поворачивают поворотное устройство в противоположном направлении на угол (ϕ1 + ϕ2)/2.
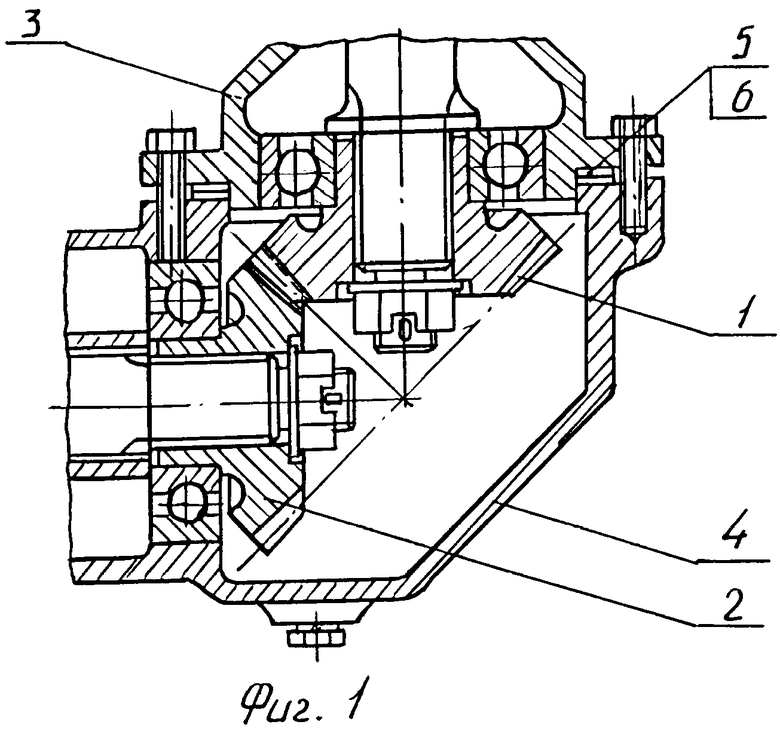
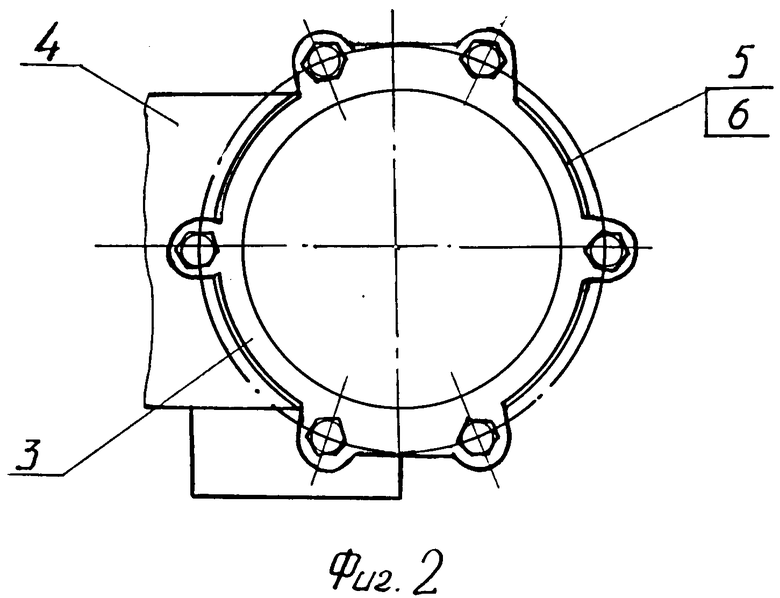
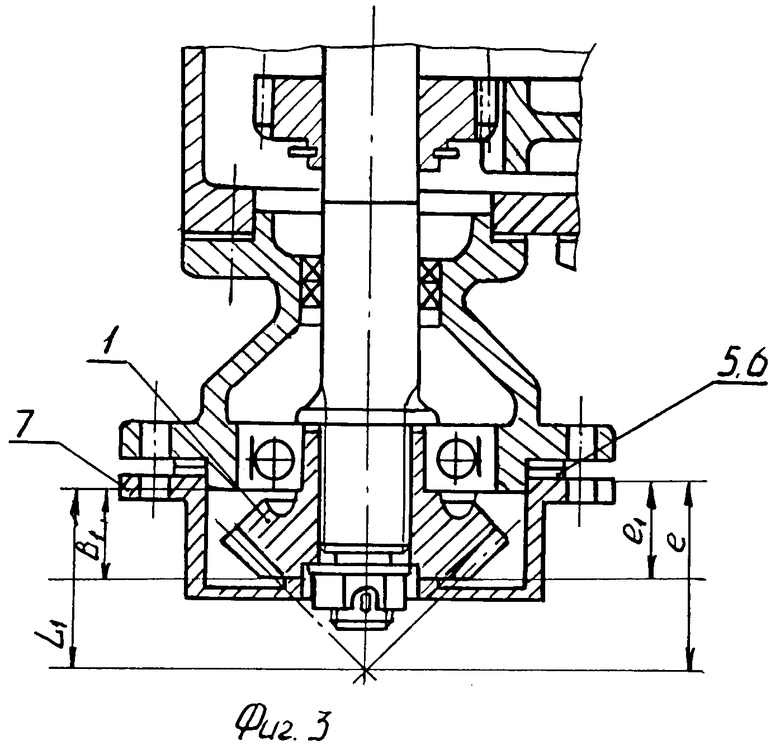
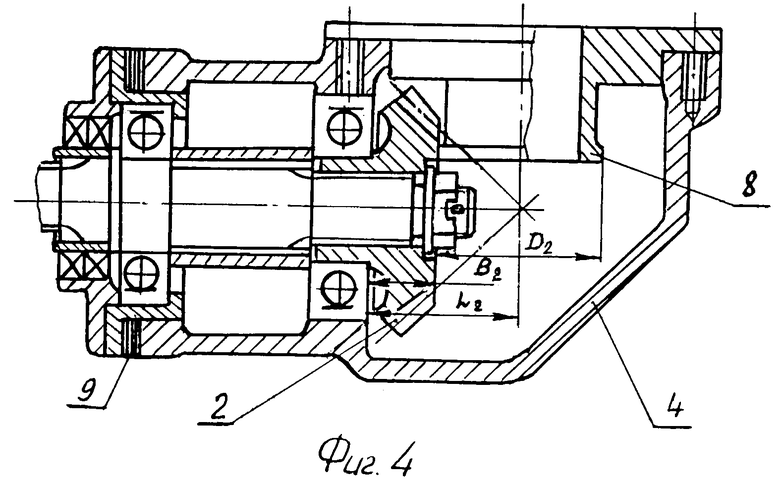
На фиг. 1 показана коническая зубчатая передача с поворотным устройством в виде пары косых шайб, в сборе; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема осевой установки шестерни; на фиг. 4 - то же, колеса; на фиг. 5 - схема регулировки зацепления радиальными смещениями шестерни.
Способ сборки конической зубчатой передачи заключается в том, что соответствующими взаимными поворотами элементов регулировочного устройства, например косыми шайбами, компенсируют погрешность межосевого расстояния в передаче.
Зубчатые колеса 1 и 2 смонтированы в корпусах 3 и 4, между которыми установлено поворотное регулировочное устройство, например, из двух косых шайб 5 и 6 (см. фиг. 1 и 2). Осевые положения колес при предварительной сборке обеспечивается калибрами-оправками 7 (см. фиг. 3) и 8 (см. фиг. 4). В точном зацеплении зуб шестерни условно показан линией EF (см. фиг. 5) и располагается между зубьями колеса, условно показанными линиями AB и CD, а при наличии радиального смещения far занимает, например, положение E'F'. Вершина конуса при этом занимает соответственно положение O и O'.
Изобретение осуществляется следующим образом.
Предварительно обеспечивают совпадение проекций вершин делительных конусов в номинальной плоскости расположения осей за счет точной осевой установки в соответствующих корпусах ведущего колеса 1 с помощью калибра оправки 7 (см. фиг. 3) по известному базовому расстоянию L1 и рассчитанным размером l; l1; B1
l1 = l - L1 + B1 и колеса 2 с помощью калибра-оправки 8 по известному базовому расстоянию L2 и рассчитанным размером B2 и D2
D2 = 2(L2 - B2).
Фиксируют осевые положения колес одним из известных способов, например, прокладками.
Затем корпуса 3 и 4 с установленными в них коническими колесами и поворотным регулировочным устройством, например, парой косых шайб 5 и 6 собирают вместе (см. фиг. 1 и 2), тем самым обеспечивают точную осевую установку колес. Остаются неустроенными погрешности радиального и углового положения колес. Их устранение производят поворотным регулировочным устройством, например, косыми шайбами 5 и 6 путем их взаимного и совместного поворотов (вращений) на расчетные углы.
Соответствующими поворотами элементов регулировочного устройства, например, косых шайб 5 и 6 (см. фиг. 1) сообщается относительное радиальное смещение зубчатым колесам 1 и 2 до полной выборки зазора в зацеплении. В результате этого зуб шестерни (см. фиг. 5) займет положение E'B, а вершина конуса - положение O1. Фиксируют (отмечают) угол ϕ1 взаимного положения элементов регулировочного устройства, например, косых шайб, в обратном направлении сообщают противоположное радиальное смещение зубчатых колес, в результате которого зуб шестерни займет положение AD, а вершина конуса - положение O2. Фиксируют угол ϕ2взаимного положения элементов регулировочного устройства, например, косых шайб. Взаимным поворотом элементов регулировочного устройства, например косых шайб, в обратном направлении на угол 0,5 (ϕ2 - ϕ1) зуб шестерни приводится в положение, соответствующее точному зацеплению.
Таким образом следует, что при взаимном повороте элементов регулировочного устройства, например косых шайб, на угол ϕ2 - ϕ1 вершина конуса получит радиальное перемещение farmax (см. фиг. 5) и, так как точному зацеплению соответствует положение вершины конуса в т. ч. 0, то O1O = OO2 = 0,5 farmax, откуда следует, что заключение регулировки зацепления требуется выполнить взаимный поворот элементов регулировочного устройства, например, косых шайб на угол 0,5 (ϕ2 - ϕ1).
Иначе, на фиг. 5 следует
far1 + far = 0,5 farmax, тогда при far = 0, соответствующему точному зацеплению, имеем
far1 = 0,5 farmax.
Использование предложенного способа позволяет повысить производительность и точность сборки конической зубчатой передачи за счет уменьшения числа операций, полного исключения измерений зазоров и поворота элементов регулировочного устройства на угол, соответствующий точному зацеплению. Кроме того, способ прост в осуществлении на производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПРЯМОЗУБОЙ КОНИЧЕСКОЙ ПЕРЕДАЧИ | 1991 |
|
RU2012832C1 |
| Способ сборки конической зубчатой передачи | 1988 |
|
SU1588943A1 |
| СПОСОБ СБОРКИ ГИПОИДНОЙ ПЕРЕДАЧИ | 1991 |
|
RU2010137C1 |
| СПОСОБ РЕГУЛИРОВКИ ГИПОИДНОЙ ПЕРЕДАЧИ | 1991 |
|
RU2010136C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЗУБЧАТЫХ РЕДУКТОРОВ | 1993 |
|
RU2035714C1 |
| Коническая передача | 1987 |
|
SU1446387A1 |
| Способ компенсации торцового биения заготовки | 1989 |
|
SU1811444A3 |
| Способ сборки коническихзубчАТыХ пАР | 1979 |
|
SU838188A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2481509C1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 2003 |
|
RU2234627C1 |

Использование: машиностроение, в частности для производства и сборки конических зубчатых колес. Сущность изобретения: способ заключается в том, что компенсируют погрешность межосевого расстояния передачи поворотным регулировочным устройством. Новым является то, что поворачивают поворотное устройство до полной выборки зазора в зацеплении, фиксируя его угловое положение ϕ1, затем поворачивают поворотное устройство в противоположном направлении до полной выборки зазора в зацеплении, фиксируют его угловое положение ϕ2 и поворачивают поворотное устройство в противоположном направлении на угол (ϕ1+ϕ2)/2. 5 ил.
СПОСОБ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ, заключающийся в том, что компенсируют погрешность межосевого расстояния передачи поворотным регулировочным устройством, отличающийся тем, что, с целью повышения производительности и точности сборки передачи, поворачивают поворотное устройство до полной выборки зазора в зацеплении, фиксируют его угловое положение ϕ1, затем поворачивают поворотное устройство в противоположном направлении до полной выборки зазора в зацеплении, фиксируют его угловое положение ϕ2 и поворачивают поворотное устройство в противоположном направлении на угол (ϕ1 + ϕ2) / 2.
