Изобретение относится к обработке металла давлением, в частности к загибке вовнутрь края борта полузамкнутого контура, например, мойки стальной, штампами на прессе.
Известен способ загибки края борта плоских деталей незамкнутого контура перемещением гибочных пуансонов в поперечном направлении относительно матриц.
Известен способ и устройство, содержащее раму в виде связанных стержнями двух плит, на одной из которых установлен силовой цилиндр, перемещающий по стержням траверсу, а на другой плите - пуансон, взаимодействующий с поворотными инструментами. Для обеспечения изготовления изделий коробчатого сечения устройство снабжено матрицей, охватывающей прижим и шарнирно установленными на другой плите дополнительными силовыми цилиндрами и штоками [1] .
Недостатком известного способа и устройства для загибки листовых заготовок заключается в том, что они не обеспечивают одновременную загибку на угловом участке и на прилегающих к нему боковых участках детали.
Для достижения одновременной загибки более половины передней части, радиуса и всей боковой стороны борта, подвижная плита штампа, установленного на автономном приспособлении, с матрицей и прижимом перемещается под углом 45о относительно прямых участков борта взаимодействуя с пуансоном.
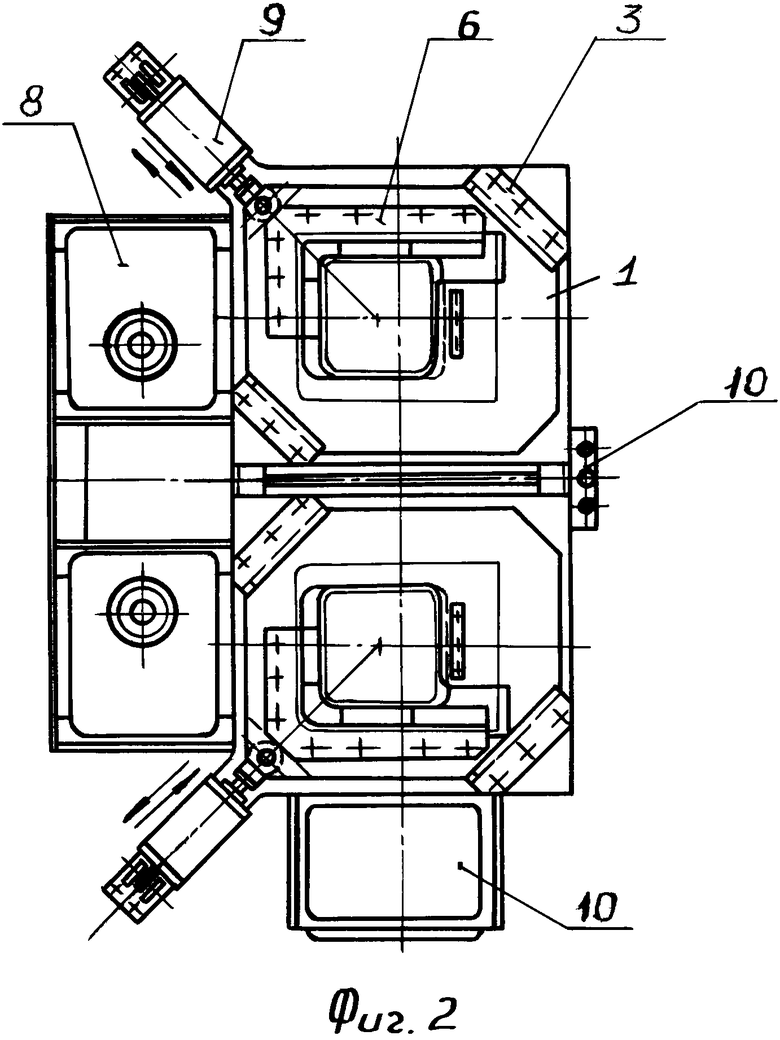
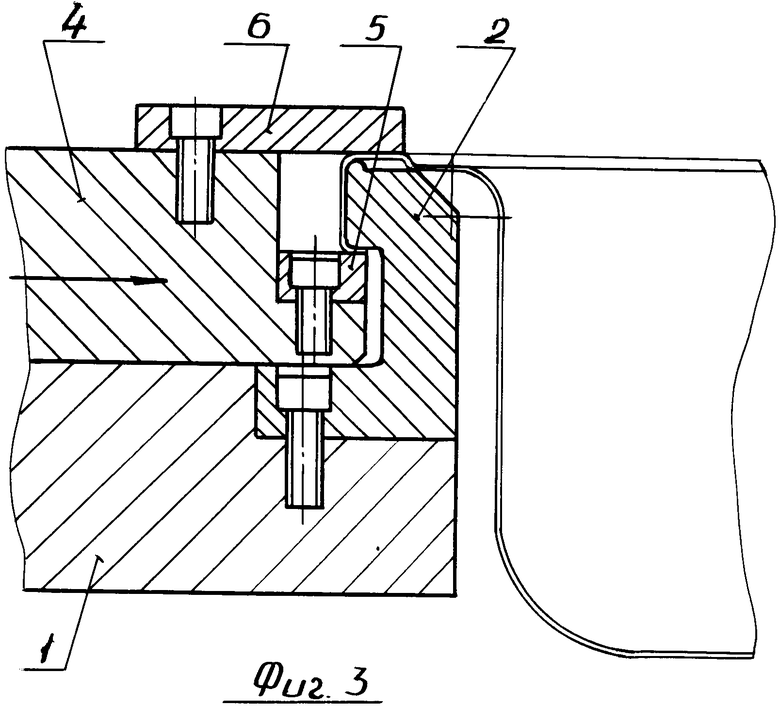
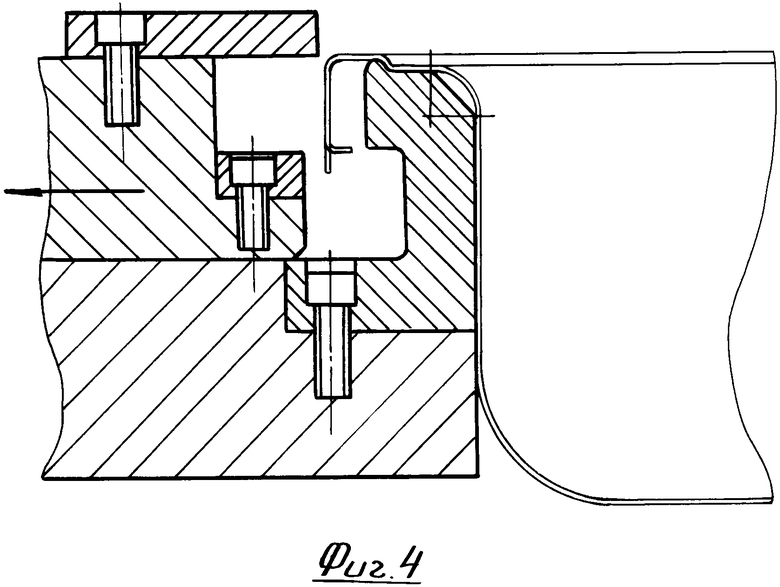
На фиг. 1 дано устройство, рабочие части штампа которого в замкнутом положении, поперечный разрез; на фиг. 2 - вид сверху устройства на две позиции, загибка борта с правой и левой стороны мойки (движение подвижных плит штампов под углом 45о); на фиг. 3 - расположение пуансонов и матриц в момент окончания процесса загибки, что соответствует фиг. 1, разрез; на фиг. 4 - расположение пуансонов и матриц до начала и после загибки края борта.
Устройство состоит из двух штампов (левого и правого), имеющих неподвижные плиты 1 с закрепленными на них пуансонами 2 и направляющими 3, подвижных плит 4 с матрицами 5 и прижимами 6, станины 7 с насосными станциями 8, гидроцилиндрами 9, электрошкафом и кнопочной станцией 10.
Устройство работает следующим образом. Обрабатываемая деталь, например мойка, устанавливается чашей в окно штампа полкой на пуансон 2. После установки детали включается насосная станция 8 на рабочий и обратный ход штока гидроцилиндра 9, перемещающего подвижную плиту 4 штампа под углом 45о относительно прямых участков борта мойки. Подвижная плита 4 прижимом 6 подает и прижимает одновременно более половины передней, радиусную и боковую части борта и матрицей 5 загибает край прижатого борта. ( см. фиг. 3).
Обратным ходом штока гидроцилиндра 9 подвижная плита 4 отводится в положение, соответствующее фиг. 4, и останавливается до следующего включения кнопочной станцией 10. Забортованная с левой стороны на более половины длины контура деталь передается на правый штамп, а на левом - устанавливается следующая деталь, цикл повторяется одновременным включением обоих насосных станций 8 на рабочий и обратный ход штоков гидроцилиндров 9. Забортованная по всему контуру деталь передается на следующую операцию, например, приварку технологических скоб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЯ ПОЛУЗАКРЫТОГО СЕЧЕНИЯ | 1997 |
|
RU2118216C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| Гибочный штамп | 1976 |
|
SU659233A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при производстве коробчатых изделий типа моек. Цель - улучшение качества загибки внутрь края борта деталей с полузамкнутым контуром. Движение подвижных плит штампов с матрицами производится под углом 45относительно прямых участков контура деталей. Деталь установлена на пуансоны, закрепленные на неподвижных плитах. Перемещение подвижных плит штампов осуществляется в горизонтальной плоскости гидроприводами, вынесенными из зоны установки и съема детали. 2 с. п. ф-лы, 4 ил.
