Изобретение относится к способам производства волокон из стекла и может быть использовано в промышленности стеклянного волокна, преимущественно для получения волокон из тугоплавких, склонных к кристаллизации расплавов алюмосиликатных стекол с пониженной теплопрозрачностью.
Известен способ производства стекловолокна по двухстадийной технологии, включающий плавление стекла, тепловую подготовку расплава с последующей подачей его в зону формования [1] . При этом тепловую подготовку расплава, который движется одним сплошным потоком, осуществляют по мере его перемещения из верхней зоны устройства в нижнюю.
Данный способ не обеспечивает гомогенизации расплава и стабильного процесса выработки волокон, особенно из тугоплавких, склонных к кристаллизации расплавов стекол. Расплав стекла при перемещении из верхней зоны устройства в нижнюю не становится однородным, не освобождается от центров кристаллизации и газовых включений и характеризуется большим градиентом температур в горизонтальной и вертикальной плоскостях, так как он движется широким сплошным потоком и недостаточно прогревается.
Таким образом расплав стекла оказывается неподготовленным к формованию волокна вследствие его негомогенности, что приводит к повышению обрывности волокон при выработке, нестабильности процесса формования и снижению произво- дительности.
Наиболее близким техническим решением к предложенному является способ, согласно которому в период тепловой подготовки поток расплава разделяют на периферийный и центральный, при этом периферийный поток дополнительно подогревают до вязкости 80-60 П, а центральный выдерживают при вязкости 130-80 П в течение 5-30 мин [2] . Этот способ позволяет более полно осуществить гомогенизацию расплава. Недостаток его заключается в необходимости подогрева расплава до слишком низких значений вязкости, соответствующих высоким температурам, которые приводят к уменьшению срока эксплуатации устройства для реализации этого способа. Кроме того, из-за недостаточной гомогенизации расплава не представляется возможным повысить производительность процесса формования в связи с появлением обрывности волокон.
Технический результат заключается в улучшении гомогенизации расплава стекла, сокращении времени его тепловой подготовки до выработочной вязкости, повышении стабильности и производительности процесса формования волокна и увеличении срока эксплуатации устройства.
Для этого расплав в процессе тепловой подготовки разделяют на несколько смежных потоков, в каждом из которых внутренний слой поддерживают при вязкости 150-135 П, а наружные дополнительно подогревают до вязкости 100-85 П с образованием конвективных свободных течений и соединением их с внутренним слоем, причем перед подачей в зону формования смежные потоки расплава стекла соединяют между собой и доводят до выработочной вязкости 240 - 170 П.
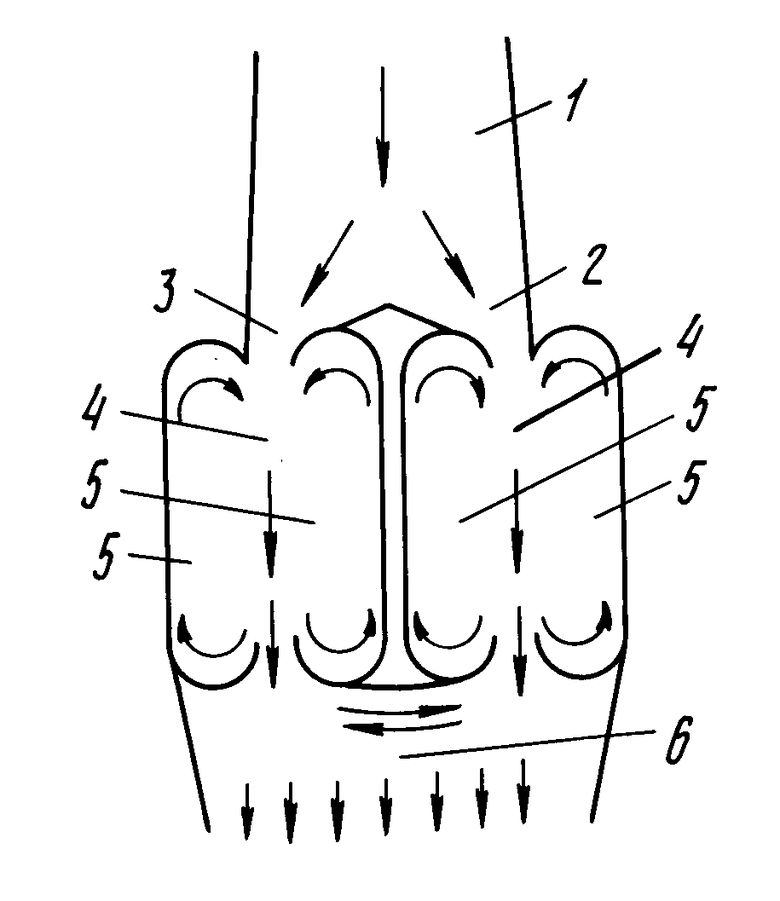
На чертеже изображена схема распределения потоков расплава стекла (стрелками показано направление перемещения смежных потоков и конвективных свободных течений в них).
Разделение общего потока 1 расплава стекла на смежные потоки 2 и 3 (может быть и более двух смежных потоков) при заданном общем его расходе обеспечивает уменьшение массы расплава в каждом смежном потоке, по сравнению с массой в общем потоке, позволяет прогревать расплав при более низких теплозатратах, ускоряя процесс газоотделения и сокращая время гомогенизации, что существенно сказывается на снижении обрывности волокон в процессе их формования и повышении производительности.
Каждый из смежных потоков включает внутренний нисходящий слой 4. , выдерживаемый при вязкости 150-135 П, и наружные слои 5, дополнительно подогреваемые до вязкости 100-85 П с образованием конвективных свободных течений - противотоков, возникающих за счет перепада температур, а следовательно, и плотностей расплава по фронту смежного потока, что обеспечивает при заданном общем расходе более полное освобождение расплава от центров кристаллизации и газовых включений, существенно повышает стабильность и производительность процесса, позволяет увеличить коэффициент полезного времени работы оборудования и срок эксплуатации устройства для реализации предлагаемого способа.
Соединение конвективных свободных течений - противотоков с внутренним слоем происходит в зоне совпадения их температур и способствует более полному перемешиванию и гомогенизации расплава.
Кроме того, соединение смежных потоков расплава стекла перед подачей его в зону формования в один общий поток 6 обеспечивает дополнительное перемешивание и более полную гомогенизацию расплава, поступающего в зону формования, в то время как доведение выработочной вязкости расплава в общем потоке до значений 240-170 П позволяет осуществить стабильный безобрывный процесс формования стеклянного волокна.
В данном способе получения волокон из стекла повышение производительности процесса достигается как за счет улучшения гомогенизации расплава, так и за счет увеличения фильерности устройств, используемых для реализации этого способа, так как представляется возможным сократить время гомогенизации и, следовательно, увеличить количество расплава, подготавли- ваемого к формованию в единицу времени, снижая тем самым удельный расход драгметалла на производство единицы продукции. При этом возрастает срок эксплуатации устройства, так как процесс гомогенизации расплава стекла проводят при более низких температурах по сравнению с прототипом.
Все примеры были реализованы на специально разработанном для этой цели 200-фильерном стеклоплавильном сосуде с дозированной периодической системой загрузки стеклошариков, обеспечивающем получение волокон из тугоплавких, склонных к кристаллизации расплавов магнийалюмосиликатных стекол с пониженной теплопрозрачностью.
Техническая характеристика стеклоплавильного сосуда: количество фильер 200; диаметр фильеры 1,3-1,45 мм; высота сосуда (от фильерной пластины до крышки) 130 мм; ширина фильерной пластины 50 мм; расстояние между торцевыми стенками сосуда 227 мм; вес сосуда 5076 г; марка сплава, из которого сделан сосуд ПлРдРу 35-0,1.
Технологические параметры процесса формования волокон, такие как температура и вязкость расплава, определялись с помощью приваренных к корпусу устройства термопар и введения их в исследуемые зоны.
П р и м е р 1. Загруженные в стеклоплавильный сосуд стеклошарики из тугоплавких, склонных к кристаллизации алюмоси- ликатных стекол с пониженной теплопрозрачностью расплавляют, после чего расплав подвергают тепловой подготовке. Тепловая подготовка состоит в том, что расплав разделяют на два смежных потока, в каждом из которых внутренний слой поддерживают при вязкости 150 П, а наружные слои дополнительно подогревают до вязкости 100 П с образованием конвективных свободных течений и соединением их с внутренним слоем, причем перед подачей в зону формования смежные потоки расплава стекла соединяют между собой и доводят до выработочной вязкости 240 П. ,
Реализация условий примера 1 приводит по сравнению с прототипом (базовым объектом) к повышению производительности в 1,1 раза и срока эксплуатации устройства в 1,8 раза.
П р и м е р 2. По примеру 1 внутренний слой поддерживают при вязкости 135 П, а наружные дополнительно подогревают до вязкости 85 П, причем смежные потоки расплава стекла доводят до выработочной вязкости 170 П.
Реализация условий примера 2 приводит к повышению производительности в 1,15 раза и срока эксплуатации устройства в 1,6 раза.
П р и м е р 3. По примеру 1 внутренний слой поддерживают при вязкости 125 П, а наружные дополнительно подогревают до вязкости 90 П, причем смежные потоки расплава стекла доводят до выработочной вязкости 205 П.
Процесс получения стеклянного волокна по примеру 3 является наиболее стабильным, обрывность волокон не наблюдается, что свидетельствует о достаточной гомогенизации расплава, освобождении его от свили, химической и термической неоднородностей и газовых включений и приводит к повышению производительности в 1,2 раза и срока эксплуатации устройства в 2 раза.
Выход за верхний и нижний пределы указанных параметров не будет способствовать достижению технического результата.
Таким образом изобретение позволяет существенно увеличить объем расплава стекла, подготавливаемого к формованию в единицу времени, что обеспечивает возможность применения стеклоплавильных сосудов с увеличенным количеством фильер.
Проверка изобретения при выработке непрерывных волокон из тугоплавких, склонных к кристаллизации расплавов алюмосиликатных стекол с пониженной теплопрозрачностью показала, что производи- тельность процесса производства волокон увеличилась в 1,2 раза и срок эксплуатации стеклоплавильного сосуда возрос в 2 раза по сравнению с базовым объектом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ ВОЛОКОН ОДНОСТАДИЙНЫМ МЕТОДОМ | 1992 |
|
RU2031866C1 |
| СПОСОБ ПОДАЧИ РАСПЛАВА СТЕКЛА | 1992 |
|
RU2029742C1 |
| Устройство для получения волокон из термопластичного материала | 1981 |
|
SU998399A1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ СТЕКЛА ОДНОСТАДИЙНЫМ МЕТОДОМ | 1992 |
|
RU2031867C1 |
| ПИТАЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА СТЕКЛА | 1992 |
|
RU2029740C1 |
| Стеклоплавильный сосуд для выработки стеклянного волокна | 1983 |
|
SU1131838A1 |
| СТЕКЛОПЛАВИЛЬНЫЙ СОСУД ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНА | 1992 |
|
RU2094400C1 |
| Устройство для получения волокна из термопластичного материала | 1982 |
|
SU1058905A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРТОНКИХ ВОЛОКОН ИЗ МАГМАТИЧЕСКИХ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175955C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПЛЕКСНЫХ СТЕКЛЯННЫХ НИТЕЙ | 1992 |
|
RU2031868C1 |
Использование: в промышленности стеклянного волокна, преимущественно для получения волокон из тугоплавких, склонных к кристаллизации расплавов алюмосиликатных стекол с пониженной теплопрозрачностью. Сущность изобретения: расплав в процессе тепловой подготовки разделяют на несколько смежных потоков, в каждом из которых внутренний слой поддерживают при вязкости 150 - 135 П, а наружные дополнительно подогревают до вязкости 100 - 85 П с образованием конвективных свободных течений и соединением их с внутренним слоем, причем перед подачей в зону формования смежные потоки расплава стекла соединяют между собой и доводят до выработочной вязкости 240 - 170 П. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОВОЛОКНА путем плавления стекла, тепловой подготовки расплава с разделением его на смежные потоки, последующего соединения смежных потоков и формования, отличающийся тем, что расплав в процессе тепловой подготовки разделяют на несколько потоков, в каждом из которых внутренний слой поддерживают при вязкости 150 - 135 П, а наружные дополнительно подогревают до вязкости 100 - 85 П с образованием конвективных свободных течений и соединением их с внутренним слоем, а перед подачей в зону формования смежные потоки соединяют между собой и доводят до выработочной вязкости 240 - 170 П.

