Изобретение относится к электромашиностроению и может быть использовано при сборке крупных электрических машин.
Известен способ сборки электродвигателя, включающий введение ротора в статор с закрепленными на роторе центpиpующими прокладками. Концы прокладок выводят в отверстия под коробку выводов, после чего закрепляют подшипниковые щиты, а затем прокладки удаляют при покачивании ротора. Этот способ не может быть применен при центрировании ротора крупных электрических машин из-за больших масс роторов.
Известен также способ сборки электродвигателя , по которому установку технологических центрирующих прокладок производят при жестко закрепленном роторе, после их установки жестко фиксируют статор относительно ротора, а закрепление подшипниковых щитов производят после удаления технологических центрирующих прокладок.
Этот способ также не может быть применен при сборке крупных электрических машин из-за больших масс статоров электрических машин. Кроме того, центрирование ротора относительно статора или статора относительно ротора с помощью прокладок не обеспечивает необходимую точность центрирования.
Известен способ центрирования ротора относительно статора крупной электрической машины при горизонтальном положении оси машины [1] .
Недостатком этого способа является то, что осевое центрирование ротора осуществляется приближенно, иногда с последующим уточнением, а при выполнении радиального центрирования используют грузоподъемные устройства (специальные домкраты); заводка ротора в статор, осевое и радиальное центрирование ротора относительно статора этим способом требует значительных трудозатрат, причем заводка ротора в статор, центрирование ротора и сборка подшипников электрической машины осуществляется последовательно.
Цель изобретения - повышение производительности и снижение трудоемкости процесса путем осуществления одновременного предварительного радиального и окончательного осевого центрирования ротора при заводке ротора в статор вертикально и его установки на опору, и окончательного радиального центрирования при установке рабочих подшипников.
Это достигается тем, что в способе центрирования ротора относительно статора электрической машины, при котором в расточку статора заводят ротор, центрируют его по отношению к статору в осевом и радиальном направлении и выполняют последующую сборку изделия, согласно изобретения на шейку вала ротора устанавливают технологический вкладыш, а на торец вала ротора крепят направляющий наконечник, ротор заводят в статор вертикально до опоры, а окончательно ротор центрируют путем установки вкладышей подшипников электрической машины.
Устройство для осуществления способа центрирования ротора электрической машины содержит центрирующие элементы, выполненные в виде направляющего наконечника для закрепления на торце вала ротора и технологического вкладыша для закрепления на шейке вала ротора, наружный диаметр которых соответствует внутреннему диаметру лабиринтного уплотнения подшипника электрической машины.
Технологический вкладыш выполнен в виде двух полувтулок, которые соединены шарнирно и поджаты пружиной, при этом внутренний диаметр и длина полувтулок соответствуют диаметру и длине шейки вала ротора. Направляющий наконечник выполнен в виде конусообразного корпуса, в котором размещены постоянные магниты для фиксации наконечника на торце вала ротора, при этом диаметр цилиндрической части корпуса соответствует диаметру торца вала ротора, а на ее внутренней поверхности выполнена фаска, размеры которой соответствуют размерам внешней фаски вала ротора.
При центрировании ротора относительно статора во время вертикальной заводки ротора в статор не требуется преодолевать силу тяжести; именно сила тяжести способствует его центрированию относительно статора, является движущей силой при заводке ротора, а закрепленные на валу ротора направляющий наконечник и технологический вкладыш являются направляющими элементами во время движения вала ротора через лабиринтные уплотнения электрической машины. Время заводки ротора в статор вертикально значительно меньше времени, необходимого для выполнения горизонтальной заводки ротора, причем это время используется и как время для предварительного радиального центрирования ротора, и как время для точного осевого центрирования ротора относительно статора.
Сборку второго подшипника выполняют после предварительного радиального и точного осевого центрирования, осуществленных механически во время заводки ротора в статор и в момент его установки на опору, что сокращает время на сборку электрической машины.
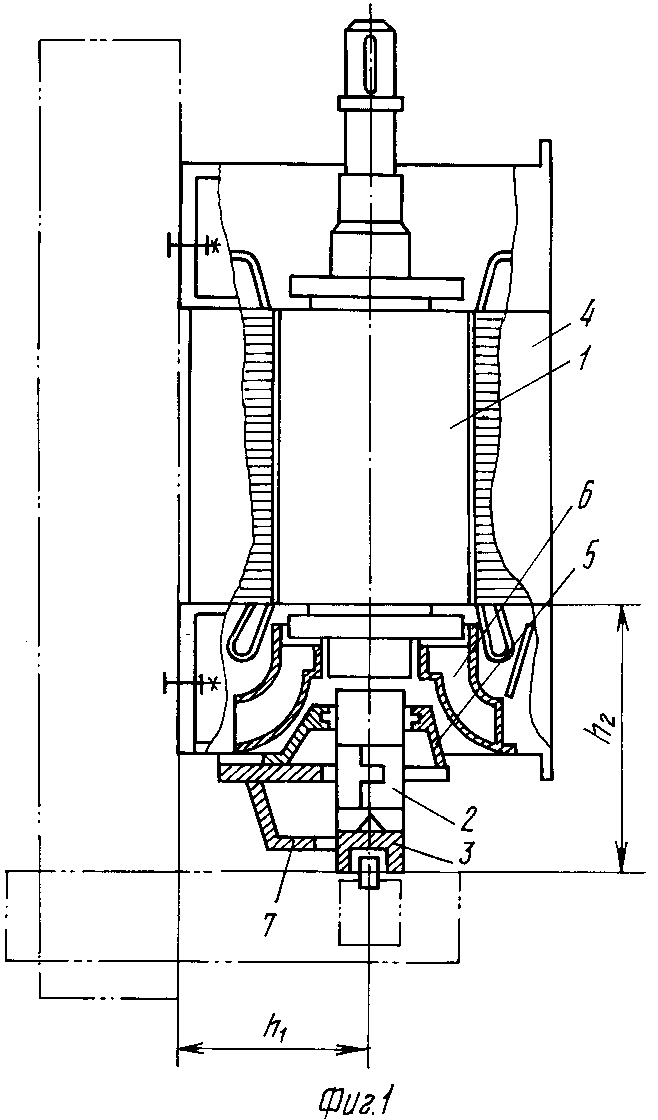
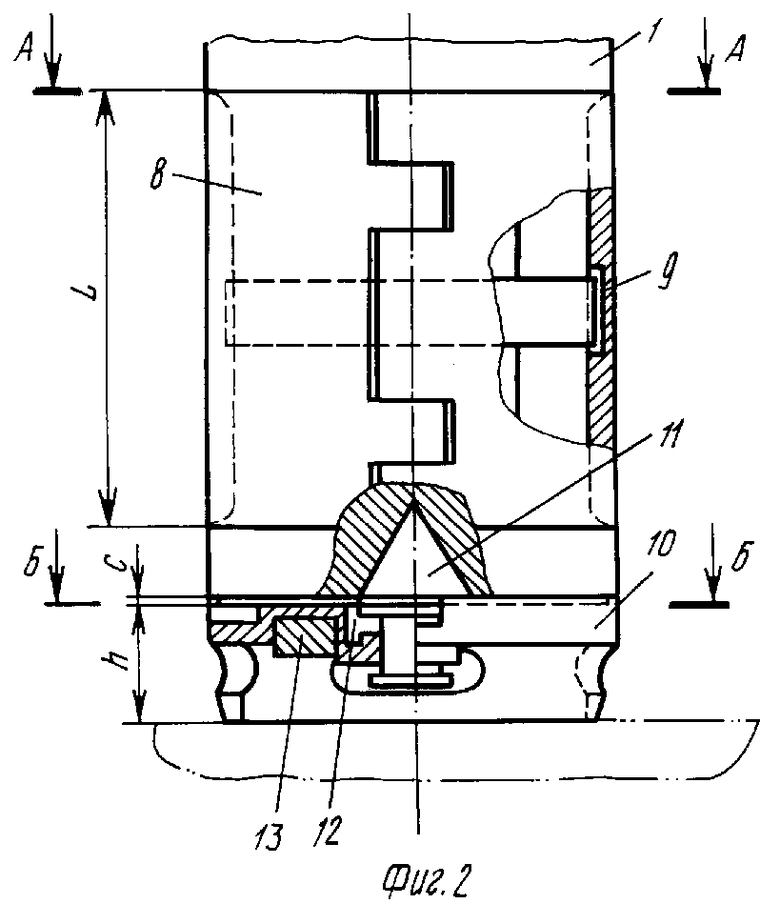
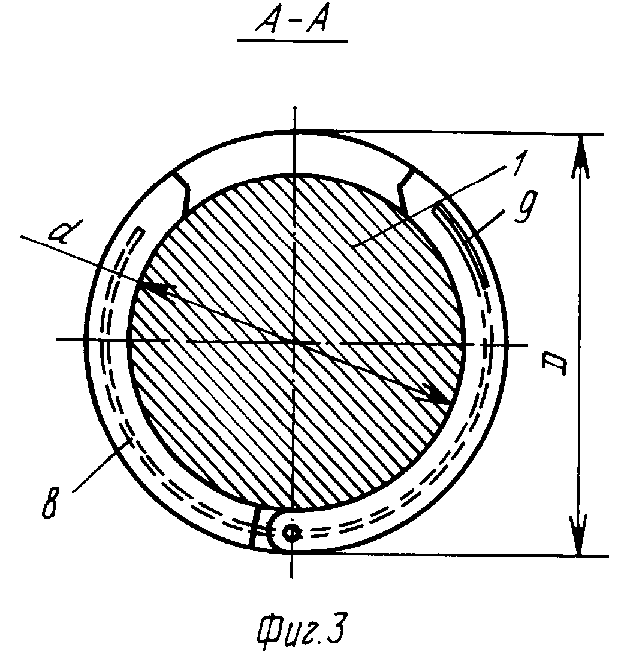
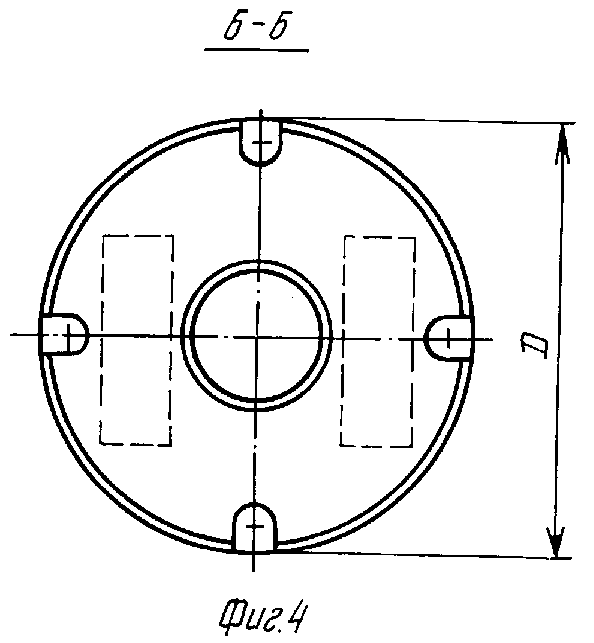
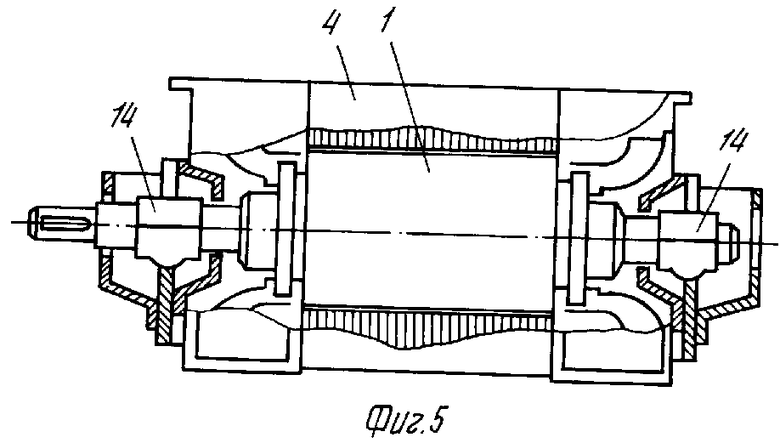
На фиг. 1 показана схема предварительного радиального и точного осевого центрирования ротора после его вертикальной заводки в статор; на фиг. 2 - устройство для центрирования ротора относительно статора электрической машины; на фиг. 3 - сечение А-А на фиг. 2 (технологический вкладыш, план); на фиг. 4 - сечение Б-Б на фиг. 2 (направляющий наконечник, закрепленный на торец вала ротора, план); на фиг. 5 - электрическая машина после выполнения окончательного центрирования ротора.
Изобретение осуществляется следующим образом: на шейку вала ротора 1 устанавливают технологический вкладыш 2, а на торец вала ротора - направляющий наконечник 3. При вертикальной заводке ротора 1 в статор 4 (фиг. 1) наконечник направляет вал ротора во время его движения через лабиринтные уплотнения 5 подшипника электрической машины, а технологический вкладыш направляет движение вала через лабиринтные уплотнения щита вентилятора 6. При установке ротора на опору вал ротора 1, охватываемый лабиринтными уплотнениями деталей 5 и 6, получает предварительное радиальное центрирование и точное осевое центрирование (размеры h1 и h2).
При установке сверху в опорный щит статора второго щита вентилятора 6 и второго корпуса подшипника 7 с лабиринтным уплотнением 5 ротор дополнительно центрируется относительно статора со стороны приводной шейки вала электрической машины, а затем после снятия технологического вкладыша 2 при установке рабочих вкладышей подшипников 14 ротор 1 окончательно центрируется относительно статора 4.
Устройство для осуществления способа центрирования ротора электрической машины при вертикальном положении оси машины представляет собой технологический вкладыш 2 и направляющий наконечник 3. Технологический вкладыш состоит из двух шарнирно связанных полувтулок 8, поджатых пружиной 9. Внутренний диаметр полувтулок d соответствует диаметру шейки вала, внешний диаметр D - диаметру вала ротора, а длина L - длине шейки вала ротора.
Направляющий наконечник 3 выполнен в виде конусообразного корпуса 10, в котором размещены центр 11, подпружиненный пружиной 12, и постоянные магниты 13, при этом диаметр цилиндрической части корпуса соответствует диаметру торца вала ротора, а на ее внутренней поверхности выполнена фаска, размеры которой соответствуют размерам внешней фаски вала ротора.
Устройство для центрирования ротора при его заводке в статор работает следующим образом.
С исходного положения при установленном на шейку вала ротора технологическом вкладыше 2, а на торец вала ротора - направляющем наконечнике 3 вертикально заводят ротор в расточку статора, при этом направляющий наконечник 3 проходит через лабиринтное уплотнение подшипника 5 и благодаря конической части корпуса направляющего наконечника и силы тяжести ротора - движущей силе, ось ротора при его заводке приближается к оси статора, а при дальнейшем движении цилиндрическая часть корпуса наконечника, вала ротора и поверхность технологического вкладыша 1 способствует предварительному радиальному центрированию ротора относительно статора. При установке на опору торцом направляющего наконечника ротор центрируется относительно статора в осевом направлении, а при установке рабочих вкладышей подшипников 14 ротор окончательно центрируется в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки электрической машины | 1990 |
|
SU1836781A3 |
| Устройство для сборки электрических машин | 1990 |
|
SU1833942A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU1660554C |
| СПОСОБ МОНТАЖА ВЕРТИКАЛЬНОЙ РАДИАЛЬНО-ОСЕВОЙ ГИДРОМАШИНЫ | 1988 |
|
SU1621637A1 |
| Способ сборки электрической машины фланцевого типа | 1991 |
|
SU1800558A1 |
| Способ сборки электрической машины с упругим подвесом в корпусе сердечника статора и ротора | 1989 |
|
SU1737633A1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ВЕТОХИНА "ЭМВ" | 1992 |
|
RU2006140C1 |
| Подшипниковый узел синхронного ком-пЕНСАТОРА C ВОдОРОдНыМ ОХлАждЕНиЕМ | 1979 |
|
SU851654A1 |
| ОБЪЕМНЫЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 1989 |
|
RU2049902C1 |
Использование: электротехника, технология изготовления электрических машин. Сущность изобретения: ротор заводят в статор при вертикальном положении вала ротора с помощью направляющего наконечника и технологического клапана. При этом осуществляют предварительное радиальное и окончательное осевое центрирование ротора. Затем технологический вкладыш извлекают и устанавливают рабочие вкладыши подшипников электрической машины. При этом осуществляют окончательное радиальное центрирование ротора. Устройство для осуществления способа содержит направляющий наконечник в виде конусообразного корпуса с постоянными магнитами, предназначенный для установки на торце вала ротора, и технологический вкладыш в виде двух полувтулок, которые соединены шарнирно и поджаты пружиной. 2 с. п. ф-лы, 5 ил.
