Изобретение относится к сварочным материалам и может быть использовано при восстановлении поверхности крупногабаритных изделий/ например стальных рабочих валков станов горячей прокатки/ роликов МНЛЗ и др.
Рабочие валки станов горячей прокатки испытывают высокие удельные давления/ а также циклические теплосмены вследствие действия горячего прокатываемого металла. Наплавка валков должна обеспечить необходимые механические свойства металла шва/ достаточную стойкость против образования трещин разгара/ уменьшить высокотемпературный абразивно-коррозионный износ.
Известен состав сплава/ содержащий/ мас.% :
Углерод 0,05-0,05
Кремний 0,2-1,0
Марганец 0,4-2,0
Хром 0,2-1,5
Никель 0,2-3,5
Молибден 0,05-0,5
Ванадий 0,05-0,2
Титан 0,001-0,1
Алюминий 0,02-0,06
Барий 0,01-0,05
Стронций 0,01-0,05
Редкоземельные
металлы 0,01-0,05
Иттрий 0,005-0,05
Железо Остальное [1]
Недостатком известного состава является низкая стойкость наплавленного металла против образования трещин разгара вследствие действия циклических тепловых нагрузок/ а также невысокая прочность металла шва/ в результате чего стальные рабочие валки/ наплавленные данным материалом/ имеют малую долговечность.
Наиболее близким к заявляемому является состав для наплавки деталей/ работающих в условиях циклического термомеханического нагружения/ содержащий/ мас.% :
Углерод 0,3-0,8
Кремний 0,1-1,70
Марганец 0,5-2,0
Хром 3,0-7,0
Никель 0,1-2,0
Молибден 0,1-2,15
Ванадий 0,15-1,2
Вольфрам 0,1-2,5
Титан 0,01-0,9
Бор 0,001-0,2
Железо Остальное [2]
Недостатком этого состава для наплавки является его невысокая разгаростойкость.
Цель изобретения - повышение разгаростойкости наплавленного металла.
Для этого в состав/ содержащий углерод/ кремний/ марганец/ хром/ никель/ молибден/ железо/ ванадий и вольфрам/ введен кальций и компоненты взяты в следующем соотношении/ мас.% :
Углерод 0,15-0,20
Кремний 0,40-0,80
Марганец 0,45-0,80
Хром 3,60-4,50
Никель 1,10-1,50
Молибден 1,60-2,30
Ванадий 0,30-0,60
Вольфрам 0,40-0,65
Кальций 0,005-0,08
При содержании углерода в стали выше 0/20 мас.% резко увеличивается склонность к образованию трещин разгара/ а при снижении углерода менее 0/15 мас.% мало сказывается его упрочняющее действие.
Кремний и марганец вводятся как раскислители сварочной ванны/ а также как легирующие добавки/ причем при содержании кремния менее 0/40 мас.% и марганца менее 0/45 мас.% их упрочняющие свойства незначительны по сравнению с другими легирующими элементами/ а при их содержании более 0/80 мас. % снижается вязкость. Применение в качестве легирующего элемента хрома улучшает окалиностойкость и/ следовательно/ износостойкость/ сохраняет прочность матрицы при периодических нагревах - охлаждениях. Эти свойства наилучшим образом проявляются при содержании хрома в металле в количестве 3/60-4/50 мас. % . Дальнейшее увеличение содержания хрома приводит к снижению теплостойкости и пластичности.
Легирование молибденом значительно воздействует на состояние пограничных слоев зерна. Молибден затрудняет выделение карбидных частиц по границам зерен и повышает вязкость/ а вместе с ней и термостойкость и разгаростойкость/ что особенно проявляется при содержании молибдена 1/60-2/30 мас.% .
Легирование хромомолибденовой стали никелем в количестве 1/10-1/50 мас.% повышает вязкость и термическую стойкость.
Вольфрам в стали повышает твердость/ красностойкость/ но при его содержании выше 0/65 мас.% снижается разгаростойкость/ а при содержании вольфрама менее 0/30 мас.% мало сказывается его упрочняющее воздействие.
Содержание ванадия в интервале 0/30-0/60 мас.% обеспечивает образование устойчивых карбидов/ которые приводят к повышению прочности стали.
Введение микродобавок кальция в состав для наплавки в количестве 0/005-0/08 мас. % позволяет уменьшить содержание кислорода в наплавленном металле/ так как активно с ним связывается/ уменьшает содержание серы в металле шва за счет образования СаS. В результате повышаются механические характеристики наплавленного металла/ снижается его склонность к образованию горячих трещин при сварке и повышается его разгаростойкость.
Наличие кальция в металле наплавки приводит к образованию на поверхности пассивирующего слоя толщиной в несколько атомов/ что резко замедляет диффузию из внешней среды атомов кислорода/ азота и серы.
Образование пассивирующего слоя/ состоящего после эксплуатации из сложного состава сульфидов/ окислов и карбидов кальция можно объяснить тем/ что при значительных пластических деформациях атомы кальция/ как имеющие самый большой объем и самый маленький удельный вес в составе сплава/ выдавливаются к поверхности (всплывают) и/ соединяясь с диффузионным потоком внешней среды/ предотвращают проникновение кислорода и азота в наплавленный металл.
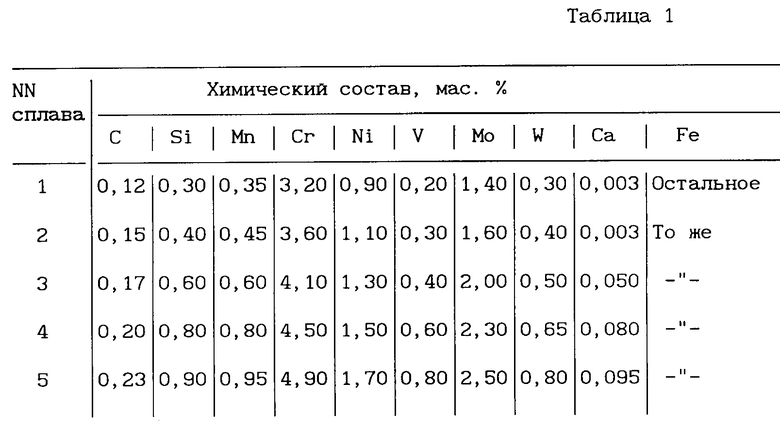
Ниже приведены примеры конкретного выполнения предлагаемого состава. Производилась плавка ряда составов металла в индукционной печи по известной в металлургии технологии. Составы сплавов приведены в табл. 1.
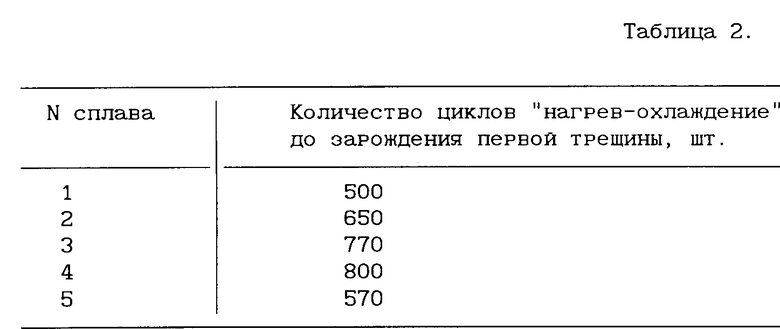
После выплавки полученные наплавочные материалы протягивались в проволоку сплошного сечения диаметром 5 мм. Осуществлялась многослойная наплавка под флюсом АН-20С на режимах/ ток - 400 А/ напряжение - 34 В. Из верхней части наплавки изготавливались образцы на растяжение по ГОСТ 1497-84. Аналогичные образцы применялись и при испытаниях на разгаростойкость/ которая определялись нагревом образцов проходящим током до 700°С и охлаждением до 20°С.
Результаты испытаний приведены в табл. 2.
Как видно из табл. 2 оптимальным по разгаростойкости является сплав 3.
Технико-экономические преимущества изобретения состоят в том/ что его применение позволяет повысить работоспособность тяжелонагруженной наплавленной детали за счет повышения стойкости против образования разгарных трещин при одновременном повышении стойкости против отколов и отслоений/ так как трещины являются их причинами. Повышение долговечности/ например/ валков и роликов станов горячей прокатки приводит к уменьшению требуемого количества перевалок и/ следовательно/ повышает производительность стана.
Снижение склонности наплавленного металла к образованию трещин разгара приводит к отсутствию отпечатка трещин на прокатываемом металле/ что приводит к повышению качества проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ НАПЛАВКИ | 1992 |
|
RU2031765C1 |
| СТАЛЬ ДЛЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2048585C1 |
| СОСТАВ СПЛАВА | 1990 |
|
RU1721954C |
| СОСТАВ СПЛАВА | 1996 |
|
RU2104324C1 |
| СОСТАВ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ | 1987 |
|
RU1487321C |
| СОСТАВ СПЛАВА | 1998 |
|
RU2131945C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 1990 |
|
RU1769481C |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
| ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2173228C1 |
| Состав сплава | 1991 |
|
SU1796388A1 |
Использование: восстановление поверхности крупногабаритных изделий, работающих в условиях циклического термомеханического нагружения, например стальных рабочих валков станов горячей прокатки и других деталей металлургического оборудования. Сущность изобретения: состав сплава содержит компоненты в следующем соотношении: мас.%: углерод 0,15 - 0,20; кремний 0,40 - 0,80; марганец 0,45 - 0,80; хром 3,60 - 4,50; никель 1,10 - 1,50; молибден 1,60 - 2,30; ванадий 0,3Р - 0,60; вольфрам 0,40 - 0,65; кальций 0,005 - 0,08; железо - остальное. Состав позволяет повысить работоспособность наплавленной детали за счет повышения стойкости против образования разгарных трещин. 2 табл.
СОСТАВ ДЛЯ НАПЛАВКИ деталей, работающих преимущественно в условиях циклического термомеханического нагружения, включающий углерод, кремний, марганец, хром, никель, молибден, ванадий, вольфрам, железо, отличающийся тем, что он содержит дополнительно кальций при следующем соотношении компонентов, мас.%:
Углерод 0,15 - 0,20
Кремний 0,40 - 0,80
Марганец 0,45 - 0,30
Хром 3,60 - 4,50
Никель 1,10 - 1,50
Молибден 1,60 - 2,30
Ванадий 0,30 - 0,60
Вольфрам 0,40 - 0,65
Кальций 0,05 - 0,08
Железо Остальное

