Изобретение относится к деревообрабатывающей промышленности, в частности к производству прессованных деталей покрытий пола.
Известен способ изготовления деталей покрытий пола, состоящий из подготовки частиц, сортировки, смешивания частиц с вяжущим и прессование деталей с их отделкой [1]
Известен также способ производства прессованных ламелей, включающий подготовку растительных частиц, сортировку их, сушку и смешивание с вяжущим, прессование заготовок, раскрой их [2]
Недостатком известных решений является относительно низкое качество из-за тангентального расположения прессуемых частиц в рабочих плоскостях прессованных ламелей, что, в свою очередь, приводит не только к более быстрому износу рабочих плоскостей, но и к получению более низких показателей на растяжение перпендикулярно пласти, а значит и получению значительно низких показателей по влаго-водостойкости.
Цель изобретения повышение качества и эксплуатационных показателей за счет снижения разбухания и ориентации прессуемых частиц в рабочей плоскости торцово-радиальными плоскостями.
Достигается это тем, что после раскроя непрерывной заготовки осуществляют распиловку деталей на кратные ламели поперек волокон прессуемых частиц, выполнение пазов и гребней производят по контуру каждой ламели перед разделением кратной детали, а разделение ведут с формированием торцово-радиальных плоскостей прессуемых частиц.
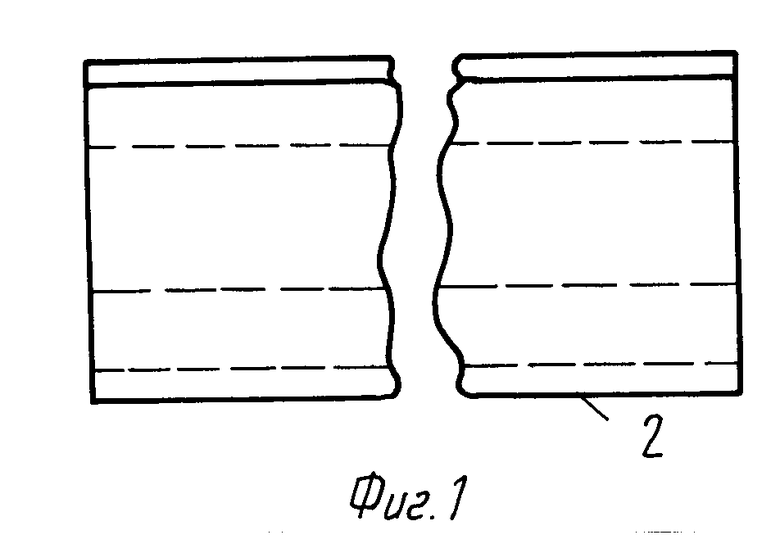
На фиг. 1 изображена схема заготовки, вид спереди; на фиг.2 то же, вид сбоку; на фиг.3 схема кратных ламелей, вид спереди; на фиг.4 то же, вид сбоку.
Способ производства ламелей производили следующим образом.
Брали подготовленные растительные частицы, сортировали их, при этом крупные частицы направляли на доизмельчение, затем частицы подсушивали до влажности 5-10% и выполняли смешивание с минеральным вяжущим порошком магнезитовым каустическим по ГОСТ 1216-87 и затворяли его водным раствором хлористого магния по ГОСТ 7759-73 и готовили пресс-массу по ТУ ОП 13-177/1-90 и производили прессование непрерывной заготовки, которую раскраивали на детали, их распиливали на кратные ламели поперек прессуемых частиц, затем выполняли на наружных кромках кратных ламелей поочередно пазы и гребни и только после этого отделяли ламель, при этом отделение ведут с формированием торцово-радиальных плоскостей прессуемых частиц, при этом частицы располагают в рабочих плоскостях покрытия пола.
Ламели 1 получали из непрерывной заготовки 2 путем распиловки их на детали 3, затем детали 3 распиливали на кратные ламели 4, причем распиловку производили поперек волокон прессуемых частиц 5, а по контуру ламели 1 выполняли гребни 6 и пазы 7, а разделение кратных деталамелей 4 производили с формированием торцово-радиальных плоскостей 8 прессуемых частиц 5.



Изобретение относится к деревообрабатывающей промышленности, в частности к производству ламелей для покрытий пола. Сущность изобретения состоит в том, что после раскроя непрерывной заготовки осуществляют распиловку деталей на кратные ламели поперек волокон прессуемых частиц, выполнение пазов и гребней производят по контуру каждой ламели перед разделением кратной детали, а разделение ведут с форированием торцово-радиальных плоскостей прессуемых частиц. 6 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Типовые технологические процессы изготовления паркета | |||
| ВНИИдрев, Балабаново: 1979, с.26-28. | |||
