Изобретение относится к прокатному производству, в частности к рабочим клетям листовых станов горячей и холодной прокатки.
Известна рабочая клеть листового прокатного стана, включающая станины, установленные в них подушки с опорными и рабочими валками, распорные клинья, размещенные в подушках рабочих валков с каждой их стороны, обращенной к станинам, а также гидроцилиндры перемещения клиньев (авт. св. СССР N 1440572, кл. В 21 В 31/02, 1988). Клети такой конструкции обладают преимуществами перед обычными клетями, заключающимися в том, что обеспечивают снижение продольных динамических нагрузок на подшипники валков и повышают их долговечность, а также стабилизируют процесс захвата полосы валками и прокатки, что повышает ее точность и качество прокатываемых полос.
Однако из-за невозможности регулирования углового положения рабочих валков в горизонтальной плоскости относительно опорных валков и полосы при износе облицовочных планок на станинах в процессе эксплуатации происходит продольное (вдоль оси прокатки) смещение подушек в поле боковых зазоров между стойками станин. В результате этого возникают устойчивые перекосы рабочих валков относительно опорных, что приводит к появлению осевых нагрузок на подшипники валок и снижению их долговечности, а также вызывает боковое смещение, выбросы полосы и забуривание при захвате.
Целью изобретения является повышение качества прокатываемых полос и работоспособности подшипниковых узлов валков за счет обеспечения возможности регулирования углового положения рабочих валков.
Поставленная цель достигается тем, что на вертикальных поверхностях клиньев подвижно смонтированы облицовочные планки сопряженные с клиньями по шаровым поверхностям, центр которых расположен на оси клети. Благодаря снабжению клиньев сферическими планками исключается образование избыточных связей в подшипниках рабочих валков и обеспечивается самоустановка подушек в клети.
Регулирование углового положения валков осуществляется с помощью гидравлической системы, состоящей из двухплунжерных гидроцилидров, установленных в клиньях подушек нижнего валка, стандартной гидроаппаратуры, грузового аккумулятора системы уравновешивания валков и мультипликаторов для повышения давления в гидросистеме регулирования.
Выполнение облицовочных планок со сферическими контактными поверхностями, центры которых совпадают с осью клети, приводит к самоустановке подушек в клети, что повышает работоспособность подшипниковых узлов валков за счет исключения переносов рабочих валков относительно опорных и устранения при этом осевых нагрузок на подшипники. Кроме того, в этом случае исключается боковое смещение валков, выбросы полосы и забуривание проката, что приводит к повышению качества прокатываемых полос.
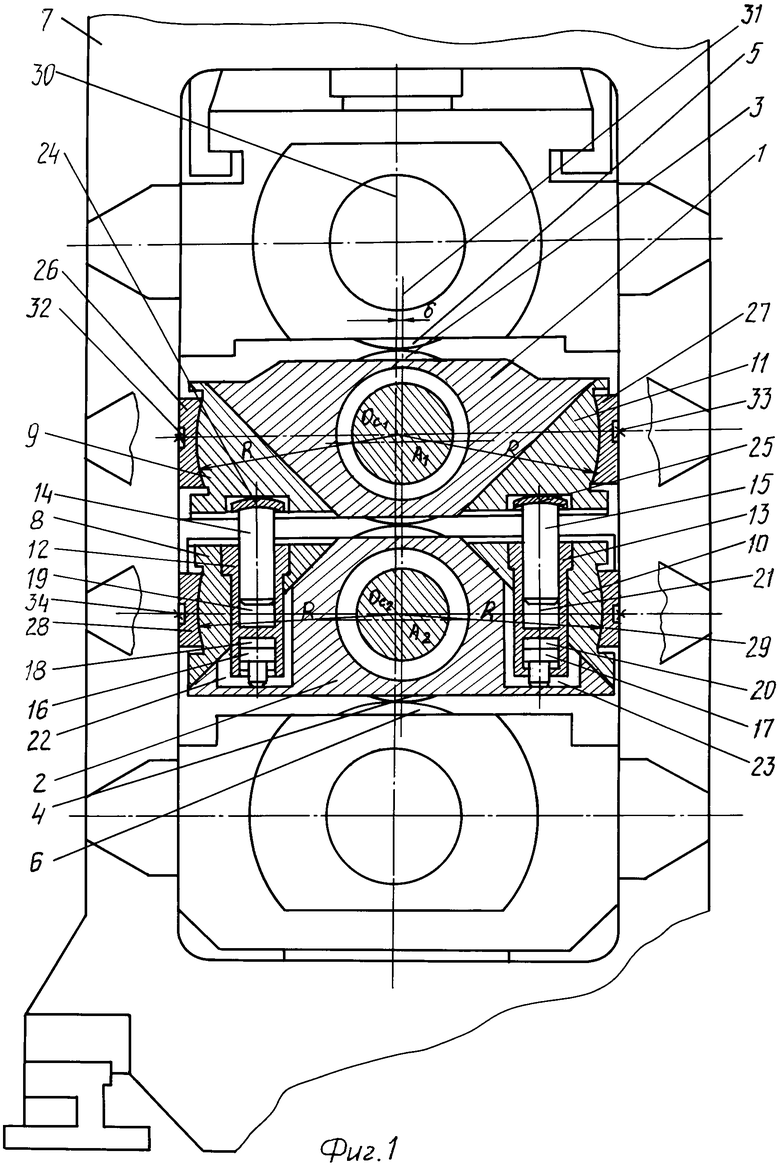
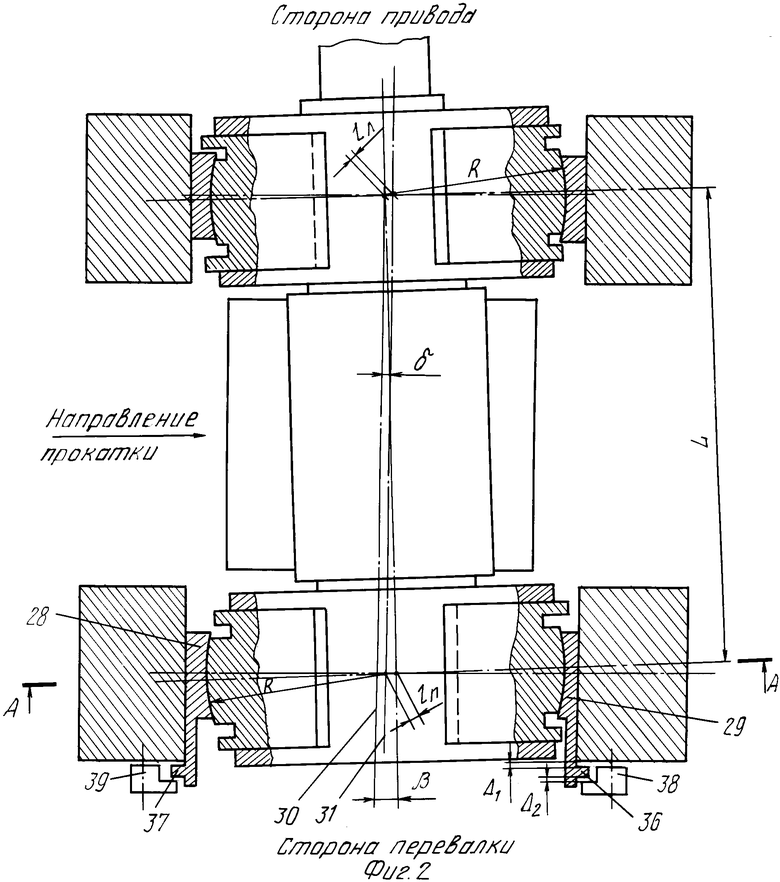
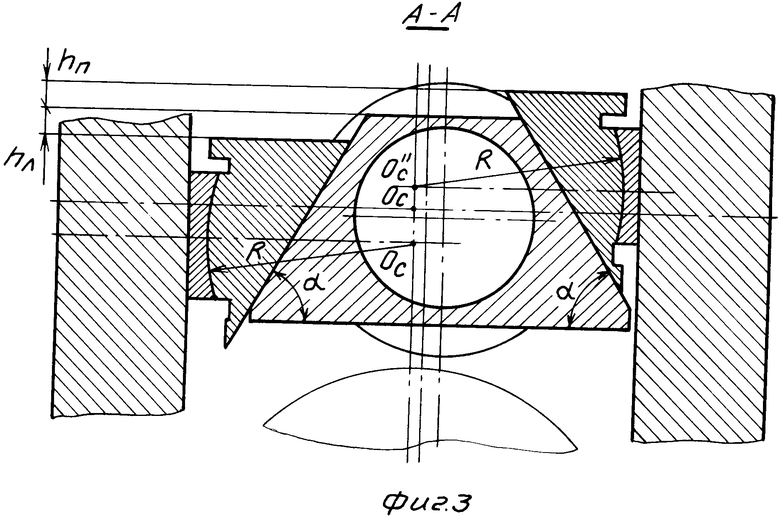
На фиг. 1 показана рабочая клеть с комплектом подушек рабочих валков, общий вид; на фиг. 2 - положение нижнего рабочего валка с подушками при перекосе; на фиг. 3 - сечение А-А на фиг. 2.
Рабочая клеть листового прокатного стана (фиг. 1 и 2) включает подушки 1 и 2 верхнего 3 и нижнего 4 рабочих валков, контактирующих с соответствующими опорными валками 5 и 6. Подушки установлены в станинах 7 и не связаны между собой.
В подушках по обе стороны от их вертикальной оси установлены подвижные клинья 8-11. В клиньях 8 и 10 подушек нижнего валка 4 смонтированы и закреплены гидроцилиндры 12 и 13 уравновешивания и регулирования относительного углового положения валков в горизонтальной плоскости. Гидроцилиндры выполнены двухполостными с установленными в полостях плунжерами 14 и 15 уравновешивания верхнего рабочего валка 3 и плунжерами 16 и 17 регулирования углового положения валков. Полости 18, 19 и 20, 21 соединены с гидравлической системой регулирования углового положения валков. Гидроцилиндры 12 и 13 своей нижней частью установлены в углублениях 22 и 23, выполненных в подушках 2 нижнего валка, с возможностью их горизонтального перемещения при регулировании углового положения валков. Плунжеры 16 и 17 регулирования углового положения своими хвостовиками упираются в дно углублений 22 и 23. Для самоустановки плунжеров 14 и 15 уравновешивания их контакт с клиньями 9 и 11 подушек 1 верхнего рабочего валка осуществляется через промежуточные сферические шайбы 24 и 25, установленные в расточках на горизонтальных поверхностях клиньев 9 и 11 с возможностью горизонтального перемещения в расточках.
На вертикальных поверхностях клиньев 8-11 подвижно смонтированы облицовочные планки 26-29, сопряженные с клиньями по сферическим поверхностям радиуса R с центрами O и O
и O , расположенными на оси 30 клети, относительно которых смещены оси 31 рабочих валков на величину δ- "свала" рабочих валков в направлении хода прокатки. Планки закреплены на клиньях с помощью центральных болтов 32 - 35 с тарельчатыми пружинами, обеспечивающими возможность разворота планок относительно клиньев по сферическим контактным поверхностям при регулировании углового положения валков. На планках 28 и 29 со стороны перевалки (фиг. 2) выполнены заплечики 36 и 37 для фиксации подушек 1 и 2 от осевого смещения с помощью защелок 38 и 39.
, расположенными на оси 30 клети, относительно которых смещены оси 31 рабочих валков на величину δ- "свала" рабочих валков в направлении хода прокатки. Планки закреплены на клиньях с помощью центральных болтов 32 - 35 с тарельчатыми пружинами, обеспечивающими возможность разворота планок относительно клиньев по сферическим контактным поверхностям при регулировании углового положения валков. На планках 28 и 29 со стороны перевалки (фиг. 2) выполнены заплечики 36 и 37 для фиксации подушек 1 и 2 от осевого смещения с помощью защелок 38 и 39.
При регулировании углового положения валков подушки совершают сложное пространственное движение. При этом центры Ос1 и Осll (фиг. 3) сферических поверхностей планок из-за наклона осей рабочих валков к опорным в горизонтальной и вертикальной плоскостях смещаются по вертикали относительно начального общего центра Ос, вызывая перемещение планок 26 - 29 вдоль оси валков по плоским контактным поверхностям их сопряжения с планками станин. Для обеспечения возможности этих перемещений между заплечиками и 36 и 37, защелками 38 и 39 и станинами 7 выполнены необходимые осевые зазоры Δ1и Δ2.
Клеть работает следующим образом.
Функции уравновешивания верхнего рабочего валка 3 и выбора боковых зазоров между подушками 1 и 2 и станинами 7 выполняются одновременно. В этом случае при подаче давления рабочей жидкости в полости 19 и 20 гидроцилиндров 12 и 13 плунжеры 14 и 15 воздействуют на клинья 9 и 11 подушек 1 верхнего валка, поджимают верхний рабочий валок 3 к верхнему опорному валку 5 и одновременно создают горизонтальный клиновый гидрораспор (ГКГ) подушек 1 и 2 в станинах 7, зажимая подушки клиньями 9, 11 и 8, 10 в проемах станин. При этом выбираются боковые зазоры между подушками и станинами, а при захвате полосы валками устраняются их продольные перемещения. В результате уменьшаются продольные динамические нагрузки на подшипники валков и повышается их работоспособность.
При выполнении функций уравновешивания верхнего рабочего валка и выборе боковых зазоров между подушками и станинами давление рабочей жидкости в полостях 18 и 20 плунжеров 16 и 17 регулирования углового положения валков не подается. В этих полостях поддерживается небольшое давление жидкости, чтобы обеспечить заполнение соединительных трубопроводов и готовность плунжеров к работе.
Наличие подвижных облицовочных планок 26 - 29, сопряженных с клиньями по сферическим поверхностям радиуса R, обеспечивает возможность самоустановки рабочих валков 3 и 4 по опорным валкам 5 и 6 без создания избыточных связей (защемлений элементов) в подшипниках валков, что способствует улучшению условий их работы и повышению долговечности. Центры O и O
и O сферических контактных поверхностей клиньев и планок находятся на оси 30 рабочей клети, что соответствует минимально возможной кривизне этих поверхностей и минимальным контактным давлениям между ними при обеспечении самоустановки валков 3 и 4 с подушками 1 и 2 в станинах без образования избыточных связей в подшипниках валков.
сферических контактных поверхностей клиньев и планок находятся на оси 30 рабочей клети, что соответствует минимально возможной кривизне этих поверхностей и минимальным контактным давлениям между ними при обеспечении самоустановки валков 3 и 4 с подушками 1 и 2 в станинах без образования избыточных связей в подшипниках валков.
Рабочая клеть листового прокатного стана обеспечивает возможность работы подушек без ГКГ. В этом случае перемещения клиньев 8 - 11 ограничивается специально предусмотренными упорными регулировочными винтами (не показаны) и горизонтальный распор подушек не создается.
Комплект работает как обычный комплект цельных подушек без клиньев. Вместе с тем с помощью регулировочных винтов комплект подушек можно настроить на работу с заданными боковыми зазорами. Зазоры могут быть установлены минимальными и различными со стороны привода и перевалки, что позволяет даже без применения ГКГ снизить до минимума продольные динамические нагрузки на подшипники валков, обеспечить параллельность осей рабочих и опорных валков при установившемся процессе прокатки и существенно снизить осевые нагрузки, что является важным условием повышения долговечности подшипников.
Для исключения заклинивания подушек нижнего рабочего валка в станинах при перевалках в полости 18 и 20 подается рабочее давление жидкости и гидроцилиндры 12 и 13 под действием плунжеров 16 и 17 поднимаются. Так как цилиндры закреплены в клиньях 8 и 10, последние поднимаются до упора в ограничители их верхнего положения, выполненные в подушках 2 нижнего валка и освобождают подушки в проемах станин, обеспечивая их свободную перевалку.
При выполнении функций регулирования углового положения рабочих валков 3 и 4 (скрещивания их относительно полосы и опорных валков 5 и 6) осуществляется перемещение подушек 1 и 2 в продольном направлении (вдоль оси прокатки) путем изменения положения клиньев 8 - 11 по высоте. В этом случае оси рабочих валков А1 и А2 смещаются в продольном направлении относительно их оси 31 в исходном положении по ходу или против хода прокатки, благодаря чему обеспечивается их установка с заданным углом перекоса относительно опорных валков или полосы.
При необходимости обеспечить перекос нижнего рабочего валка 4 относительно опорного валка 6 и горизонтальной плоскости на угол β(фиг. 2) правые клинья 10 поднимаются, а левые клинья 8 опускаются соответственно на расстояния hп и hл. Оси подушек 2 со стороны привода и перевалки перемещаются по ходу и против хода прокатки на расстояния lп и lл. Соотношения между вертикальными перемещениями клиньев hп, hл и продольными перемещениями оси lп, lл со стороны перевалки и привода имеют вид
lп=  , lл=
, lл=  , где α- угол наклона клиновых поверхностей подушек к горизонтали.
, где α- угол наклона клиновых поверхностей подушек к горизонтали.
Угол перекоса рабочего валка относительно опорного в горизонтальной плоскости
β = arctg  , где L - расстояние между продольными осями подушек, проходящими через центры А, В контактных сферических поверхностей планок, расположенных на оси 30 опорного валка 4. При определении углаβ необходимо учитывать знак смещений lп и lл. Положительная величина смещения соответствует направлению по ходу прокатки, отрицательная - против хода прокатки.
, где L - расстояние между продольными осями подушек, проходящими через центры А, В контактных сферических поверхностей планок, расположенных на оси 30 опорного валка 4. При определении углаβ необходимо учитывать знак смещений lп и lл. Положительная величина смещения соответствует направлению по ходу прокатки, отрицательная - против хода прокатки.
Аналогичные соотношения имеют место и при переносе верхнего рабочего валка 3 относительно верхнего опорного валка 5 (фиг. 1).
При регулировании углового положения рабочих валков относительно опорных с целью устранения осевых нагрузок на валки и их подшипники сечение перекрещивания валков целесообразно устанавливать по оси прокатки. В этом случае смещения lп и lл принимаются одинаковыми. При этом, во-первых, частично компенсируется отрицательное влияние прогиба валков на точность прокатки (поперечную разнотолщинность), во-вторых, перекос валков не влияет на характер распределения контактных напряжений в очаге деформации по ширине полосы.
Предлагаемая рабочая клеть позволяет работать как с одновременным изменением относительного углового положения верхних и нижних рабочего и опорного валков, так и с изменением положения только одной пары валков. В этом случае другая пара устанавливается с параллельными осями валков. Возможность одновременного регулирования профиля двумя парами валков обеспечивает его высокую гибкость, точность прокатки и высокое качество прокатываемых полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |
| Прокатная клеть | 1990 |
|
SU1755982A1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1990 |
|
SU1764239A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2121898C1 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| УСТРОЙСТВО ДЛЯ ОСЕВОГО ПЕРЕМЕЩЕНИЯ РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1991 |
|
RU2033872C1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
Изобретение относится к прокатному производству, в частности к рабочим клетям листовых станов горячей и холодной прокатки. Сущность изобретения: рабочая клеть включает станины с установленными в них подушками с опорными и рабочими валками и распорные клинья, расположенные подвижно в подушках рабочих валков по обе стороны от их вертикальной оси, в которых смонтированы гидроцилиндры уравновешивания и регулирования относительного углового положения валков. На вертикальных поверхностях клиньев подвижно смонтированы облицовочные планки, сопряженные с клиньями по шаровым поверхностям, центр которых расположен на оси клетки. 3 ил.
РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА, включающая станины, установленные в них подушки с опорными и рабочими валками, распорные клинья, установленные в подушках рабочих валков по обе стороны от их вертикальной оси, и гидроцилиндры перемещения клиньев, отличающаяся тем, что на вертикальных поверхностях клиньев подвижно смонтированы облицовочные планки, сопряженные с клиньями по шаровым поверхностям, центр которых расположен на оси клети.
| Устройство для перемещения в клети комплекта прокатных валков в горизонтальной плоскости | 1987 |
|
SU1440572A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
