Изобретение относится к области металлургии, в частности к плазменно-литейным машинам, предназначенным для получения мельчайших деталей сложной формы взамен сборных узлов, изготовленных по частям из проката, литья, из кованных заготовок механообработанных и собранных из отдельных деталей узла. Может быть использовано и в других областях техники.
Целью изобретения является получение тонкостенных мельчайших узлов сложной конструкции, повышение качества отливок и экономия металлических и вспомогательных материалов и энергоресурсов.
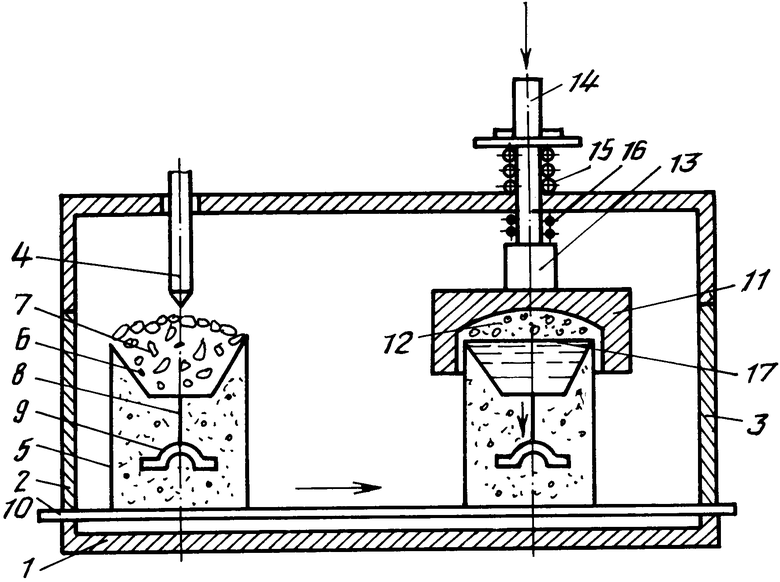
На чертеже схематично представлена установка для литья.
Установка для литья состоит из плавильной камеры 1 с загрузочным окном 2 и окном выгрузки 3, плазмотрона 4, литейной огнеупорной формы 5 в виде цилиндра, в верхней части которого размещена воронка 6 с шихтовыми материалами 7, через пустотелый капилляр 8 соединяющаяся с формообразующей полостью 9, и устройства 10 перемещения формы от плазмотрона к цилиндрической камере 11 заливочного устройства. Устройство имеет механизм возвратно-поступательного движения вдоль вертикальной оси формы. Цилиндрическая камера выполнена с параболическим куполом и заполнена огнеупорным материалом 12. Основание 13 устройства соединено штоком 14 с механизмом возврата 15. Камера 11 снабжена фиксатором 16 положения штока 14.
Установка работает в окислительной, защитной или вакуумной среде следующим образом.
Литейная форма 5, которая содержит воронку 6 с шихтовыми материалами и формообразующей полостью 9, устройством 10 перемещения через загрузочное окно 2 подается в плавильную камеру 1 под плазмотрон 4. Происходит плавка металла в воронке 6 литейной огнеупорной формы 5.
Литейная огнеупорная форма 5 с расположенным металлом устройством 10 перемещения подается под заливочное устройство. Заливка металла в формообразующую полость 9 производится через капилляр 8. В камере 11 размещен увлажненный огнеупорный материал 12. При воздействии на шток 14 заливочное устройство опускается вниз, создавая давление Ро. При этом увлажненный огнеупорный материал 13, механически прижимаясь к "зеркалу" жидкого металла 17, выдавливается и заполняет зазор между литейной формой 5 и внутренней поверхностью камеры 11, образуя герметичный объем. Механическое давление, передаваемое заливочным устройством "зеркалу" жидкого металла 17, и это давление через слой жидкого металла в воронке 6 подает металл через капилляр 8 в формообразующую полость 9. При соприкосновении огнеупорной массы 12 с жидким металлом жидкость, находящаяся в составе увлажненной огнеупорной массы, переходит в газообразное состояние и создается дополнительное давление - взрыв, происходит допрессовка металла. Для предотвращения отдачи служит фиксатор 16 положения штока. После заливки металла механизм возврата отводит заливочное устройство в исходное положение. Через окно 3 выдачи литейная форма 5 поступает на позицию извлечения отлитой детали из литейной формы 5.
Установка позволяет изготавливать мельчайшие однослойные детали сложной формы точнолитыми, без последующей механообработки, применяя технологию плазменно-капиллярного литья.
Внедрение технологии плазменно-капиллярногоо литья мельчайших деталей позволяет сэкономить металл, снизить затраты электроэнергии, повысить качество деталей, которые в настоящее время изготавливаются литьем, ковкой, штамповкой с последующей механической обработкой и сборкой в узел.
Литейная форма в плазменно-капиллярной технологии изготавливается по выплавляемым моделям, но роль литниковой системы играет капилляр, через который происходит заливка с одновременной фильтрацией металла, под внешним избыточным давлением.
Диаметр капилляра dкап. меньше критического диаметра dкр.
dкап. = 0,81-0,95 dкр., где dкр. - диаметр критический, максимальный диаметр, при котором не происходит самопроизвольного протекания металла в капилляр при определенном гидростатическом давлении металла над капилляром.
При выполнении dкап. < 0,81 необходимо создать большое давление при заливке металла, что ведет к увеличению энергозатрат и усложнению оборудования.
При выполнении dкап. > 0,95 происходит самопроизвольное протекание металла под воздействием гидростатического напора в формообразующую полость, неуправляемая заливка, ухудшая качество детали, и приводит к браку.
Высота рабочей цилиндрической части камеры 11 соответствует Н = 0,1-0,5 d, где d - диаметр рабочей части ее и зависит от отношения массы огнеупорного материала к массе заливаемого в форму металла.
При выполнении Н < 0,1 d происходит разгерметизация заливочной камеры, а при Н > 0,5 d - нерациональное использование материалов, так как это ведет к увеличению габаритов заливочного устройства.
Использование в заливочном устройстве увлажненного огнеупорного материала позволяет повысить качество отливки.
При получении отливок плазменно-капиллярной технологией должна соблюдаться закономерность:
Ро + Р1 > Cкапил.+
Cкапил.+ Cл.ф. где Ро - механическое давление, передаваемое заливочным устройством зеркалу жидкого металла.
Cл.ф. где Ро - механическое давление, передаваемое заливочным устройством зеркалу жидкого металла.
Р1 - давление, создаваемое переходом жидкости, находящейся в составе увлажненной огнеупорной массы, из жидкого состояния в газообразное.
 Скапил. - суммарное сопротивление капилляра.
Скапил. - суммарное сопротивление капилляра.
 Сл.ф. - суммарное сопротивление формообразующей полости и литейной формы.
Сл.ф. - суммарное сопротивление формообразующей полости и литейной формы.
Созданное дополнительное давление при применении увлажненного огнеупорного материала способствует повышению качества отливок и экономии энергоресурсов, получению отливок сложной конфигурации. Последующая отрезка литниковой системы и механообработка не требуется, так как отливка получается в готовом виде.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИ ОТЛИВОК | 1991 |
|
RU2026148C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2009012C1 |
| ПРЕСС-КАМЕРА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2327545C1 |
| Плазменная установка для плавки и рафинирования металла | 1982 |
|
SU1048810A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371278C2 |
Использование: изготовление мельчайших деталей сложной формы взамен сборных узлов. Сущность изобретения: установка для литья содержит плазмотрон, плавильную камеру, литейную форму, устройство горизонтального перемещения, заливочное устройство, имеющее возможность возвратно-поступательного движения относительно продольной оси литейной формы. В основании заливочного устройства выполнена цилиндрическая камера с параболическим куполом. Высота рабочей цилиндрической части камеры, соответствует величине H = 0,1 - 0,5 d, где d - диаметр рабочей части камеры. Литейная форма размещена на устройстве перемещения и содержит капилляр между формообразующей полостью и воронкой. Диаметр капилляра соответствует величине dкап=0,81-0,95dкр , где dкр - максимальный диаметр, при котором не происходит самопроизвольного протекания металла в капилляр при определенном гидростатическом давлении металла над капилляром. 1 ил.
УСТАНОВКА ДЛЯ ЛИТЬЯ, содержащая плавильную камеру с устройством для плавления металла, литейную форму с литниковой воронкой, устройство для создания давления на заливаемый в форму металл, отличающаяся тем, что устройство для плавления металла выполнено в виде плазмотрона, а устройство для создания давления - в виде цилиндрической камеры с параболическим куполом, заполненной огнеупорным материалом, причем высота рабочей части цилиндрической камеры составляет 0,1 - 0,5 диаметра рабочей части, при этом установка имеет устройство горизонтального перемещения литейной формы от плазмотрона к цилиндрической камере, механизм возвратно-поступательного перемещения цилиндрической камеры вдоль вертикальной оси литейной формы и фиксатор положения цилиндрической камеры, а литниковая воронка соединена с полостью формы каналом, диаметр которого составляет 0,81 - 0,95 dкр, где dкр - критический диаметр капилляра, при котором не происходит самопроизвольного протекания металла в капилляр при определенном гидростатическои давлении металла над капилляром.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
