Изобретение относится к промышленности строительства и строительных материалов, в частности к производству листового стекла и листовых стеклокристаллических материалов.
Известны прокатные машины, содержащие верхние и нижние прокатные валы, в зазоре между которыми прокатывается стекломасса.
Каждый прокатный вал снабжен приводом вращения.
Оба прокатных вала снабжены системой водяного охлаждения, которая позволяет обеспечить заданную температуру рабочих поверхностей валов [1].
Практика эксплуатации этих машин показывает, что после определенного периода непрерывной работы рабочая поверхность прокатных валов резко ухудшается (за счет термоциклических нагрузок на валы и коррозионного эффекта, что вызывает возникновение неровностей на рабочих поверхностях валов), а это приводит к ухудшению качества поверхности прокатываемой ленты стекла.
В этом случае требуется замена прокатных валов, причем в первую очередь верхнего. Для замены валов необходимо прекращение подачи стекломассы и откатка прокатной машины. Для восстановления рабочей поверхности вал подвергается переточке и другим видам обработки.
Обычно при откатке машины на ее место устанавливается резервная машина. Эта операция обуславливает перерыв в производстве стекла продолжительностью в 6-8 ч.
Данное положение усугубляется тем, что при прекращении выработки стекломассы меняется технологический режим в стекловаренной печи и нарушается тепловой режим в печи отжима или в кристаллизаторе.
При прокатке стеклокристаллических материалов с повышенными требованиями к поверхности ленты (она должна быть близка к полированной) ожидаемая продолжительность работы верхнего прокатного вала составит 12-48 ч.
Наиболее близким техническим решением является машина для прокатки непрерывной ленты термопластичного материала [2].
Согласно патенту лента термопластичного материала формируется в зазоре между рабочими прокатными валами. В машине имеется два резервных прокатных вала, один из которых установлен в паре с верхним рабочим валом, а другой - с нижним.
Конструкция по патенту обеспечивает возможность замены прокатных валов без обрыва ленты стекла.
Однако эта конструкция обладает рядом существенных недостатков.
В конструкции по патенту решается задача замены верхнего, а при необходимости и нижнего прокатных валов на ходу.
Однако конструкция чрезвычайно сложна, громоздка и не обеспечивает быстроты замены валов.
Наличие центрального вала, посредством которого поворачиваются опоры, увеличивает межцентровое расстояние между рабочими и резервным валами и, соответственно, увеличивает габариты машины.
Способ болтового крепления подшипников верхних прокатных валов (рабочего и резервного) обуславливает необходимость демонтажа и монтажа резервного прокатного вала непосредственно над горячей лентой стекломассы.
Это удлиняет процесс замены прокатных валов, увеличивает трудоемкость замены валов и ухудшает условия работы обслуживающего персонала.
Целью изобретения является увеличение производительности и улучшение качества формуемой ленты, а также увеличение выпуска годной продукции за счет сокращения времени замены валов.
Для осуществления этой цели в машине для непрерывной прокатки термопластичного материала, содержащей нижний и верхний рабочие прокатные валы для формования в зазоре между ними непрерывной ленты и верхний резервный вал для замены верхнего рабочего, причем оба верхних вала установлены в корпусах подшипников, расположенных в опорных узлах, выполненных с возможностью их подъема и кругового перемещения посредством привода для замены валов на рабочей позиции, опорные узлы, несущие оба верхних вала, выполнены в виде расположенных по концам валов дисков, снабженных зубчатыми венцами, установленных в опорах с цилиндрическими опорными поверхностями, а зубчатые венцы находятся в зацеплении, соответственно, с двумя зубчатыми колесами, закрепленными на приводном валу, расположенном вне зоны поворота верхних прокатных валов; при этом диски выполнены с открытыми пазами, в которых установлены корпуса подшипников верхних рабочего и резервного прокатных валов, а в верхней части опор выполнены проемы для установки дисков и извлечения корпусов подшипников, причем корпуса подшипников снаружи снабжены зубчатым сектором и сектором цилиндрических опорных поверхностей, так что вместе с зубчатым венцом диска и его цилиндрическими опорными поверхностями они образуют, соответственно, замкнутое зубчатое колесо и замкнутую опорную поверхность.
Машина имеет следующие существенные признаки:
1. Выполнение устройства поворота верхних прокатных валов в виде двух расположенных по краям валов поворотных дисков, в пазах которых установлены корпуса подшипников валов без специального крепления.
2. Оснащение дисков зубчатыми венцами и цилиндрическими опорными поверхностями.
3. Наличие единого привода поворота дисков для замены рабочего вала на резервный посредством зацеплении зубчатых венцов дисков с ведущими зубчатыми колесами, установленными на общем приводном валу, расположенном за пределами зоны перемещения прокатных валов при повороте.
4. Выполнение корпусов подшипников валов с сектором зубчатого венца и участками цилиндрической опорной поверхности, являющимися продолжением этих элементов в дисках и обеспечивающих круговое замыкание зубчатого венца и цилиндрических опорных поверхностей дисков.
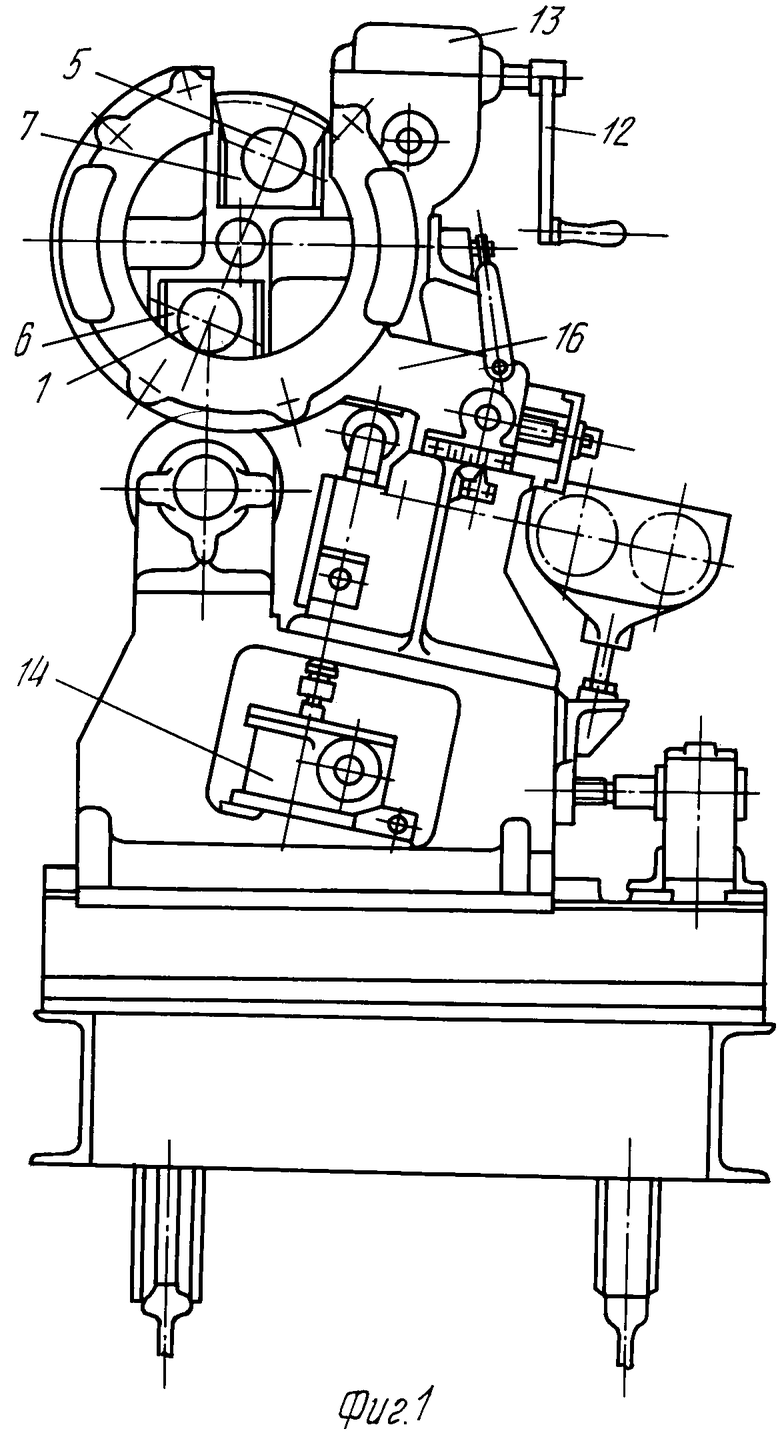
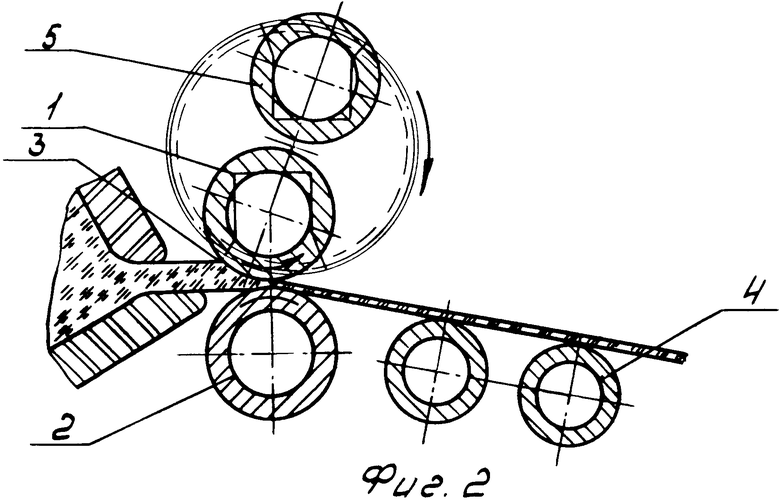
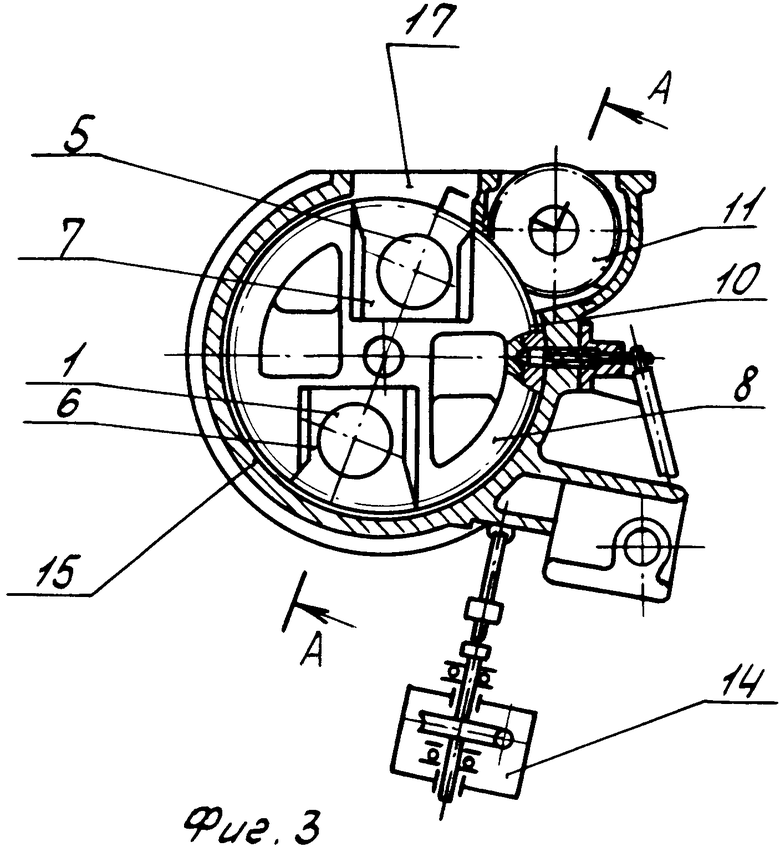
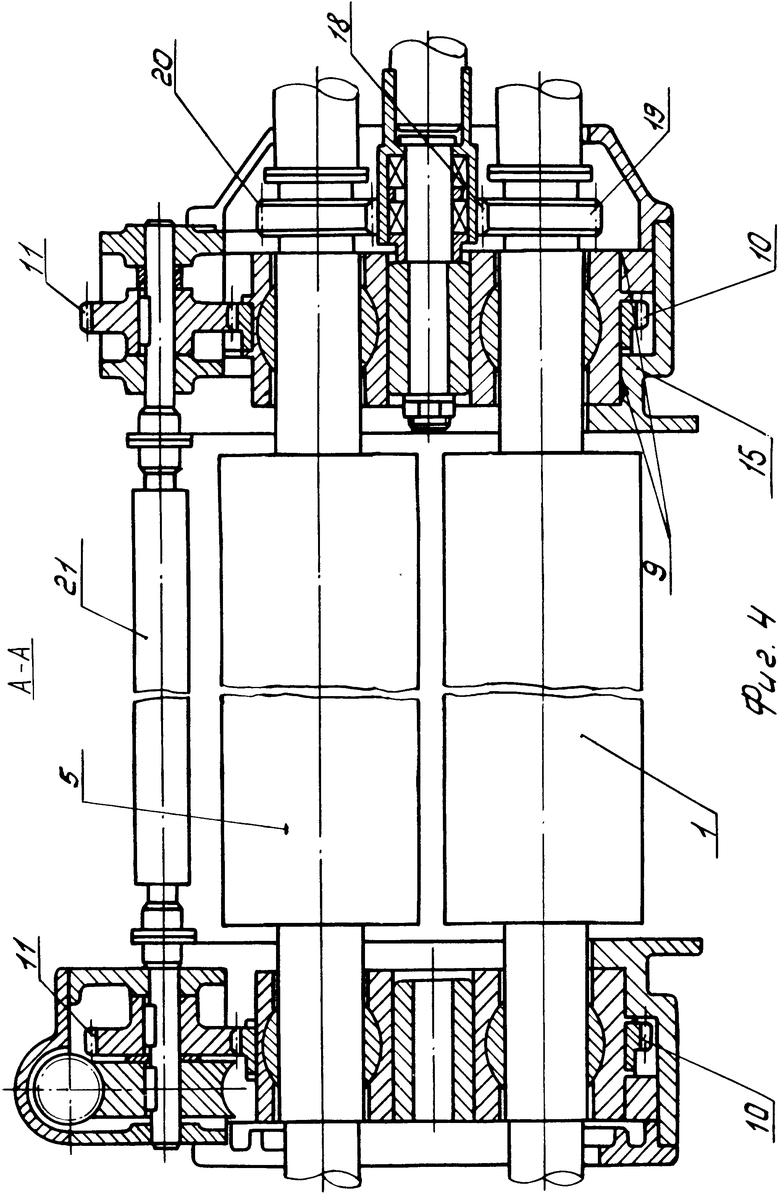
На фиг.1 изображена предлагаемая машина; на фиг.2 - схема расположения нижнего и верхнего рабочих прокатных валов и верхнего резервного вала; на фиг.3 - вид на опору и диск с корпусами подшипников, несущих верхний рабочий и резервный прокатные валы и привод поворота верхних валов; на фиг.4 - разрез А-А на фиг.3 (установка верхних прокатных валов в подшипниках, передача вращения на них, передача вращения на поворот валов).
Прокатная машина снабжена основными рабочими органами в виде верхнего 1 и нижнего 2 рабочих прокатных валов, в зазоре между которыми осуществляется прокатка ленты 3 термопластичного материала с одновременным ее формованием. В процессе прокатки лента поступает на приемные валки 4 и затем на рольный стол и далее в печь отжига или в кристаллизатор (на чертежах не показаны).
В машине установлен резервный верхний прокатный вал 5 для быстрой замены верхнего рабочего вала 1.
Замена нижнего прокатного рабочего вала в предлагаемой конструкции не предусматривается, так как он служит значительно дольше верхнего рабочего вала 1, а требование к качеству верхней (лицевой) поверхности формуемой ленты часто значительно выше, чем к нижней.
Корпуса подшипников 6 и 7 рабочего прокатного вала 1 и резервного 5 установлены в пазах дисков 8. Каждый диск 8 имеет цилиндрические опорные поверхности 9 с расположенным между ними зубчатым венцом 10. Оба (по концам валов) зубчатых венца 10 находятся в зацеплении с установленными на одном валу зубчатыми колесами 11 привода механизма поворота дисков 8. Привод ручной от рукоятки 12 через червячный редуктор 13. Машина снабжена механизмом 14 подъема. Диски 8 смонтированы в опорах 15, расположенных на траверсах 16. В опорах 15 выполнены проемы 17. Привод верхних прокатных валов снабжен центральным зубчатым колесом 18 и зубчатыми колесами 19 и 20.
Машина работает следующим образом.
В рабочем положении непрерывно вращающиеся в противоположных направлениях прокатные валы 1 и 2 взаимодействуют с термопластичным материалом, производя прокатку непрерывной ленты 3, например, из расплавленной стекломассы.
Температура рабочих поверхностей прокатных валов регулируется системой охлаждения. По мере ухудшения качества рабочей поверхности прокатного вала (в первую очередь это происходит с верхним прокатным валом, что вызывает ухудшение качества лицевой поверхности ленты 3 стекла) возникает необходимость его замены. Для этого механизмом 14 подъема поднимаются траверса 16 с опорами 15, несущими диски 8, в которых расположены подшипники 6 и 7 рабочего и резервного верхних прокатных валов. Ручным приводом через зубчатые колеса 11 и зубчатые венцы 10 дисков производится поворот верхних прокатных валов, бывший рабочий вал 1 выводится в верхнее положение, а резервный вал 5 занимает место рабочего вала. После этого траверса 16 опускается и прокатная машина работает в нормальном режиме.
Подъем прокатных валов, их поворот и опускание по расчетным данным занимают около 0,5 мин. Лента стекла при замене верхнего рабочего вала на резервный не обрывается, а продолжает перемещаться в несколько утолщенном виде нижним прокатным валом 2, что способствует сохранению технологического режима ванной печи и печи отжига.
Отработавший верхний вал 1 с помощью тельфера или крана-балки (цеховое оборудование) демонтируется с прокатной машины в процессе ее работы и переносится на ремонтный участок. При демонтаже вала необходимо предварительно перекрыть подачу охлаждающей воды на демонтируемый вал и отсоединить его от системы охлаждения.
Подшипники 7 свободно извлекаются из пазов дисков 8 через проемы 17 в опорах 15 дисков. На место снятого прокатного вала на позицию резервного верхнего вала 5 устанавливается подготовленный к работе (с восстановленной рабочей поверхностью) новый прокатный вал. Установка вала не вызывает трудностей, так как подшипники свободно входят в пазы дисков 8 через проемы 17 в опорах 15.
Вращение нижнего вала 2 осуществляется с помощью индивидуального привода. Такими же индивидуальными приводами оснащены верхний рабочий прокатный вал 1 и резервный 5, а также валки 4 приемные. Привод верхнего прокатного вала 1 и резервного осуществляется через центральное зубчатое колесо 18, передающее вращение на зубчатые колеса 19 и 20 для привода, имеющего приводной вал 21 верхних рабочего и резервного прокатных валов соответственно 1 и 5.
Толщина прокатываемой ленты, определяемая зазором между верхним и нижним прокатными валами, регулируется с помощью механизма 14 подъема.
Сущность изобретения: в прокатном механизме верхний рабочий и резервный валы установлены в корпусах подшипников, помещенных в пазах дисков, входящих в опорные узлы, выполненные с возможностью подъема и кругового перемещения посредством привода для замены валов на рабочей позиции. Диски снабжены зубчатыми венцами и установлены в опорах с цилиндрическими опорными поверхностями. При этом каждый зубчатый венец находится в зацеплении с соответствующим зубчатым колесом. Колеса закреплены на приводном валу, расположенном вне зоны поворота верхних прокатных валов. Диски выполнены с открытыми пазами, в которых установлены корпуса подшипников верхних рабочего и резервного прокатных валов. В верхней части опор выполнены проемы для установки и извлечения корпусов подшипников с дисками. Причем корпуса подшипников снаружи снабжены зубчатым сектором и сектором цилиндрических опорных поверхностей, образуя вместе с зубчатым венцом диска и его цилиндрическими опорными поверхностями соответственно замкнутое зубчатое колесо и замкнутую цилиндрическую опорную поверхность. 4 ил.
МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, содержащая нижний и верхний рабочие прокатные валы для формования в зазоре между ними непрерывной ленты материала и верхний резервный вал для замены верхнего рабочего, причем оба верхних вала установлены в корпусах подшипников, расположенных в опорных узлах, выполненных с возможностью их подъема и кругового перемещения посредством привода для замены валов на рабочей позиции, отличающаяся тем, что, с целью увеличения производительности и улучшения качества вырабатываемого материала, опорные узлы, несущие оба верхних вала, выполнены в виде расположенных на концах валов дисков, снабженных зубчатыми венцами и установленных в опорах с цилиндрическими опорными поверхностями, а каждый зубчатый венец находится в зацеплении с соответствующим зубчатым колесом, причем каждое из зубчатых колес закреплено на приводном валу, расположенном вне зоны поворота верхних прокатных валов, при этом диски выполнены с открытыми пазами, в которых установлены корпуса подшипников верхних рабочего и резервного прокатных валов, а в верхней части опор выполнены проемы для установки и извлечения корпусов подшипников с дисками, причем корпуса подшипников снаружи снабжены зубчатым сектором и сектором цилиндрических опорных поверхностей, образуя вместе с зубчатым венцом диска и его цилиндрическими опорными поверхностями соответственно замкнутое зубчатое колесо и замкнутую цилиндрическую опорную поверхность.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ N 3302664, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
