Изобретение относится к промышленности строительства и строительных материалов, в частности к производству листового стекла и листовых стеклокристаллических материалов.
Известна машина для непрерывной прокатки ленты термопластичных материалов.
Согласно изобретению лента термопластичного материала формуется в зазоре между рабочими прокатными валами. В машине имеются два резервных прокатных вала, один из которых установлен в паре с верхним рабочим валом, а другой с нижним.
Конструкция обеспечивает возможность замены прокатных валов без обрыва ленты стекла.
Однако эта конструкция обладает рядом существенных недостатков.
В конструкции по патенту решается задача замены верхнего, а при необходимости и нижнего прокатных валов на ходу.
Однако конструкция чрезвычайно сложна, громоздка и не обеспечивает быстроты замены валов.
Наличие центрального вала, посредством которого поворачиваются опоры прокатных валов, увеличивает межцентровое расстояние между рабочим и резервным валами и соответственно увеличивает габариты машины.
Способ болтового крепления подшипников верхних прокатных валов (рабочего и резервного) обусловливает необходимость демонтажа и монтажа резервного прокатного вала непосредственно над горячей лентой стекломассы.
Это удлиняет процесс замены прокатных валов, увеличивает трудоемкость замены валов и ухудшает условия работы обслуживающего персонала.
Целью изобретения является увеличение производительности и улучшение качества вырабатываемого материала.
Для осуществления этой цели в машине для непрерывной прокатки термопластичного материала, содержащей нижний и верхний рабочие прокатные валы для оформления в зазоре между ними непрерывной ленты и верхний резервный вал для замены верхнего рабочего, причем оба верхних вала установлены в корпусах подшипников, расположенных в проемах опорных узлов, выполненных с возможностью их кругового перемещения, опорные узлы, несущие оба верхних вала, выполнены в виде расположенных по концам валов пластин, по центрам которых смонтированы цапфы с подшипниками, причем ось поворота опорных узлов проходит по центрам цапф.
Предлагаемая прокатная машина обладает следующими существенными признаками:
устройство опорных узлов выполнено в виде двух пластин, расположенных по концам валов;
устройство механизма поворота опорных узлов выполнено в виде двух цапф с подшипниками, смонтированных по центрам пластин;
подшипники обоих верхних валов выполнены в виде вставных элементов, расположенных в проемах пластин.
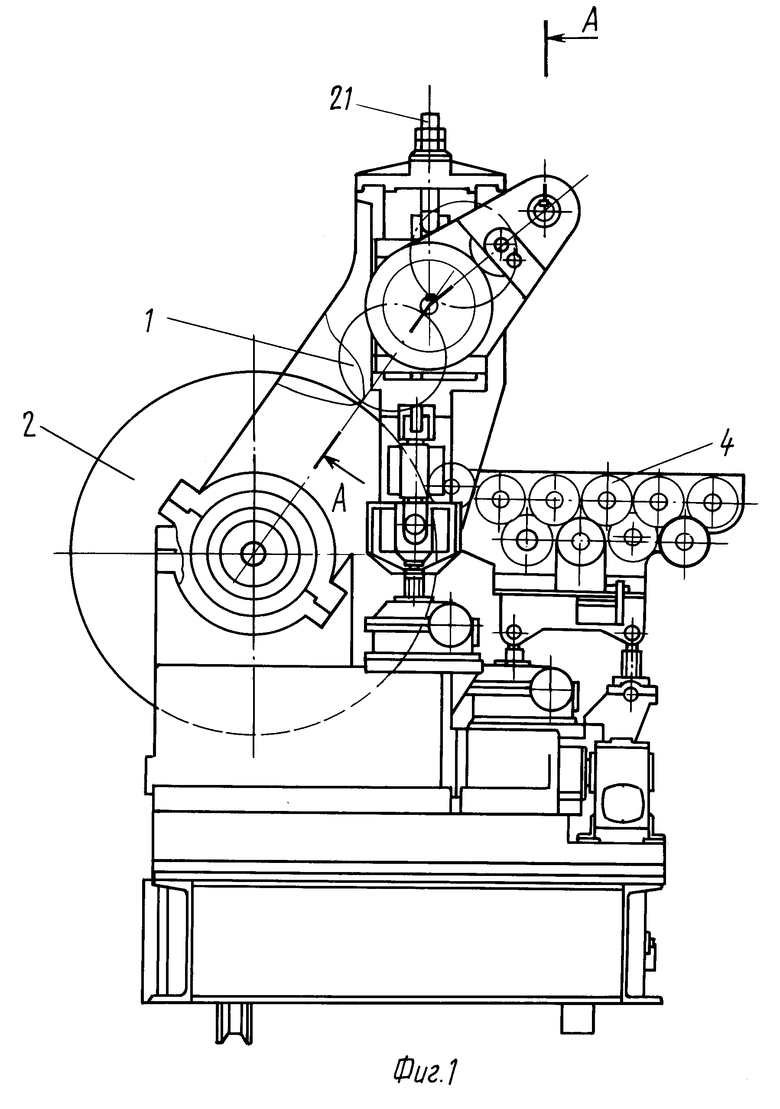
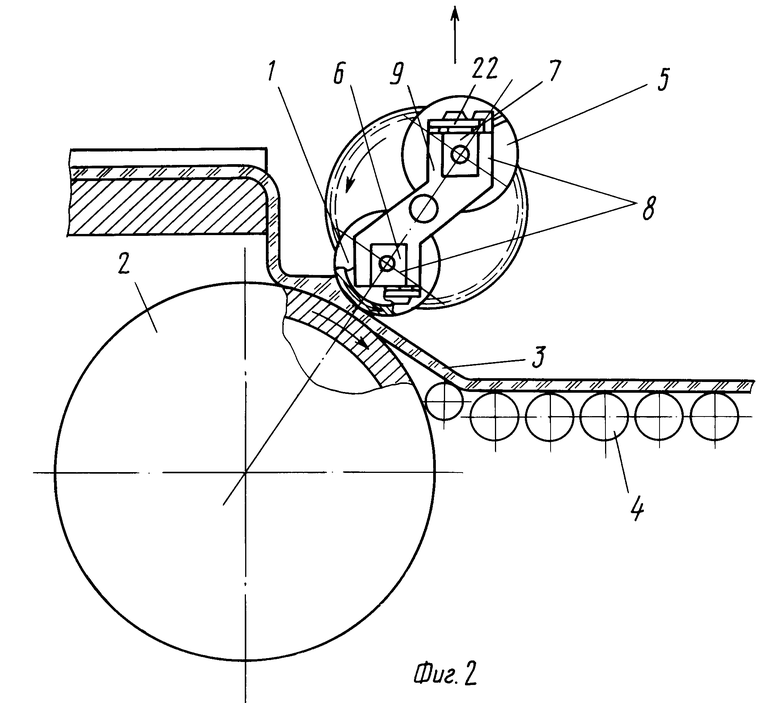
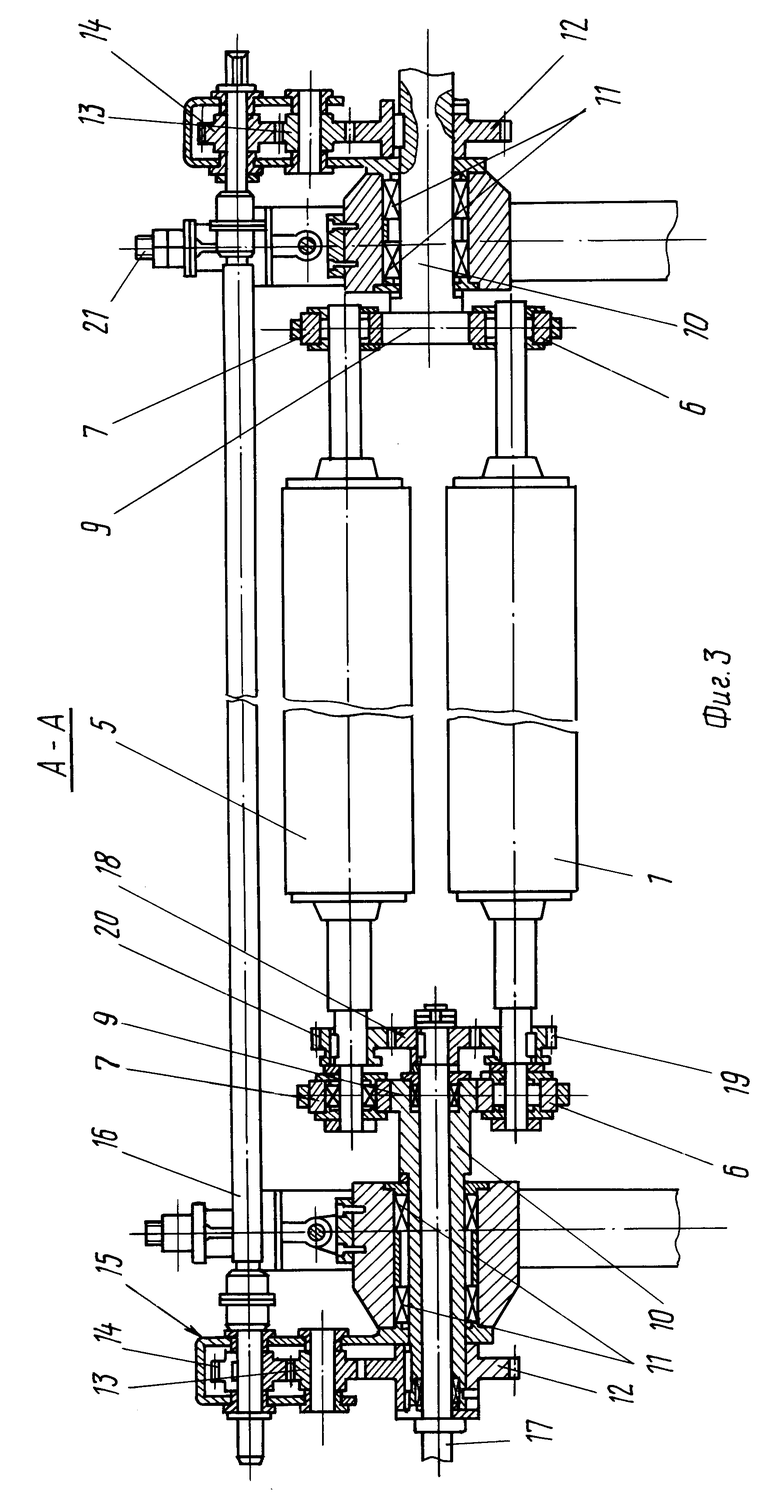
На фиг. 1 представлена машина, общий вид; на фиг.2 схема расположения нижнего и верхнего рабочих прокатных валов и верхнего резервного вала; на фиг.3 разрез А-А на фиг.1 (установка верхних прокатных валов в подшипниках).
Прокатная машина снабжена основными рабочими органами в виде верхнего 1 и нижнего 2 рабочих прокатных валов, в зазоре между которыми осуществляется прокатка ленты 3 термопластичного материала с одновременным ее формованием. В процессе прокатки лента поступает на приемные валки 4 и затем на рольный стол и далее в печь отжига или в кристаллизатор (не показаны).
В машине установлен резервный верхний прокатный вал 5 для быстрой замены верхнего рабочего вала1.
Замена нижнего прокатного рабочего вала в предлагаемой конструкции не предусматривается, так как он служит значительно дольше верхнего рабочего вала 1, а требования к качеству верхней (лицевой), поверхности формуемой ленты значительно выше, чем к нижней. Корпуса подшипников 6 и 7 рабочего прокатного вала 1 и резервного 5 установлены в проемах 8 пластин 9. По центрам пластин 9 смонтированы цапфы 10 с подшипниками 11, которые в совокупности выполняют функцию опорных узлов.
На цапфах 10 установлены зубчатые колеса 12, которые через паразитки 13 сопряжены с ведущими зубчатыми колесами 14 механизма 15 поворота. Привод механизма поворота осуществляется от электродвигателя, который передает крутящий момент на вал 16. Привод верхних прокатных валов 1 и 5 снабжен центральным приводным валом 17 и зубчатым колесом 18, передающим крутящий момент от электродвигателя зубчатым колесом 19 и 20. Высотное положение подшипниковых узлов 11 регулируется винтовыми передачами 21. Корпуса подшипников 6 и 7 закреплены в проемах 8 с помощью прижимов 22.
Машина работает следующим образом.
В рабочем положении непрерывно вращающиеся в противоположных направлениях прокатные валы 1 и 2 взаимодействуют с термопластичным материалом, производя прокатку непрерывной ленты 3, например из расплавленной стекломассы.
Температура рабочих поверхностей прокатных валов регулируется системой охлаждения. По мере ухудшения качества рабочей поверхности прокатного вала (в первую очередь это происходит с верхним прокатным валом, что вызывает ухудшение качества лицевой поверхности ленты стекла 3) возникает необходимость его замены. Для замены включается электродвигатель механизма 15, крутящий момент через зубчатые колеса 14 и паразитки 13 передается на зубчатые колеса 12, при этом происходит поворот пластин 9 несущих верхние прокатные валы 1 и 5 вокруг оси проходящий по центрам опорных узлов.
Во время поворота верхние прокатные валы 1 и 5 вращаются от привода, что облегчает отрыв рабочего прокатного вала 1 от прокатываемой стекломассы и установку в рабочее положение прокатного вала 5, заменяющего вал 1. По окончании поворота привод отключается путевым выключателем, а положение рабочего верхнего прокатного вала фиксируется посредством фиксатора.
Бывший рабочий прокатный вал 1 занимает после поворота позицию резервного вала 5 и с помощью тельфера или кран-балки (цеховое оборудование) демонтируется с прокатной машины в процессе ее работы и переносится на ремонтный участок, взамен устанавливается новый прокатный вал.
При демонтаже вала необходимо предварительно перекрыть подачу охлаждающей воды на демонтируемый вал.
Лента прокатываемого материала 3 при замене верхнего прокатного вала не обрывается, а продолжает перемещаться в несколько утолщенном виде нижним прокатным валом 2, что способствует сохранению технологического режима ванной печи и печи отжига. При съеме отработавшего верхнего прокатного вала корпуса подшипников 7 с валом 5 свободно извлекаются из проемов 8 пластин 9, предварительно открыв прижимы 22.
Вращение нижнего прокатного вала 2 осуществляется с помощью индивидуального привода, таким же индивидуальным приводом снабжены и валки 4.
Толщина прокатываемой ленты 3, определяемая зазором между верхним 1 и нижним 2 прокатными валами, регулируется посредством винтовой передачи 21, воздействующей на опорные узлы, состоящие из пластин 9, цапф 10 и подшипников 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1991 |
|
RU2015117C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ РЕГУЛИРОВКИ ВАЛКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПРОКАТНОЙ КЛЕТИ | 1995 |
|
RU2083301C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ПОДЪЕМНЫЙ СТОЛ | 1998 |
|
RU2138349C1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
Изобретение может быть использовано для производства листового стекла и листовых стеклокристаллических материалов. Сущность изобретения: для замены прокатных валов верхние рабочий и резервный валы установлены в корпусах подшипников, помещенных в проемах пластин. По центрам пластин смонтированы цапфы с подшипниками, выполненяющие функции опорных узлов. При этом ось поворота опорных узлов проходит по центрам цапф. Конструкция дает возможность заменить отработанный рабочий вал на резервный на короткое время без обрыва ленты, что достигается путем поворота опорных узлов, несущих рабочий и резервный прокатные валы. 3 ил.
МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, содержащая нижний и верхний рабочие прокатные валы для формования в зазоре между ними непрерывной ленты материала и верхний резервный вал для замены верхнего рабочего, причем оба верхних вала установлены в корпусах подшипников, расположенных в проемах опорных узлов, выполненных с возможностью их кругового перемещения, отличающаяся тем, что, с целью увеличения производительности и улучшения качества вырабатываемого материала, опорные узлы выполнены в виде расположенных по концам валов пластин, по центрам которых смонтированы цапфы с подшипниками, а ось поворота опорных узлов проходит по центрам цапф.
| Патент ФРГ N 3302664, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
