Изобретение относится к области машиностроения, а точнее к способам поверхностной упрочняющей обработки, и может быть использовано для повышения надежности и долговечности деталей машин из металлов и сплавов.
Известен способ упрочнения деталей, заключающийся в подготовке поверхностей и последующем плазменном напылении, причем подготовка поверхностей проводится путем нанесения регулярного макрорельефа в виде "рваной" резьбы.
Известен также способ упрочнения поверхностей, заключающийся в подготовке поверхностей деталей из металлов и сплавов и последующей металлизации, причем подготовка проводится путем механической обработки режущими инструментами, рабочая часть которых имеет пирамидальную форму, с созданием на поверхности детали микропор.
Недостатками известных способов являются низкая прочность сцепления наносимого покрытия с основой вследствие недостаточно развитой поверхности и малой глубины наносимого макрорельефа, а также возможность упрочнения только посредством плазменного напыления или металлизации.
Из известных способов наиболее близким по технической сущности к заявляемому является способ упрочнения деталей путем получения композиционного покрытия в виде чередующихся слоев, заключающийся в нанесении регулярного макрорельефа на поверхность детали с последующим нанесением на нее химических элементов, либо ее насыщением. Регулярный макрорельеф наносят резцом в виде рядов чередующихся выступов и впадин на глубину 0,2 мм, после чего производят борирование на глубину не более глубины макрорельефа, затем проводят шлифование на глубину макрорельефа и производят сульфидирование в составах, нейтральных к боридному слою. В результате получают композиционное покрытие в виде рядов чередующихся локальных боридных и сульфидных слоев.
Недостатком известного способа является малая производительность способа, низкие эксплуатационные характеристики деталей вследствие малых толщин покрытия (не более 0,2 мм) и ограниченных возможностей регулирования структуры композиционных слоев покрытия. Помимо этого невозможно получать покрытия с заданной пористостью.
Целью изобретения является повышение производительности и улучшение эксплуатационных характеристик детали за счет увеличения покрытия и упорядоченности его структуры.
Поставленная цель достигается тем, что регулярный макрорельеф наносят путем последовательного подрезания с шагом S поверхностного слоя материала детали на глубину, равную hsin(ϕ)/sin(ϕ1), отгибки подрезанного слоя до положения, определяемого углом наклона слоев композиционного покрытия ϕ1, где h - толщина композиционного покрытия, ϕ - угол подрезания поверхностного слоя, выбираемый равным arcsin(sin(ϕ1) - b/S), одновременного упрочнения образующегося ребра, после чего насыщают боковые параллельные поверхности ребер, при этом расстояние b между соседними ребрами назначают равным сумме прироста толщины ребра от насыщения его боковых сторон и зазора между слоями композиционного покрытия.
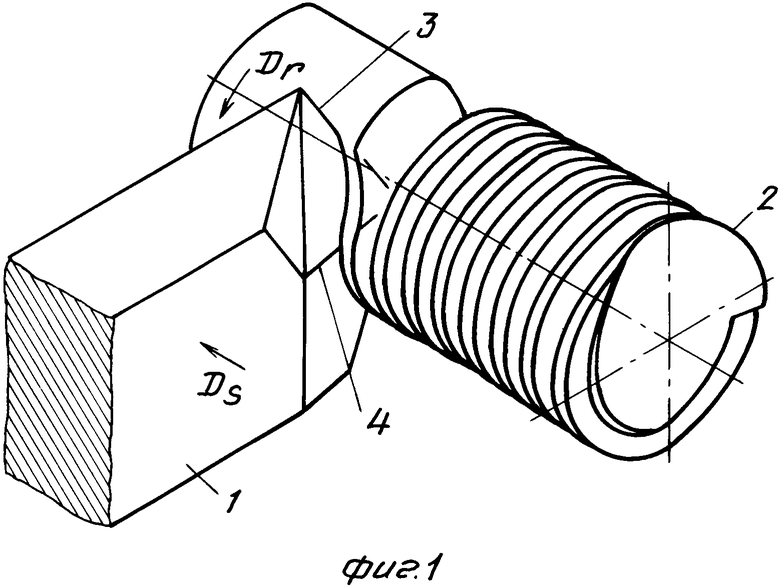
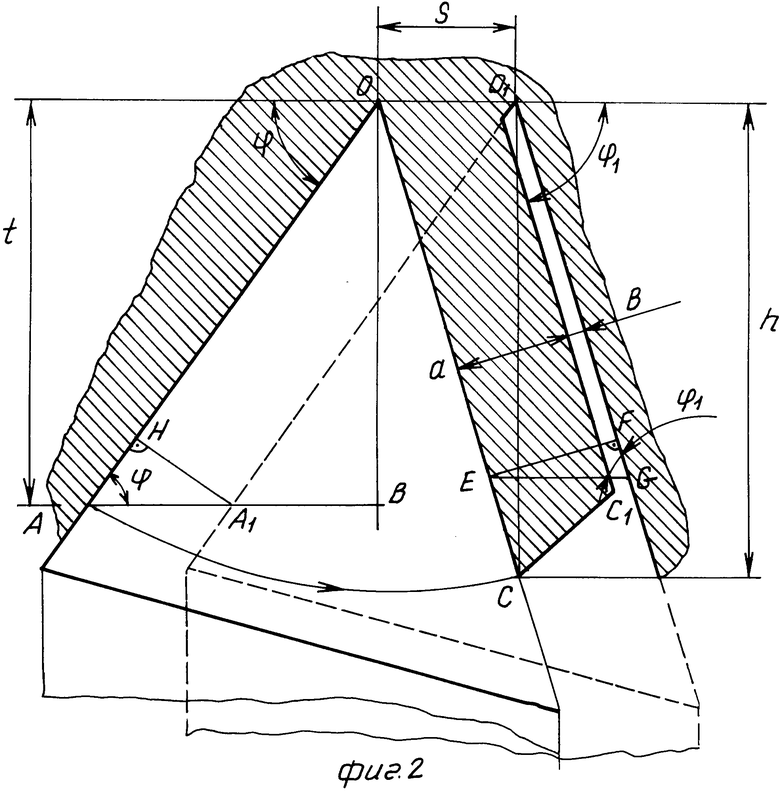
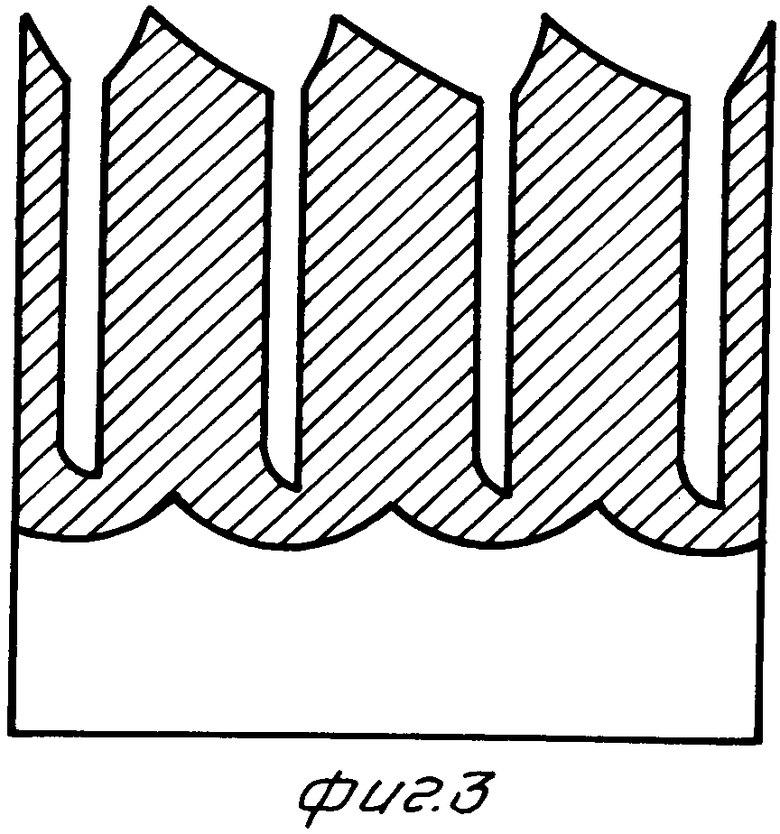
На фиг. 1 изображен процесс формирования регулярного макрорельефа на детали типа вала по предлагаемому способу; на фиг.2 - схема подрезания и отгибки единичного ребра; на фиг.3 - схема структуры получаемого композиционного покрытия.
Способ осуществляется в два этапа. На первом этапе формируют регулярный макрорельеф на поверхности детали методом механической обработки без снятия стружки. Метод заключается в подрезании слоя материала поверхности детали и его отгибке специальным инструментом, выполненным в виде резца.
Способ реализуется при использовании инструмента 1 (фиг.1), который устанавливается, например, в резцедержатель токарного станка. Детали 2 придается вращательное движение, а инструменту - поступательное движение подачи вдоль оси детали. Инструмент подрезает слой материала режущей кромкой 3 и отгибает его до положения, определяемого рабочей кромкой 4.
Подрезание производится последовательно под углом ϕ (фиг. 2) с заданным шагом S на двойной ход в случае строгальной обработки или на один оборот детали при токарной обработке. После подрезания слой материала в виде ребра отгибают до положения, которое задается требуемым углом ϕ1 наклона слоев создаваемого композиционного покрытия, при этом отгибание ребра производят в канавку (фиг. 1), образованную на предыдущем проходе инструмента.
Глубину внедрения инструмента t выбирают исходя из трубемой толщины h композиционного покрытия и заданного угла наклона слоев композиционного покрытия ϕ1 по зависимости t=h˙sin(ϕ)/sin(ϕ1). Указанное соотношение получено исходя из рассмотрения схемы подрезания и отгибки единичного ребра (слоя) и его деформирования (фиг. 2). Действительно, поскольку подрезанный слой из положения А О О1 А1 переходит в положение С О О1 С1 без искажения, то имеет место равенство АО = ОС. Из треугольника ОВА АО=t/sin(ϕ), из треугольника ОО1С ОС=h/sin(ϕ1). Приравнивая АО и ОС получаем зависимость для определения глубины внедрения инструмента.
Угол подрезания поверхностного слоя ϕ выбирают по заданным расстоянию между соседними ребрами b, шагу S и углу наклона слоев композиционного покрытия ϕ1 по соотношения ϕ =arcsin(sin(ϕ1) - b/S). Из треугольника EFG (фиг. 2) следует sin(ϕ1)= (a+b)/EG, где EG = S. Из треугольника АНА1 а = S˙sin(ϕ). Подставив в первое уравнение выражение для а, получим зависимость для определения угла подрезания ϕ.
Расстояние b между соседними ребрами назначают следующим образом. Расчетным путем или экспериментально устанавливают величину прироста толщины ребра после нанесения покрытия на регулярный макрорельеф, после чего, задаваясь требуемой величиной зазора между слоями композиционного покрытия, выбирают b равным сумме прироста толщины ребра и требуемого зазора.
Совокупность последовательно расположенных ребер и канавок на обработанной поверхности детали представляет собой регулярный макрорельеф. В отличие от нарезания канавок резцом при обычном резании предлагаемый метод не снимает стружку, которая остается на поверхности детали в виде ребер. В отличие от формирования канавок накатным инструментом, при котором присутствуют только процессы пластического деформирования, в предлагаемом методе слои материала подрезаются. И при нарезании канавок резком, и при их формировании накатным инструментом форма профиля получаемых канавок полностью соответствует профилю рабочей части формообразующего инструмента. Предлагаемый метод позволяет получать оребренную структуру с узкими глубокими канавками с профилем, близким к прямоугольному и не соответствующим профилю рабочей части инструмента.
На втором этапе формируют покрытие на полученном регулярном макрорельефе, например диффузионными методами. При формировании покрытия происходит увеличение объема и соответственно толщина каждого ребра, что сопровождается уменьшением ширины канавки между ребрами. При диффузионных методах нанесения покрытия происходит насыщение боковых сторон ребра с образованием различных фаз и (или) химических соединений, что также приводит к увеличению толщины ребра. Насыщение именно боковых сторон тонких высоких ребер позволяет достичь цели изобретения - повышения производительности процесса упрочнения поверхности детали за счет резкого увеличения общей площади насыщаемой поверхности. При этом создается композиционное покрытие упорядоченной структуры большой толщины, состоящее из чередующихся слоев с зазором между слоями покрытия (фиг.3).
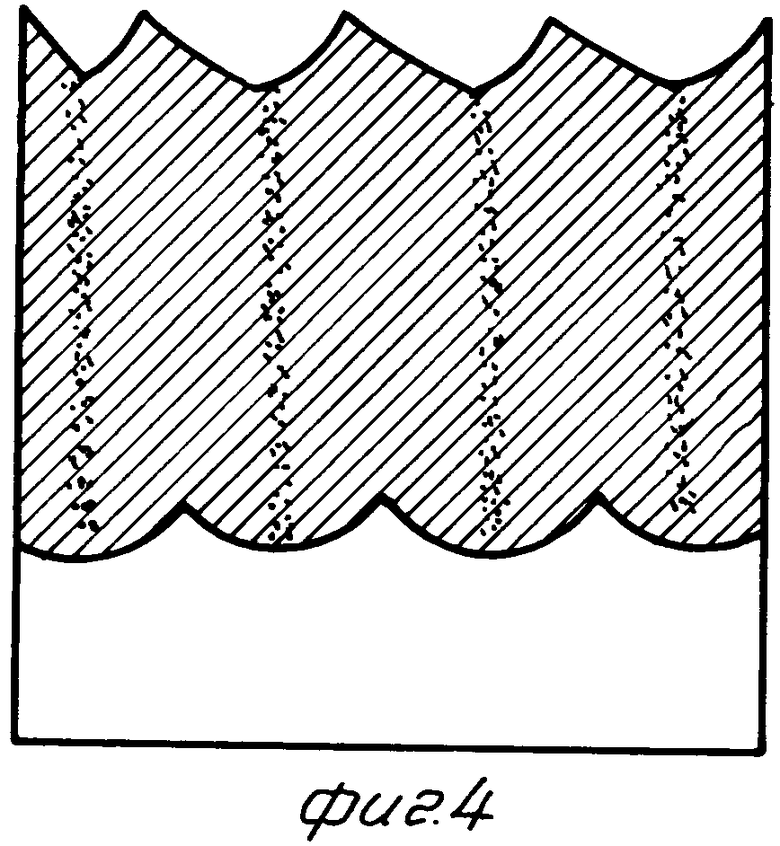
Формирование покрытия на боковых сторонах ребра может производится до полного зарастания зазора между ребрами. В этом случае будет получено композиционное покрытие, представленное на фиг.4.
Регулярный макрорельеф на поверхности детали в виде шипов может быть получен путем последовательного формирования оребренной структуры в двух несовпадающих направлениях вдоль поверхности детали. В этом случае макроструктура композиционного покрытия представляет собой чередование в двух направлениях слоев покрытия и материала основы с зазором (или без зазора) между слоями покрытия. Регулирование структуры композиционного покрытия производится изменением угла между направлениями формирования оребренной структуры, шага S, глубины внедрения инструмента t, угла подрезания ϕ, угла отгибки ϕ1, расстояния между ребрами на каждом из последовательных проходов при получении оребренной структуры. Управление фазовым составом и микроструктурой композиционного покрытия производится путем выбора материала, способа нанесения покрытия на макрорельеф, а также заданием соответствующих параметров техпроцесса нанесения покрытия. Указанная совокупность варьируемых параметров позволяет создавать практически неограниченный спектр упорядоченных композиционных покрытий заданной толщины с регулируемой макро- и микроструктурой.
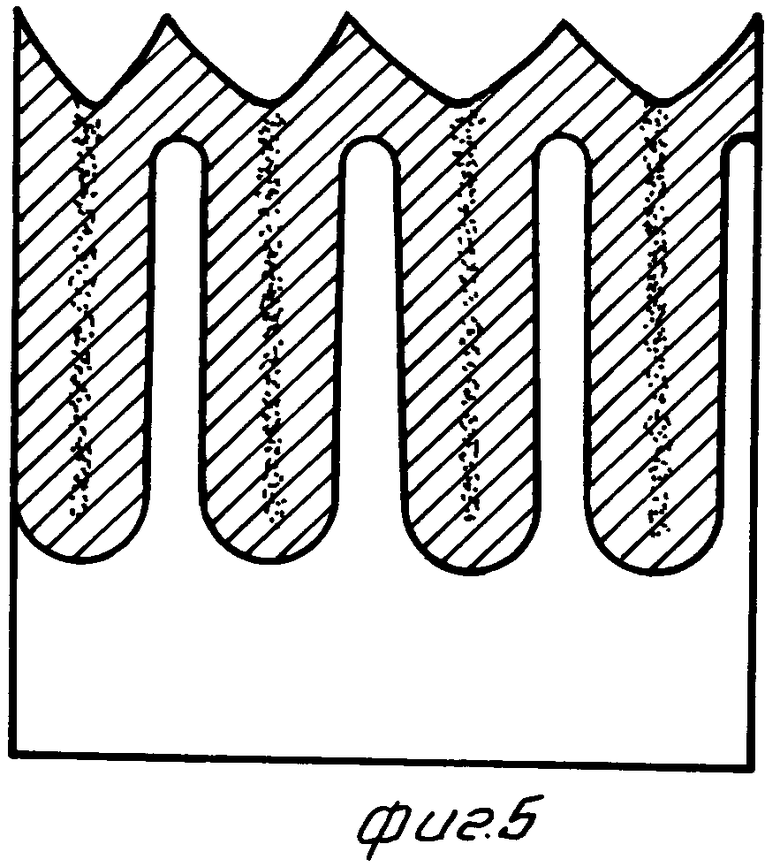
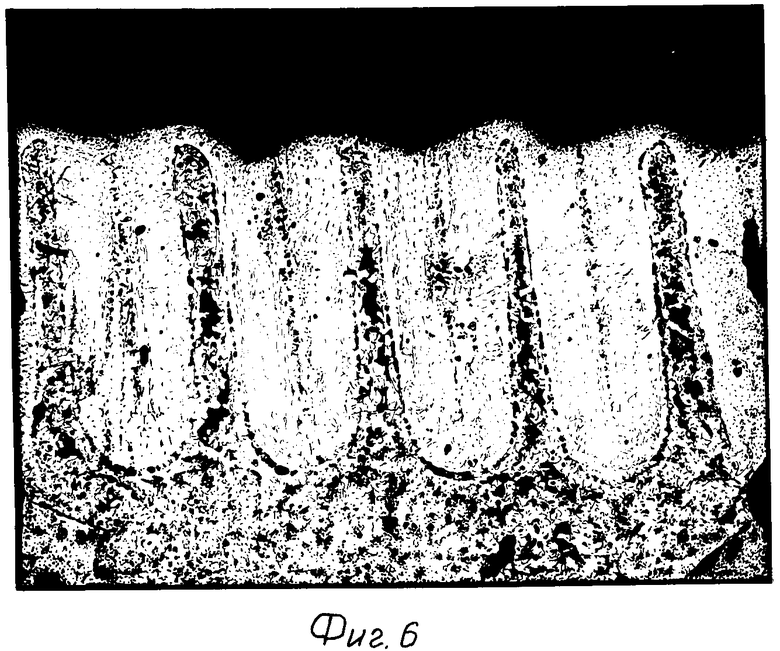
При насыщении боковых параллельных сторон ребер (шипов) на глубину, меньшую половины толщины ребра (шипа), будет получена структура композиционного покрытия, представленная на фиг.5 и фотографии фиг.6. Данное покрытие в сечении, параллельном поверхности детали, представляет собой чередование слоев исходного материала и слоев исходного материала, насыщенных другими (другим) химическими элементами, отличающимися твердостью, прочностью и другими физико-механическими характеристиками. Обычно насыщение материала другими химическими элементами с образованием нитридов, боридов, карбидов и т.д. существенно повышает твердость и соответственно износостойкость детали, однако в силу их большой хрупкости детали с такими покрытиями неудовлетворительно работают при ударных нагрузках. Именно сохранение вязкого каркаса исходного материала в виде чередующихся прослоек, прочно связанных с диффузионным покрытием, позволяет увеличить ударную вязкость такого композиционного покрытия детали без существенного снижения его износостойкости. Наличие прослоек исходного материала позволяет также повысить стойкость покрытия к термоударам (термостойкость). Таким образом, введение в структуру композиционного покрытия материала основы и управление его количеством позволяет получать композиционные покрытия с новыми функциональными свойствами.
При нанесении покрытия на регулярный макрорельеф в виде твердых дискретных частиц, например плазменным напылением, шаг формируемой макроструктуры S выбирают не менее:
S>d/(sin(ϕ1) - sin(ϕ)), где d - максимальный размер наносимых частиц.
Выбор подачи по указанному соотношению обеспечивает получение ширины канавки (вертикальной или наклонной) с размером, превышающим максимальный размер наносимых частиц, например при шликерном заполнении каналов либо при заполнении каналов плазменным напылением.
Угол, под которым производят нанесение частиц, назначают равным углу отгибки ϕ1 подрезанного слоя. В этом случае обеспечивается наиболее полное заполнение объема канавки, поскольку минимизируются потери кинетической энергии потока частиц, т.к. движение потока параллельно стенкам канавки.
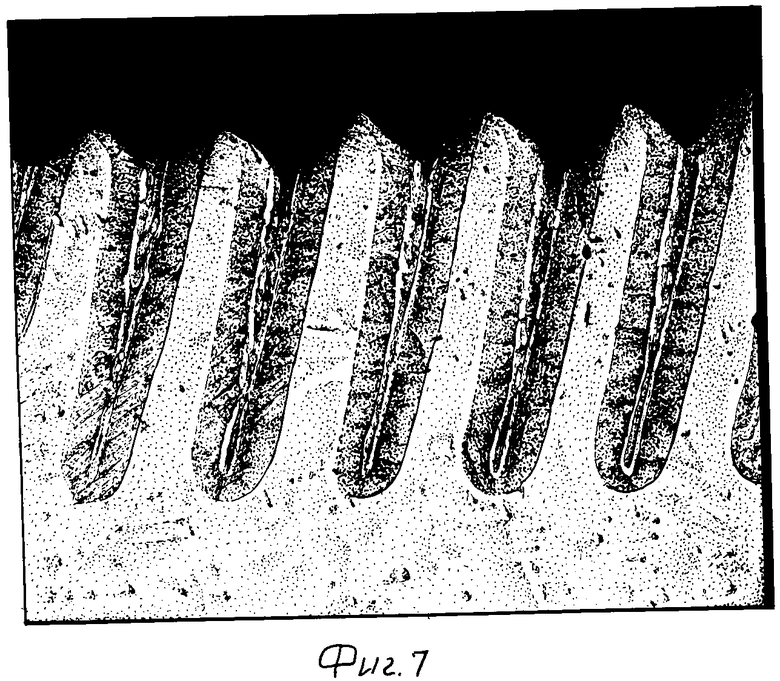
П р и м е р 1. Требуется получить композиционное покрытие на цилиндрической поверхности детали из стали 12Х18Н10Т толщиной 1 мм, с периодичностью структуры покрытия 0,3 мм, углом наклона слоев покрытия относительно исходной поверхности детали ϕ1 = 64 град и зазором между слоями композиционного покрытия 0,02 мм, Ожидаемая величина прироста толщины ребра от диффузионного насыщения составляла 0,01 мм.
Предварительно на поверхность детали наносился макрорельеф путем последовательного подрезания поверхностного слоя материала детали. Расстояние между соседними ребрами выбиралось равным сумме требуемого зазора между слоями композиционного покрытия и ожидаемой величиной прироста толщины ребра, что составило 0,3 мм. Подрезание слоев материала производилось под углом ϕ, равным arcsin(sin 64 - 0,03/0,3) = 53,0 град. Глубина подрезания выбиралась равной 1˙sin 53/sin 64 = 0,89 мм. Макрорельеф наносился на токарно-винторезном станке инструментом с геометрией рабочей части (обозначение статических углов резца по ГОСТ): главный угол в плане резца - 53 град, вспомогательный угол в плане резца - 64 град, главный задний угол резца - 6 град., вспомогательный задний угол резца - 3 град, угол наклона главной режущей кромки - 54 град. Режимы обработки составляли: скорость резания 10 м/мин, подача - 0,3 мм/об, глубина резания - 0,89 мм смазочно-охлаждающие жидкости не применялись. В результате механической обработки был получен регулярный макрорельеф в виде винтовых ребер на цилиндрической поверхности детали. Глубина макрорельефа составляла 1 мм, шаг винтовой канавки - 0,3 мм, расстояние между ребрами - 0,3 мм, угол наклона ребра относительно исходной поверхности - 64 град. Образующиеся ребра в процессе подрезания и отгибки слоев материала упрочнялись пластической деформацией всего сечения ребра. В результате упрочнения твердость материала ребра увеличились в 1,8 - 2,0 раза по сравнению с материалом основы. Затем производилось диффузионное насыщение детали с нанесенным на ее поверхность макрорельефом алюминием из газовой фазы, содержащей хлориды алюминия при температуре 1000 град и давления 0,02 МПа в течении 3 ч. Диффузионное насыщение производилось в установке для химико-термической обработки. За указанное время обработки ребра увеличили свою толщину на 0,01 мм за счет диффузии алюминия в боковые поверхности ребер. В результате обработки получено композиционное покрытие, на цилиндрической поверхности детали из стали 12Х18Н10Т, представленное на фиг. 7. Толщина покрытия - 1 мм, с периодичностью структуры твердого раствора алюминия в железе и интерметаллида FeAl - 0,3 мм, зазор между слоями интерметаллида - 0,02 мм, угол наклона слоев покрытия - 64 град.
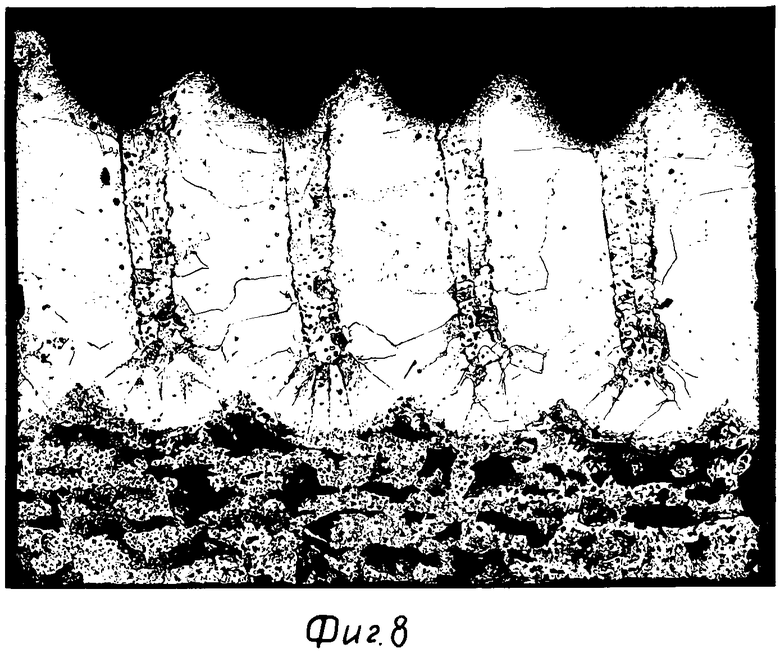
П р и м е р 2. Требовалось получить беспористое (зазор между слоями композиционного покрытия равен нулю) композиционное жаростойкое покрытие на плоской поверхности стальной детали из стали Ст3 толщиной 0,6 мм. Периодичность структуры покрытия должна составлять 0,32 мм, угол наклона слоев - 93 град. Ожидаемая величина прироста толщины ребра 0,08 мм.
На плоскую поверхность детали из стали Ст3 на поперечно-строгальном станке наносился регулярный макрорельеф в виде ребер. Расстояние между ребрами для беспористого покрытия равняется (или меньше) ожидаемой величины прироста толщины ребра (для нашего случая выбрано 0,08 мм). Угол подрезания слоев на поверхности материала равен arcain(sin 93 - 0,08/0,32) = =48,5 град. Глубина подрезания выбиралась равной 0,6˙sin 48,5/sin 93 = 0,45 мм. Рельеф наносился инструментом с главным углом в плане 48,5 град, вспомогательным углом в плане 93 град, остальные статические углы инструмента аналогичны таковым предыдущего примера. Режимы обработки составляли: скорость резания 2 м/мин, подача на двойной ход ползуна - 0,32 мм/дв.ход, глубина резания - 0,45 мм. После нанесения регулярного макрорельефа производилось диффузионное насыщение поверхности детали с режимами обработки, аналогичными режимами диффузионного насыщения предыдущего примера, на время насыщения составляло 4,5 ч. На фиг.8 представлено полученное композиционное покрытие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| Способ механической обработки | 1989 |
|
SU1798036A1 |
| Способ получения развитой штырьковой теплообменной поверхности | 2017 |
|
RU2679815C1 |
| Способ выявления макроструктуры пластичных металлов и их сплавов | 1989 |
|
SU1681187A1 |
| Способ изготовления капиллярно-пористой структуры тепловой трубы | 1988 |
|
SU1558556A1 |
| Способ дробления стружки при токарной обработке пластичных материалов | 1986 |
|
SU1371773A1 |
| Способ изготовления оребрения теплообменников и устройство для его осуществления | 1989 |
|
SU1680419A1 |
| Инструмент для дробления стружки при токарной обработке пластичных материалов | 1989 |
|
SU1625586A1 |
| Способ упрочнения изделий из стали и чугуна | 1982 |
|
SU1057573A1 |
Использование: изобретение относится к области машиностроения и может быть использовано для повышения надежности и долговечности деталей машин. Сущность изобретения: на поверхность детали наносят регулярный макрорельеф с последующим нанесением покрытия, причем нанесение макрорельефа проводят путем последовательного подрезания с шагом S поверхностного слоя материала детали на глубину, равную h sin(ϕ) sin(ϕ1) , отгибки подрезанного слоя до положения, определяемого углом наклона слоев композиционного покрытия относительно исходной поверхности детали ϕ1 , где h - толщина покрытия, ϕ - угол подрезания поверхностного слоя, равный arcsin (sin (ϕ1-b) S) , одновременного упрочнения образующегося ребра, после чего насышают боковые поверхности ребер. 3 з.п. ф-лы., 8 ил.
| Способ упрочнения изделий из стали и чугуна | 1982 |
|
SU1057573A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
