Изобретение относится к производству химических волокон, в частности полиэфирных.
Известен способ управления процессом получения волокна путем контроля и регулирования расхода воздуха, подаваемого в прядильную шахту для охлаждения и формирования структуры полученного волокна [1].
Недостатком известного способа управления является низкая точность, приводящая к неоднородности свойств волокон при изменении свойств расплава и скорости формования.
Недостаток известного способа [1] частично устраняется в способе [2]. В данном способе предусматривается регулирование вязкости расплава на выходе поликонденсатора, температуры и давления расплава в прядильном блоке, а также расхода воздуха, подаваемого в прядильную шахту.
Однако и этот способ не обеспечивает равномерности свойств волокна, т. к. является разомкнутым в смысле регулирования свойств волокна.
Предлагаемый способ управления отличается тем, что в способе, включающем регулирование расхода расплава к прядильной головке в зависимости от давления расплава в прядильном блоке, регулирование расхода теплоносителя в прядильную головку в зависимости от температуры расплава в прядильном блоке, регулирование подачи охлаждающего воздуха в прядильную шахту в зависимости от показателя режима обдува нити волокна, подаваемого в приемное устройство, регулирование глубины вакуума в поликонденсаторе в зависимости от вязкости расплава на выходе поликонденсатора, дополнительно измеряют показатель двулучепреломления сформованного волокна перед приемным устройством, а вязкость расплава корректируют затем по величине отклонения измеренного значения показателя двулучепреломления от заданного значения.
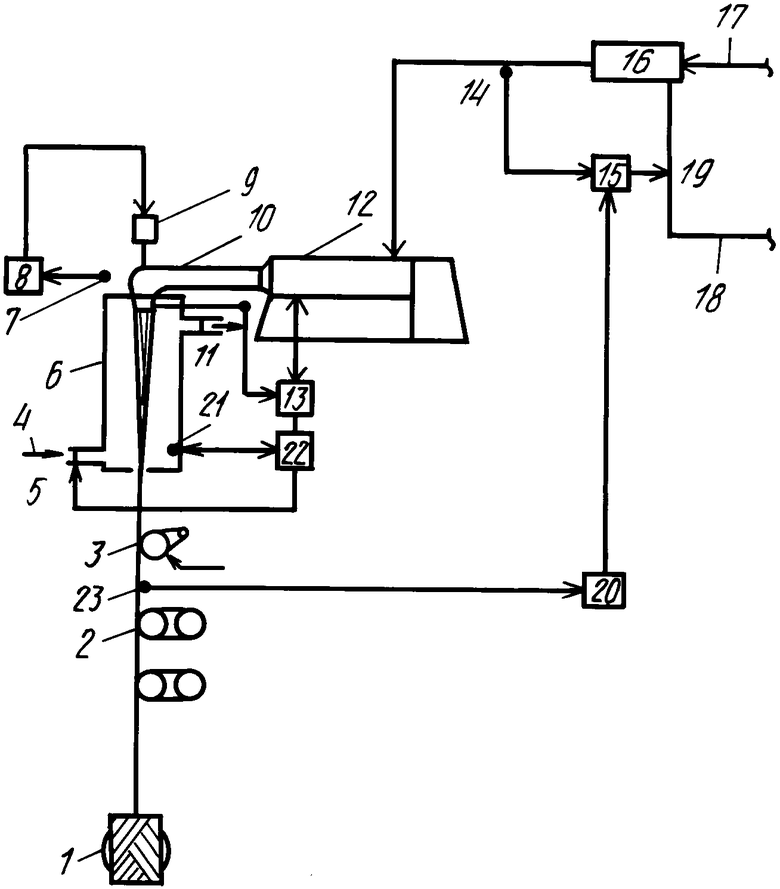
На чертеже приведена система, реализующая предложенный способ.
Система содержит приемное устройство 1, вытяжные устройства 2, замасливающий ролик 3, линию 4 подачи охлаждающего воздуха, регулирующий орган 5, прядильную шахту 6, датчик 7 температуры, регулятор 8 температуры, нагревательный элемент 9, прядильный блок 10, датчик 11 давления, узел 12 подачи расплава, регулятор 13 давления, датчик 14 вязкости, регулятор 15 вязкости, поликонденсатор 16, линию 17 подачи расплава, линию 18 вакуума, регулирующий орган 19, регулятор 20 ДЛП, датчик 21 показателя режима обдува нити, регулятор 22 обдува, датчик 23 ДЛП.
Способ реализуют следующим образом.
Расплав полимера через поликонденсатор 16 и прядильный блок подают в прядильную шахту 6, где охлаждают потоком воздуха, поступающим по линии 4. Сформованное волокно через замасливающий ролик 3 и вытяжные устройства 2 подают на приемное устройство 1. В поликонденсаторе 16 расплав вакуумируют за счет подключения поликонденсатора 16 к линии 18 вакуума.
Операции управления процессом получения волокна реализуют следующим образом.
Давление расплава ПЭТФ в прядильном блоке 10 измеряют датчиком 11 и регулируют с помощью регулятора 13 давления, воздействующего на узел 12 подачи расплава к прядильной головке.
Температуру расплава измеряют с помощью датчика 7 и стабилизируют с помощью регулятора 8, воздействующего на нагревательный элемент 9, установленный в среде теплоносителя обогрева прядильных головок.
Режим охлаждения нити контролируют с помощью датчика 21 показателя режима обдува, например расхода, и стабилизируют с помощью регулятора 22 обдува, изменяющего регулирующим органом 5 подачу охлаждающего воздуха в прядильную шахту 6.
Вязкость расплава ПЭТФ на выходе поликонденсатора 16 измеряют датчиком 14 и регулируют с помощью регулятора 15 вязкости, воздействующего с помощью регулирующего органа 19, установленного на линии 18 вакуума, на глубину вакуума в поликонденсаторе 16. Показатель двойного лучепреломления Δ n, характеризующий качество волокна, измеряют с помощью датчика 23 и стабилизируют регулятором 20, изменяющим "задание" регулятору 15 вязкости расплава.
Экспериментальное исследование процесса позволило получить регулировочную характеристику
Δn˙ 104 = -410 + 0,21μo ; связывающую коэффициент двулучепреломления Δn с динамической вязкостью μo , приведенной к температуре Т0=300оС.
Приведенная вязкость μo в свою очередь определяется из выражения
μ0=μ(0.943+0.19·10-3T) exp  -
-  , где μ - динамическая вязкость при температуре Т;
, где μ - динамическая вязкость при температуре Т;
Е - энергия внутримолекулярных связей;
R - газовая постоянная.
Способ реализуется с помощью серийных технических средств. На Могилевском ПО "Химволокно" для экспериментальной проверки использовались импортные средства контроля и управления. Датчик вязкости был применен полиметрический микропроцессорный, совмещенный с цифровым регулятором фирмы "Хëхст" (ФРГ). В качестве датчика ДЛП был использован доработанный прибор ОИРФ-1 производства Барнаульского ОКБА НПО "Химавтоматика".
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом формования синтетических нитей на многоместной прядильной машине | 1990 |
|
SU1784670A1 |
| Способ управления формованием изделий из триацетата целлюлозы | 1981 |
|
SU953023A1 |
| Устройство для контроля температуры комплексной нити на прядильной машине | 1989 |
|
SU1730230A1 |
| ФЛУОРЕСЦЕНТНЫЙ ФОТОМЕТР | 1992 |
|
RU2033598C1 |
| Способ управления процессом формования химических волокон на многоместных прядильных машинах | 1980 |
|
SU985163A1 |
| Устройство для контроля температуры комплексной нити на прядильной машине | 1981 |
|
SU977523A1 |
| Способ управления процессом производства химической нити в прядильной шахте | 1980 |
|
SU990936A1 |
| Способ определения точки затвердевания нити при формовании из расплава | 1977 |
|
SU642385A1 |
| Способ измерения температуры комплексной нити и устройство для его осуществления | 1991 |
|
SU1773957A1 |
| Способ управления формованием изделий из триацетата целлюлозы | 1981 |
|
SU952888A1 |
Использование: при производстве химических волокон, в частности полиэфирных. Сущность изобретения состоит в том, что в процессе производства волокна производят регулирование расхода расплава к прядильной головке в зависимости от давления расплава в прядильном блоке, регулирование расхода теплоносителя в прядильную головку в зависимости от температуры расплава в прядильном блоке, регулирование подачи охлаждающего воздуха в прядильную шахту в зависимости от показателя режима обдува нити волокна, подаваемого в приемное устройство, регулирование глубины вакуума в поликонденсаторе в зависимости от вязкости расплава на выходе поликонденсатора, дополнительно измеряют показатель двулучепреломления сформированного волокна перед приемным устройством, а вязкость расплава корректируют по величине отклонения измеренного значения показателя двулучепреломления от заданного значения. 1 ил.
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ВОЛОКНА, включающий регулирование расхода расплава к прядильной головке в зависимости от давления расплава в прядильном блоке, регулирование расхода теплоносителя в прядильную головку в зависимости от температуры расплава в прядильном блоке, регулирование подачи охлаждающего воздуха в прядильную шахту в зависимости от показателя режима обдува нити волокна, подаваемого в приемное устройство, регулирование глубины вакуума в поликонденсаторе в зависимости от вязкости расплава на выходе поликонденсатора, отличающийся тем, что дополнительно измеряют показатель двулучепреломления, сформованного волокна перед приемным устройством, а вязкость расплава корректируют по величине отклонения измеренного значения показателя двулучепреломления от заданного значения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ястремский Ю.Н | |||
| Комплекс технических средств и функции автоматизированного рабочего места оператора формования полимерных материалов | |||
| Информационный бюллетень по химической промышленности | |||
| М.: СЭВ, 1989, N 5, с.52-55. | |||
