Изобретение относится к производству химических волокон и может быть использсзвано для управления процессом формования химических воЛОКОН на многоместных прядильных машинах. Известенспособ управления процес сом формования химических волокон на многоместных прядильных машинах путе измерения линейной плотности волокна по всем местам многрлинейной прядиль ной машины,определения среднего знач ния линейной плотности по всей многоместной прядильной машине и регулирования дозировки расплава на местах многоместной прядильной машины с отклонением измеренного значения линейной плотности от среднего по машине, большим допустимого значения 1. Недостатком известного способа яв ляется невысокая точность, так как . не учитываются возможности отклонения среднего значения за счет сильного отклонения линейной плотности на незначительном числе мест или за счет небольшого отклонения на большо количестве мест и производится управление одинаково для всех ситуаций что приводит к ошибке управления. Цель изобретения - повышение точности управления. Поставленная цель достигается тем, что согласно способу управления процессом формования химических волокон на многоцветных прядильных машинах путем измерения линейной плотности волокна по всем местам многоместной прядильной мамины, определения среднего значения линейной плотности по всей многоместной прядильной машине и регулирования доз.ировки расплава на местах многоместной прядильной машины с отклонением измеренного значения линейной плотности от среднего по машине, большим допустимого значения, определяют число мест многоместной прядильной машины со значением линейной плотности, большим допустимого, измененным в одну сторону от заданного значения, и регулируют частоту питающего напряжения машины, когда найденное число мест меньше допустимого, а .регулировку дозировки расплава на местах многоместной прядильной машины с отклонением измеренного значения линейной плотности от среднего по машине, большим допустимого значения, производят, если найденное число мест больше допустимого.
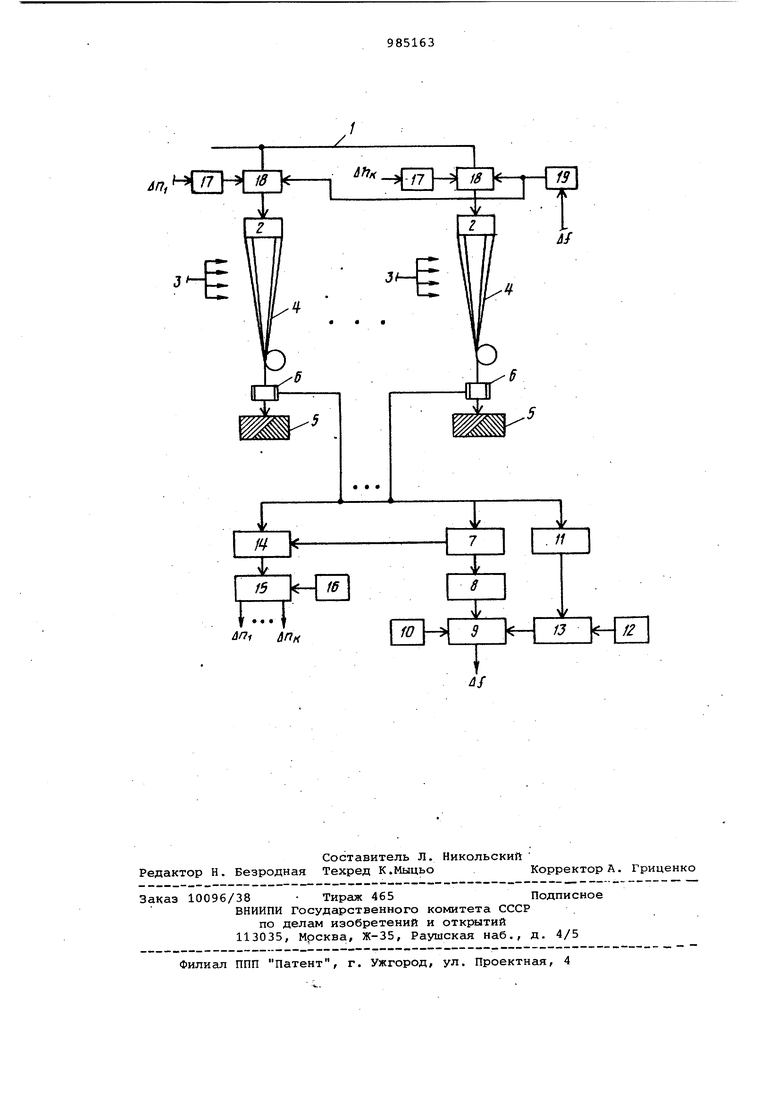
На чертеже изображена схема устройства для осуществления способа.
На схеме показаны расплав полимера 1, фильера 2, струя воздуха 3, волокно 4, паковка 5, датчик 6 линейной плотности, блок 7 вычисления среднего значения линейной плотности, блок 8 определения отклонения среднего значения, первый логический блок 9, задатчик 10 значения частоты питающего напряжения, сумматор 11, задатчик 12 числа мест, блок 13 сравнения, блок 14 определения отклонения линейной плотности второй логический блок 15, задатчик 16 положения рукоятки вариатора, вариатор 17 коробки Нартона, дози-рующий насос 18, исполнительный механизм 19 .
Способ осуществляется следующим образом.
Расплав полимера 1, проходя под. давлением через фильеру 2, образует струйки расплава, которые, остывая в потоке воздуха 3/ образуют волокно 4 , принимаемое на паковку 5.
Линейную плотность нити измеряют датчиками 6, установленными на выход шахты. Информацию о линейной плотности со всех рабочих мест машины подают в блок 7, с помощью которого вычисляют усредненное по местам машины значение линейной плотности фомуемого волокна, и в блок 8 оценки величины отклонения.
С помощью блока 11 производят подсчет количества прядильных мест, на которых значения линейной плотноти вышли за допустимый регламент, при этом учитываются отклонения толко одного знака, т.е. отклонения в большую или меньшую сторону.
С помощью залатчика 12 устанавливают допустимое количество аномальн Прядильных мест с отклонением одног знака. Затем с помощью блока 13 сранивают фактически вычисленное число аномальных мест с заданным. При пре(вышении фактического числа аномальных мест, заданного с помощью блока 13, формируют управляющий сигнал на корректировку частоты питающего напряжения в целом по машине и производят изменение частоты питающего напряжения с помощью исполнительного механизма 19. При этом выдача корректирующего воздействия из блока 9 происходит только в том случае ,. если величина коррекции превышает пороговое значение, задаваемое задатчиком 10, и если присутствует разрешающий сигнал из блока 13.
Если не выполняется хотя бы одно из названных выше условий, то коррекция частоты питающего напряжения не производится, а производят коррекцию режима только по местам. Для этого информацию о текущем значении линейной плотности нити со всех рабочих мест подают в блок 14 оценки величины отклонения. В этом блоке сравнивают значения линейной плотности на каждом прядильном месте со средним значением, вычисленным блоком 7. Затем с помощью блока 15 сравнивают вычисленное фактическое отклонение с пороговым допустимым значением, задаваемым задатуиком 16. После этого с помощью вариатора 17 коробки Нартона корректируют обороты дозирующих насосов 18 на каждом прядильном месте.
Таким образом, предлагаемый способ позволяет учитывать всевозможные ситуации, влияющие на отклонения процесса формования от нормл, и тем самым повышает точность управления.
Формула изобретения
Способ управления процессом формования химических волокон на многоместных прядильных меииинах путем измерения линейной плотности волокна , по всем местам многоместной прядильной машины, определения среднего значения линейной плотности по всей многоместной прядильной машине и регулирования дозировки расплава на местах многоместной прядильной машины с отклонением измеренного значения линейной плотности от среднего по машине, большим допустимого значения, отличающийся тем, что, с целью повышения точности управления, определяют число мест многоместной прядильной машины со значением линейной плотности, большим допустимого, измененным в одну сторону от заданного значения, и регулируют частоту питающего напряжени машины, когда найденное число мест меньше допустимого, а регулировку дозировки расплава на местах многоместной прядильной машины с отклонением измеренного значения линейной плотности от среднего по машине, большим допустимого значения, производят, если найденное число мест больше допустимого.
Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР № 730890, кл, D 01 D 5/00, 1980.
3i-
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом формования синтетических нитей на многоместной прядильной машине | 1990 |
|
SU1784670A1 |
| Способ управления процессом охлаждения синтетических нитей | 1988 |
|
SU1675418A1 |
| Способ контроля процесса формования синтетических нитей на многоместных прядильных машинах | 1985 |
|
SU1388479A1 |
| Способ управления процессом охлаждения химических нитей на многоместной прядильной машине | 1982 |
|
SU1039993A1 |
| Способ управления процессом производства химических нитей на многоместных прядильных машинах | 1979 |
|
SU950812A1 |
| Способ управления процессом формования химических волокон и пленок | 1976 |
|
SU610080A1 |
| Способ контроля процесса получения химических волокон из расплава полимера | 1977 |
|
SU705339A1 |
| Способ регулирования систем теплоснабжения теплиц | 1986 |
|
SU1380675A1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПИТАНИЯ ТЕКСТИЛЬНЫХ МАШИН | 1996 |
|
RU2124594C1 |
| Устройство управления процессом формования нитей на многоместной прядильной машине | 1987 |
|
SU1537718A1 |