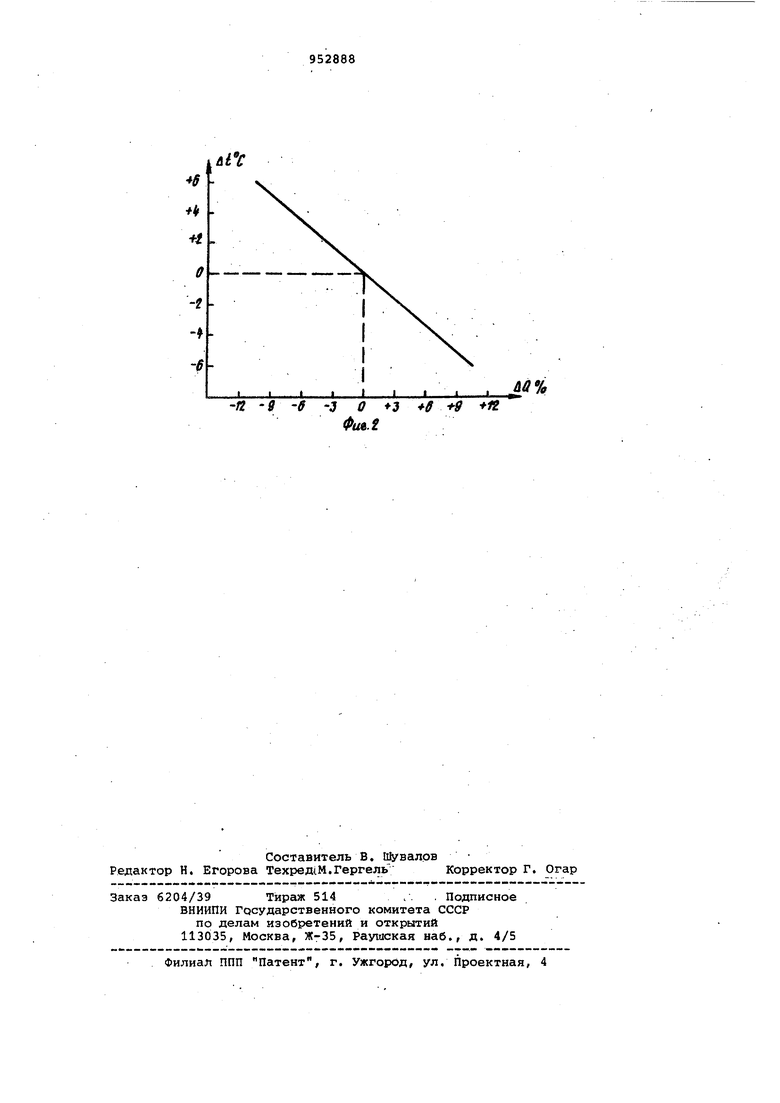
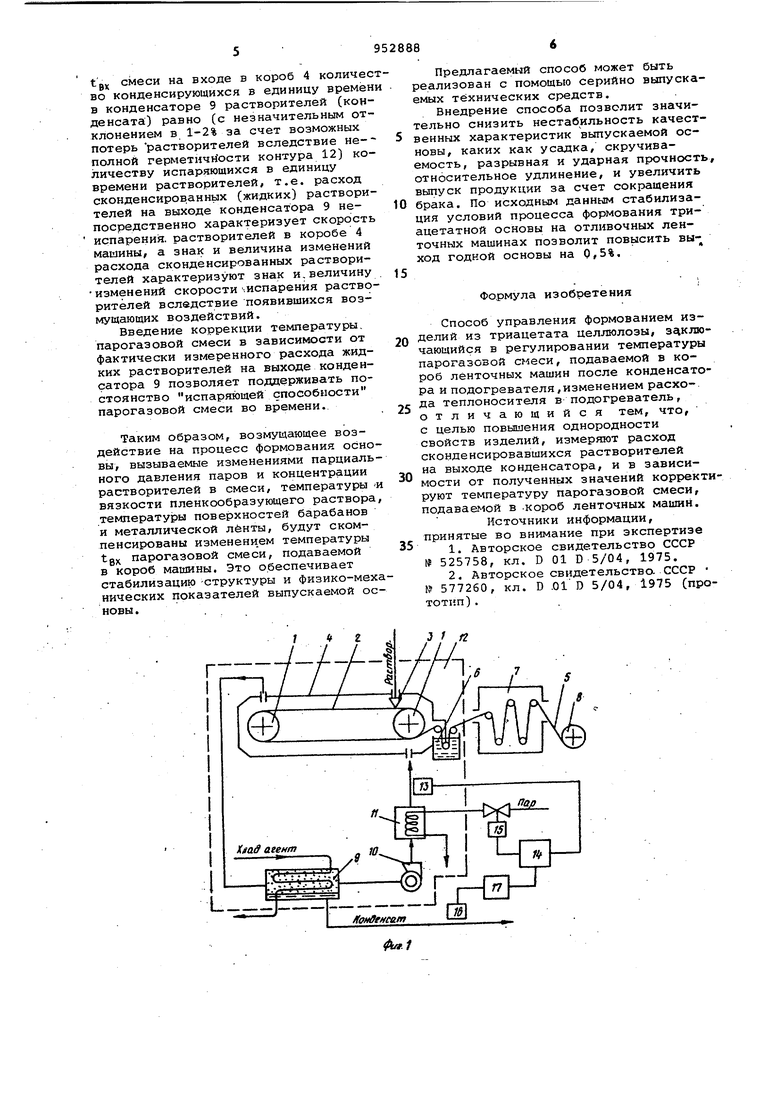
леяия, реализующая способ; на фиг. 2 зависимость величины необходимого из менения it (коррекции) температуры парогазовой смеси, подаваемой, в коро отливочной машины, от изменения &Q расхода конденсата на выходе конденсатора (для типового техпроцесса). Как показали исследования, проведенные на действующих ленточных машинах, изменение температуры парогазовой смеси от установившегося значения на 1°С вызывает изменение uQ расхода растворителей на выходе, конденсатора на 1,6-1,7%. Ленточная отливочная машина состоит из отливочной части, сушильной части и узла смотки. Отливочная част машины состоит из двух барабанов 1, на которых натянута бесконечная металлическая леНта 2. Для нанесения на поверхность ленты 2 слоя пленкообразующего раствора имеется щелевая фильера 3, в которую пленкообразующий раствор поступает из бака-темро стата. Отливочная часть машины заключена в герметичный короб 4, образуюшзий два сушильных канала -для верхней и нижней частей ленты 2. Сушка пленкообразующего раствора про исходит за счет циркуляции сушильного агента парогазовой смеси в каналах при непрерывном движеции ленты 2 Сформованная пленка (основа) 5 снимается с ленты 2 с некоторым содержа нием остаточных растворителей и через гкдрозатвор б поступает в сушилЬ ную часть 7 машины, где она окончательно досушивается и с помощью узла смотки 8 сматывается в рулон. В процессе пленкообразования и вн сушивания пленки в каналах отливочно части ленточной машины из раствора испаряется большое количеств-о раство рителей. При замкнутом цикле воздухо обмена происходит рециркуляция парогазовой смеси в контуре 12 циркуляции. Выйдя из сушильных каналов короба 4, парогазовая смесь поступает в конденсатор ,9, где подвергается охлаждению, в результате чего часть растворителей конденсируется и через сифон отводится на регенерацию. Охла денная парогазовая смесь при помощи центробежного вентилятора 10 подается в подогреватель 11 и снова поступает в короб 4 отливочной части машины. Вентилятор 10 обеспечивает постоянную скорость потока парогазовой смеси в замкнутом герметизированном контуре 12 циркуляции. Подогрев паро газовой смеси до заданного значения обёбпечивается системой регулирования, включающей измерительное устрой ство 13, регулятор 14 и исполнительный механизм 15. Способ управления реализуется еле образом, В первый момейт времени, с помощью системы автоматического регулирования, включающей измерительное устройство 13 температуры парогазовой смеси на выходе подогревателя 11, регулятор 14 р исполнительный механизм 15 с регу-, лирующим органом на линии подачи пара в подогреватель 11, стабилизируют заданное значение температуры парогазовой смеси на выходе подогревателя 11. Стабилизируемое значение температуры смеси выбирают исходя из требуемой скорости испарения растворителей из формуемой основы. Затем с помощью измерительного устройства 16 измеряют расход сконденсировавшихся растворителей на выходе конденсатора 9. После этого по графику (фиг. 2) определяют необходимую величину Д t изменения (коррекции) температуры смеси, подаваемой в короб- машины, в. зависимости от изменения др расхода сконденсировавшихся растворителей на выходе конденсатора, и с помощью масштабирующего блока 17 изменяют задание регулятору 14 темпера.туры парогазовой смеси. При формовании основы из раствора полимера на структуру и физикомеханические свойства основы (прочность на разрыв, усадка, хрупкость и т.д.) существенновлияет скорость испарения растворителей из слоя, нанесенного на металлическую ленту машины. При этом основными параметрами, влияющими на скорость испарения растворителей, являются температура и расход парогазовой смеси, подаваемой в короб машины. Повышение температуры и расхода смеси увеличивает скорость испарения растворителей и наоборот. Кроме того, существенное влияние на скорость испарения оказывает ряд других показателей техпроцесса, таких, например, как парциальное давление паров или концентрация растворителеЦ, ъ смеси, изменяющиеся вследствие постепенного- замораживания конденсатора 9, температура и вязкость полимерного раствора, подаваемого в фильеру машины, температура поверхности металл11ческой ленты 4. Колебания и изменения по времени этих показателей приводит к выпуску основы, имеющей разброс по структуре и физико-механическим свойствам. При замкнутой системе циркуляции парогазовой смеси в контуре 12 растворители, испаржщиеся из слоя раствора, нанесенного на металлическую ленту, переводятся в жидкость в конденсаторе 9 при достаточно глубоком охлаждении парогазовой смеси и через сифон отводятся на регенерацию, В установившемся режиме при постоянном расходе смеси в конторе 12 цир;кулнции и стабилизации температуры
tgx смеси на входе в короб 4 количесво конденсирующихся в единицу времен в конденсаторе 9 растворителей (конденсата) равно (с незначительным отклонением в 1-2% за счет возможных потерь растворителей вследствие не- полной герметичьСости контура 12) количеству испаряющихся в единицу времени растворителей, т.е. расход сконденсиров;анных (жидких) растворителей на выходе конденсатора 9 непосредственно характеризует скорость испарения, растворителей в коробе 4 машины, а знак и величина изменений расхода сконденсированных растворителей характеризуют знак и,величину изменений скорости чиспарения растворителей вследствие появившихся возмущающих воздействий.
Введение коррекции температуры, парогазовой смеси в зависимости от фактически измеренного расхода жидких растворителей на выходе конденсатора 9 позволяет поддерживать постоянство испаряющей способности парогазовой смеси во времени.
Таким образом, возмущающее воздействие на процесс формования основы, вызываемые изменениями парциального давления паров и концентрации растворителей в смеси, температуры и вязкости пленкообразующего раствора, температуры поверхностей барабанов и металлической ленты, будут скомпенсированы изменени.ем температуры tgx парогазовой смеси, подаваемой в короб машины. Это обеспечивает стабилизацию -структуры и физико-механических показателей выпускаемой основы .
г
Предлагаемый способ может быть реализован с помощью серийно выпускаемых технических средств.
Внедрение способа позволит значительно снизить нестабильность качественных характеристик вьтускаемой основы, каких как усадка, скручиваемость, разрывная и ударная прочность, относительное удлинение, и увеличить выпуск продукции за счет сокращения брака. По исходным данным стабилизация условий процесса формования триацетатной основы на отливочных ленточных машинах позволит повысить вы- ход годной основы на 0,5%.
15
Формула изобретения
Способ управления формованием изделий из триацетата целлюлозы, зё1клю0чающийся в регулировании температуры парогазовой смеси, подаваемой в короб ленточных машин после конденсатора и подогревателя,изменением расхода теплоносителя в подогреватель,
5 отличающийся тем, что, с целью повышения однородности свойств изделий, измеряют расход сконденсировавшихся растворителей на выходе конденсатора, и в зависи0мости от полученных значений корректируют температуру парогазовой смеси, подаваемой в -короб ленточных машин.
Источники информации, принятые во внимание при экспертизе
5
1.Авторское свидетельство СССР № 525758, кл. D 01 D 5/04, 1975.
2.Авторское свидетельство. СССР s 577260, кл. D .01 D 5/04, 1975 (прототип) .
3 f Л
-n -9 -б -j 0 3 i-s -иг
Фм.t
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления формованием изделий из триацетата целлюлозы | 1981 |
|
SU953023A1 |
| Способ управления формованием триацетатной основы кинофотопленок | 1980 |
|
SU931833A1 |
| Способ управления процессом формования полимерных материалов | 1981 |
|
SU1004492A1 |
| Способ управления процессом формования полимерных материалов | 1988 |
|
SU1666318A1 |
| Устройство для получения полимерных пленок | 1988 |
|
SU1740186A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРИАЦЕТАТЦЕЛЛЮЛОЗНОЙ ОСНОВЫ КИНОФОТОМАТЕРИАЛОВ | 1991 |
|
SU1820591A1 |
| КОНДЕНСАЦИОННАЯ УСТАНОВКА К ЛЕНТОЧНОЙ ОТЛИВОЧНОЙ МАШИНЕ | 1992 |
|
RU2017618C1 |
| Устройство для подачи теплоносителя в ленточную отливочную машину | 1987 |
|
SU1545446A1 |
| Устройство для изготовления пленок из полимерных материалов | 1978 |
|
SU724347A1 |
| Устройство для изготовления пленок из полимерных материалов | 1987 |
|
SU1740193A1 |