Изобретение относится к металлургии, а более конкретно к способам получения пористого ячеистого материала, используемого для изготовления фильтров, катализаторов, конструкционных деталей.
Известен способ получения пористого материала, включающий приготовление суспензии металлического порошка в растворе органического вещества, нанесение суспензии на пористую ячеистую форму (подложку), удаление органического вещества и последующее спекание полученного материала (заготовки) (к авт.св. N 577095, кл. В 22 F 3/10).
Недостатком этого способа являются достаточно строгие требования к используемым металлическим порошкам по дисперсности и по плотности укладки. Для получения пористого материала достаточно высокого качества, диаметр частиц металлического порошка не должен превышать 5 мкм, а плотность укладки - 0,45-0,50, при этом объемная усадка при спекании составляет около 0,40, а это, в свою очередь, ограничивает возможности данного способа и не позволяет получать пористый ячеистый материал размерами более (300х300х50) мм.
Известен способ получения пористого ячеистого материала, включающий придание электропроводности пористой органической подложке, нанесение на нее электрохимическим путем металлического покрытия циклическим чередованием процессов осаждения и растворения металлического покрытия реверсированием тока по отношению к плотности тока растворения 0,3-0,5. Отношение длительности процесса осаждения к длительности процесса растворения составляет 5-7, после чего производят удаление подложки (авт.св. N 1366294, кл. В 22 F 5/00).
Недостатком этого способа является то, что процессы осаждения и растворения проводят в диффузионном режиме, без фильтрации электролита через объем пористой матрицы (подложки). В этих условиях процесс осаждения металла в объеме материала будет диффузионно заторможен из-за экранирующего влияния каркаса на проникновение электрического поля. Отношения же плотностей тока и длительностей процессов осаждения и растворения в условиях диффузионного режима будут способствовать локализации процесса растворения лишь в тонком приэлектродном слое, приводя на практике к параболическому характеру распределения металла по объему материала.
Известен способ изготовления пористого материала, включающий металлизацию полимерной основы, последующее ее выжигание и очистительный отжиг. При этом для получения пористого материала с заданной прочностью операцию металлизации осуществляют в два этапа, проводя выжигание основы и очистительный отжиг между ними, а заданные толщины слоев покрытия на этапах определяют по калибровочным кривым (авт.св. N 1449595, кл. В 22 F 5/00).
Недостатком этого способа является невысокая механическая прочность получаемого материала, которая обусловлена неоднородностью структуры, образующей пористый каркас. Пористый материал, получаемый по этому способу, фактически является двухслойным. Первый слой - это гальванически осажденный и затем отожженный металл, а второй - только гальванически осажденный металл. Микроструктура этих слоев, а следовательно, и механические свойства значительно отличаются друг от друга. Кристаллическая решетка первого слоя образуется сферолитами, возникающими на местах выхода винтовых дислокаций в начальный момент гальванического осаждения. Такая решетка имеет достаточно большое количество линейных и точечных дефектов, которые полностью сглаживаются после отжига, что придает материалу упругость, прочность и т.п. Кристаллическая решетка второго слоя образуется сферолитами, не прошедшими отжиг, и поэтому является достаточно деорентной структурой с механическими свойствами, отличными от первого слоя. Это подтверждается представленными в способе калибровочными кривыми.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому эффекту при использовании является способ получения пористого материала, включающий нанесение электропроводного слоя на пористую ячеистую форму из органического материала, электрохимическое осаждение металлического покрытия из электролита и термообработку. Электропроводный слой в данном способе наносят с удельным электросопротивлением, равным 2,0-5,0 от удельного сопротивления электролита, а электрохимическое осаждение покрытия проводят при плотности тока, равной 0,8-0,9 предельной плотности тока.
Недостатком известного способа является недостаточное качество из-за неравномерного осаждения металла по объему пористого материала, которое обусловлено тем, что процесс осаждения металла протекает в диффузионном режиме. При этом подача разрежающихся ионов к поверхности электрода осуществляется лишь за счет градиента концентрации разрежающихся ионов металла. Кроме того, известный способ является энергоемким, так как применяемая рабочая плотность тока устанавливается на уровне предельного значения.
Предлагаемое изобретение направлено на повышение качества получения пористого материала за счет равномерности осаждения металла по его объему, а также на снижение его энергоемкости.
Поставленная задача достигается тем, что в известном способе получения пористого ячеистого материала, включающем нанесение электропроводного слоя на пористую ячеистую форму химическим осаждением, электрохимическое осаждение металлического покрытия из электролита и удаление ячеистой формы термообработкой, последнее проводят при возрастающей плотности тока с 0,05-0,40 А/дм2 до установившейся его стабильной величины, при которой металлическое покрытие доводят до заданной толщины. При плотности тока менее 0,05 А/дм2 длительность протекания способа значительно возрастает, а в ряде случаев не достигается потенциал выделения металла на ячеистой пористой форме, что приводит к неравномерности покрытия либо осаждение в объеме покрытия не происходит вообще. При плотности тока более 0,40 А/дм2 сопротивление перехода токоподвод - ячеистая форма становится настолько велико, что происходит разогрев токоподвода и как следствие локальное разрушение ячеистой пористой формы. Кроме того, градиент концентрации ионов в электролите на поверхности и в объеме пористой ячеистой формы составляет не более 10%.
Этот предел градиента концентрации ионов в электролите достигается прокачиванием его через ячеистую форму путем возвратно-поступательного движения пористой ячеистой формы в электролите, барботажем и т.п. Такой градиент концентрации ионов устраняет негативное влияние концентрационной поляризации на равномерность осаждения металла на поверхности и в объеме пористой формы. Толщину металлического покрытия на пористом материале задают по известным калибровочным кривым. В качестве материала для ячеистой пористой формы используют пористые органические полимеры, например полиуретан, из которого вырезают исходную форму. Придание электропроводности исходной форме химическим осаждением осуществляют, например, сульфидированием.
Заявляемый способ осуществляют следующим образом.
В качестве ячеистой пористой формы использовали пенополиуретан со средним размером ячейки (0,5-0,8) мм, из которого вырезали исходные формы размером (500х500х25) мм. Придание электропроводности осуществляли сульфидированием, которое включает следующие операции:
травление (в растворе NaOH) 15 мин
сорбцию (в растворе СuSO4) 2 мин
NH3
гидролиз 1 мин
сульфидирование
(в растворе N
Электрохимическое осаждение никелевого покрытия проводили из стандартного электролита для никелирования с применением растворимых никелевых анодов.
Было проведено более 20 опытов по обеспечению пределов плотности тока для заявляемого способа, из которых были выбраны три наиболее характерных примера.
П р и м е р 1. Исходные данные:
напряжение, В 4,5
плотность тока 0,05 А/дм2, которая увеличивалась до 0,40 А/дм2 в течение 45 мин, после чего процесс осаждения проводился в течение 20 ч.
В процессе осаждения осуществлялось прокачивание электролита через пористую форму за счет возвратно-поступательного движения формы с частотой 2-3 движения в минуту и амплитудой, равной толщине пористой формы. После этого полученный материал подвергали термообработке в атмосфере диссоциированного аммиака в течение 6 ч при температуре, равной 1100оС. Равномерность толщины покрытия оценивали по коэффициенту вариации, равному отношению среднеквадратичного отклонения по полученной толщине образца к средней толщине покрытия.
В последующих примерах (2 и 3) изменяли только исходные данные напряжения, плотности тока и время для его увеличения, а остальные параметры брали те, которые указаны в примере 1.
П р и м е р 2. Исходные данные:
напряжение 2,5 В
исходная плотность
тока
0,035 А/дм2
время для увеличения
плотности тока 1 ч 20 мин
П р и м е р 3. Исходные данные:
напряжение 5 В
исходная плотность тока
0,55 А/дм2
время для увеличения
плотности тока 30 мин
Результаты полученных данных систематизированы и представлены в таблице.
Из таблицы видно, что коэффициент вариации, характеризующий равномерность толщины покрытия, наилучший 0,92 соответствует возрастанию тока с 0,05 - 0,40 А/дм2 до установления его стабильной величины.
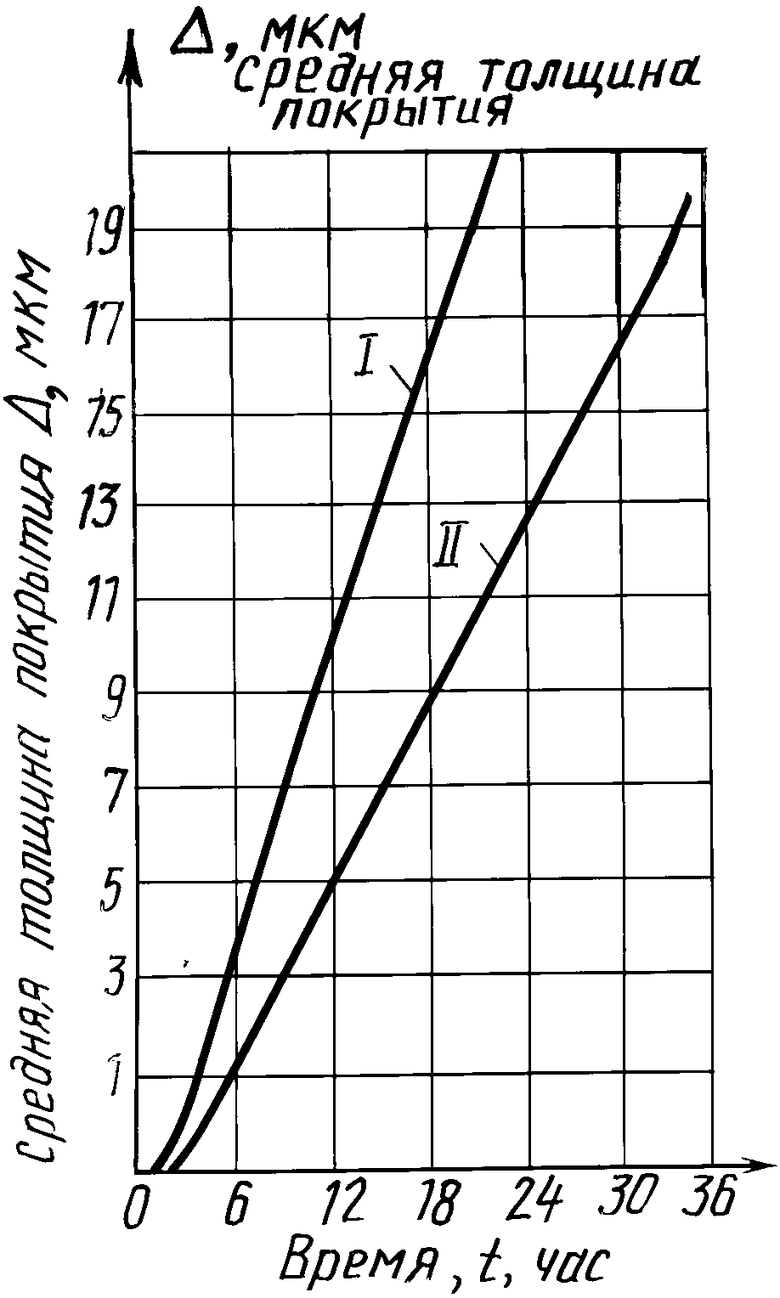
Толщину металлического покрытия на пористом материале задают по калибровочным кривым, которые построены по данным, определяемым с помощью электронного микроскопа "НАНОЛАБ".
На чертеже представлены калибровочные кривые, где кривая I построена по исходным данным примера 1:
U = 4,5 B, Iисх=0,05 А/дм2, t=45 мин; кривая II построена по исходным данным примера 2: U = 2,5 B, Iисх=0,035 А/дм2, t = 1 ч 20 мин.
Таким образом, заявляемое изобретение в сравнении с известным способом получения пористого ячеистого материала позволяет:
- повысить качество получения пористого материала за счет равномерности осаждения металла по его поверхности и объему (коэффициент вариации 0,92 против 0,87 по прототипу);
- снизить энергоемкость.
Предлагаемый способ прошел полупромышленные испытания и показал хорошие стабильные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЙ ПОРИСТЫЙ МАТЕРИАЛ | 1992 |
|
RU2038217C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ЯЧЕИСТОГО МАТЕРИАЛА | 1992 |
|
RU2015847C1 |
| ВЛАГОМАСЛООТДЕЛИТЕЛЬ | 1993 |
|
RU2050942C1 |
| ВЛАГОМАСЛООТДЕЛИТЕЛЬ | 1992 |
|
RU2036696C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОХИМИЧЕСКОГО СЕРЕБРО-НАНОУГЛЕРОД-АЛМАЗНОГО ПОКРЫТИЯ | 2015 |
|
RU2599473C1 |
| ЭЛЕКТРОЛИТ И СПОСОБ ОСАЖДЕНИЯ МЕДИ НА ТОНКИЙ ПРОВОДЯЩИЙ ПОДСЛОЙ НА ПОВЕРХНОСТИ КРЕМНИЕВЫХ ПЛАСТИН | 2012 |
|
RU2510631C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2509832C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОХИМИЧЕСКОГО СЕРЕБРЯНОГО ПОКРЫТИЯ | 2015 |
|
RU2599471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОЙ ОБКЛАДКИ ТАНТАЛОВОГО ОБЪЕМНО-ПОРИСТОГО КОНДЕНСАТОРА | 2013 |
|
RU2538492C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |

Способ включает нанесение электропроводного слоя на пористую ячеистую форму химическим осаждением, электрохимическое осаждение металлического покрытия из электролита, которое проводят при возрастающей плотности тока с 0.05-0.40 А/дм2 до установившейся его стабильной величины. При установившейся величине тока металлическое покрытие доводят до заданной толщины, после чего производят удаление ячеистой формы термообработкой. При этом градиент концентрации ионов в электролите на поверхности и в объеме пористой ячеистой формы поддерживают на уровне не более 10%. Этот предел градиента концентрации ионов в электролите обеспечивают прокачиванием его через ячеистую пористую форму путем возвратно-поступательного движения пористой ячеистой формы в электролите, барботажем. Толщину металлического покрытия на пористом материале задают по калибровочным кривым. 4 з. п. ф-лы, 1 ил., 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения пористого ячеистого материала | 1987 |
|
SU1458439A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
