Изобретение относится к деревообрабатывающей промышленности, в частности к производству строительных материалов с облагороженной поверхностью.
Известен способ отделки древесноволокнистых плит, включающий приготовление и нанесение укрывающего слоя на плиту, последующую термообработку, при этом в качестве укрывающего вещества используют связующее сапропель и воду при следующем соотношении компонентов, мас.%: сапропель 1-10, вода 90-99 (1).
В приведенном способе для облагораживания поверхности древесноволокнистых плит, отделочный состав в процессе его нанесения на плиту не обеспечивает достаточного проникновения вгнубь изделий, вследствие чего покрытия после термообработки при небольших углах изгиба подложек отслаиваются или растрескиваются.
Известен способ отделки древесных плит, включающий приготовление и нанесение облагораживающего слоя на материал с последующей термообработкой, при этом в качестве облагораживающего слоя используют порошкообразные синтетические материалы - полиамиды (2).
Недостатком указанного способа является низкое качество отделочного покрытия из-за недостаточной прочности облагороженного слоя, а также последний не обладает высокими эстетическими свойствами, который помимо защиты плит от воздействия факторов окружающей среды должен подчеркивать фактуру отделочного материала, улучшать декоративность древесных плит.
Для достижения обеспечиваемого изобретением технического результата в известном способе производства древесных плит с облагороженной поверхностью, включающем приготовление и нанесение облагораживающего слоя в качестве смеси связующего и воды на материал, последующую термообработку, согласно изобретению в процессе приготовления облагораживающей смеси в последнюю вводят мусковит при следующем соотношении в мас.ч. мусковита, воды, связующего 100: 20-100 : 5-20, при этом облагораживающий слой наносят на материал в количестве 50-450 г/м2, а термообработку осуществляют при давлениях 0,1-2,0 МПа на мягких и 1,0-5,0 МПа твердых подложках изготавливаемых материалов с отделочными покрытиями. Таким образом, заявляемое техническое решение соответствует критерию "новизна". Заявляемое изобретение отличается от известных тем, что в облагораживающий состав вводят при заданной термообработке строительного материала слюду мусковита, имеющую серебристый или зеленоватый оттенок. Использование мусковита в новом соотношении со связующим и водой позволит получить отделочный состав, который в процессе нанесения его на материал обеспечивает достаточное проникновение в изделие, обладает при этом необходимой прочностью и высокой декоративностью. Предложенное техническое решение имеет изобретательский уровень техники, так как оно не следует явным образом из научно-технической и патентной информации, изученной по всем видам сведений, общедоступных в России и зарубежных странах до даты приоритета изобретения.
Предлагаемый способ производства строительных материалов с облагороженной поверхностью осуществляют следующим образом.
В качестве связующего используют - смолы СФЖ-3066 ТУ6-05-571-82-84, КФ-Ж ГОСТ 14231-88, эмульсию ПВА - ГОСТ 18992-80, латекс БНК-40/4 ТУ 38.103578-85, пигменты по ГОСТ 14842-78, ТУ6 - 14-588-79, мусковит - ТУ21-25-08-88.
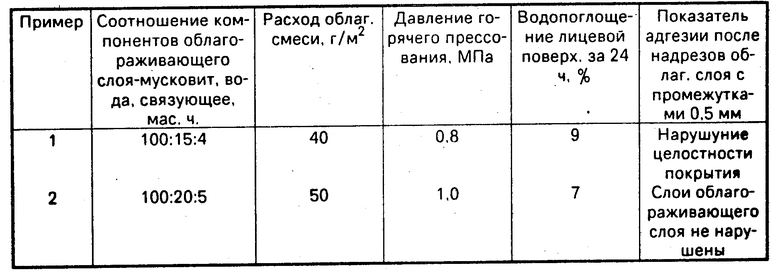
П р и м е р 1. Готовят облагороженный слой, при этом в емкость вводят компоненты: мусковит, воду, связующее при следующем соотношении в мас.ч. 100: 15: 4, тщательно перемешивают до однородного состава. Перед горячим прессованием полученную отделочную смесь наносят на твердую древесноволокнистую плиту в количестве 40 г/м2. Плиту толщиной 3,2 мм с облагораживающим слоем прессуют при температуре 180оС и давлении 0,8 МПа с выдержкой в прессе в течение 8 мин. Готовую плиту испытывали согласно принятым методикам и требованиям ГОСТов 4599-86, 24404-80.
П р и м е р 2. Отличается от примера 1 тем, что облагораживающий слой готовят при следующем соотношении в мас.ч. мусковита, воды, связующего 100: 20:5. Отделочную смесь наносят на древесноволокнистую плиту в количестве 50 г/м2, после чего осуществляют горячее прессование под давлением 1,0 МПа.
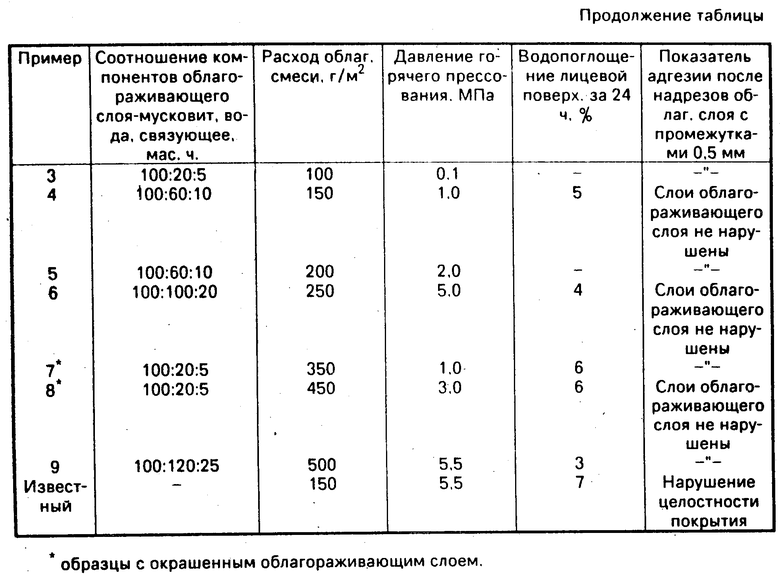
П р и м е р 3. Аналогичен примеру 1, но отличается тем, что облагораживающую смесь готовят при следующем соотношении в мас.ч. мусковита, воды, связующего 100:20:5. Последнюю наносят на мягкую древесноволокнистую плиту в количестве 100 г/м2. Плиту толщиной 3,2 мм с облагораживающей поверхностью прессуют при давлении 0,1 МПа с выдержкой в течение 5,5 мин.
П р и м е р 4. Отличается от примера 2 тем, что отделочный слой готовят при следующем соотношении в мас.ч. мусковита, воды, связующего 100:60:10. Отделочную смесь наносят на древесностружечную плиту в количестве 150 г/м2.
П р и м е р 5. Аналогичен примеру 3, но отличается тем, что облагораживающую смесь готовят при следующем соотношении в мас.ч. мусковита, воды, связующего 100:60:10. Полученный состав наносят на перлитоволокнистую плиту в количестве 200 г/м2 и прессуют при давлении 2,0 МПа.
П р и м е р 6. Отличается от примера 1 тем, что облагораживающий слой готовят при следующем соотношении в мас.ч. мусковита, воды, связующего 100: 100: 20. Полученную смесь наносят на древесину цельную в количестве 250 г/м2, после чего прессуют при давлении 5,0 МПа.
П р и м е р 7. Аналогичен примеру 2, но отличается тем, что в полученную облагораживающую смесь на ее 100 мас.ч. вводят водоразбавляемую краску кирпичного цвета в количестве 0,1 мас.ч. Полученную смесь наносят на плиту с расходом 350 г/м2, после чего осуществляют горячее прессование.
П р и м е р 8. Отличается от примера 7 тем, что на 100 мас.ч. облагораживающего состава вводят 1 мас.ч. желтого пигмента. Отделочную смесь наносят на древесноволокнистую плиту в количестве 450 г/м2 и прессуют при давлении 3,0 МПа.
П р и м е р 9. Аналогичен примеру 1, но отличается тем, что облагораживающую смесь готовят при следующем соотношении в мас.ч. мусковита, воды, связующего 100: 120:25. Последнюю наносят на плиту в количестве 500 г/м2 и далее осуществляют горячее прессование при давлении 5,5 МПа.
В таблице приведено соотношение компонентов облагораживающего слоя и физико-механические показатели строительных материалов.
Использование в предлагаемом способе в качестве облагораживающего слоя слюды мусковита в новом соотношении с водой и связующим позволит получить отделочный состав, который обладает высокой прочностью и декоративностью на подложках изделий.
Уменьшение и увеличение содержания связующего и воды в облагораживающих слоях не позволит обеспечить достаточной прочности отделочного покрытия.
При расходе облицовочного слоя менее 50 г/м2 значительно снижается декоративность наружной поверхности строительного материала, а при расходе более 450 г/м2 декоративность материала не повышается, а увеличивается исходная масса отделочного слоя, что экономически нецелесообразно.
Прессование мягких строительных материалов с облагороженной поверхностью при давлении менее 0,1 МПа и твердых менее 1,0 МПа не обеспечивается прочность склеивания отделочного покрытия с подложкой материала, а при давлении более 2,0 МПа для мягких и более 5,0 МПа для твердых материалов увеличивается плотность готовых строительных материалов, при этом прочность склеивания отделочного поверхностного слоя и подложек не изменяется.
При содержании красителя в количестве менее 0,1 мас.ч. на 100 мас.ч. облагораживающего слоя наружная поверхность строительного материала имеет недостаточную равномерную окраску, что приводит к низкому качеству декоративности материала, а при содержании красителя более 1 мас.ч. - декоративность изделия не улучшается.
Предлагаемый способ может быть эффективно применен при изготовлении декоративных отделочных строительных материалов на основе древесностружечных, древесноволокнистых, перлитоволокнистых плит, цельной древесины, фанеры и т.п. материалов для различных отраслей народного хозяйства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства древесноволокнистых плит с облагороженной поверхностью и линия для его осуществления | 1979 |
|
SU889473A1 |
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| Линия изготовления древесно-волокнистых плит | 1985 |
|
SU1299793A1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Способ изготовления древесно-волокнистых плит | 1980 |
|
SU939298A1 |
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
| Способ получения огнезащищенных древесноволокнистых плит | 1978 |
|
SU704817A1 |
| Состав для пропитки древесноволокнистых плит | 1978 |
|
SU709359A1 |
| Способ получения огнезащищенных древесноволокнистых плит | 1980 |
|
SU935307A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОТДЕЛОЧНЫХ И ДЕКОРАТИВНО-ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2307814C2 |
Назначение: для изготовления строительных материалов с облагороженной поверхностью. Сущность изобретения: способ производства строительных материалов с облагораживающей поверхностью включает приготовление и нанесение облагораживающего слоя в качестве смеси воды и связующего на материал. В процессе приготовления облагораживающей смеси в последнюю вводят мусковит, при следующем соотношении в мас.ч. мусковита, воды, связующего 100 : 20 - 100 : 5 - 20. Облагораживающий слой наносят на материал в количестве 50-450 г/м2 , после чего термообработку осуществляют при давлениях 0,1 - 2,0 МПа на мягких и 1,0 - 5,0 МПа твердых подложках строительных материалов. 1 з.п. ф-лы, 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тупицын Ю.С | |||
| Процессы и оборудование для отделки древесных плитных материалов | |||
| - М.: Лесная промышленность, с.7,8, 1983. | |||
