1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесноволокнистых плит.
Известен способ производства древесноволокнистых плит, включаюпдий получение древесноволокнистой массы, отлив ковра, форматную резку и горячее прессование 1,
Известен способ производства древесноволокнистых плит с облагороженной поверхностью, включаюш,ий последовательные операции получения основной древесноволокнистой массы, массы облагораживаюш,его слоя, отлив древесноволокнистого ковра, нанесение облагораживающего слоя, форматную резку и горячее прессование плит, а линия для осуществления способа, включает узел приготовления основной массы, отливную мащину, узлы приготовления и нанесения облагораживающей массы, механизм поперечной резки ковра, горячий пресс, транспортирующие механизмы. В известном способе для облагораживания поверхности древесноволокнистых плит используют тонкоразмолотую древесноволокнистую массу. Для приготовления тонкоразмолотой массы по известному способу необходимо дополнительное дорогостоящее оборудование: рафинаторы, бассейны, ящики непрерывной проклейки и постоянного уровня и др. Кроме того, на.тив дополнительного слоя в отливной мащине требует дополнительного сложного вакуум-отсасывающего оборудования 2.
Недостатком известного способа является низкая производительность и высокие энергозатраты.
Цель изобретения - повыщение произfO водительности и сокращение энергозатрат.
Цель достигается тем, что перёд горячим прессованием на ковер в качестве облагораживающего слоя наносят распылением 3-6%-ную водную суспензию древесных пылевидных частиц.
Для осуществления этого способа в ли15нии производства древесноволокнистых плит узел нанесения облагораживающей массы установлен между отливной мащиной и механизмом поперечной резки ковра и выполнен в виде системы форсунок, последова20тельно установленных с перекрытием соседних факелов.
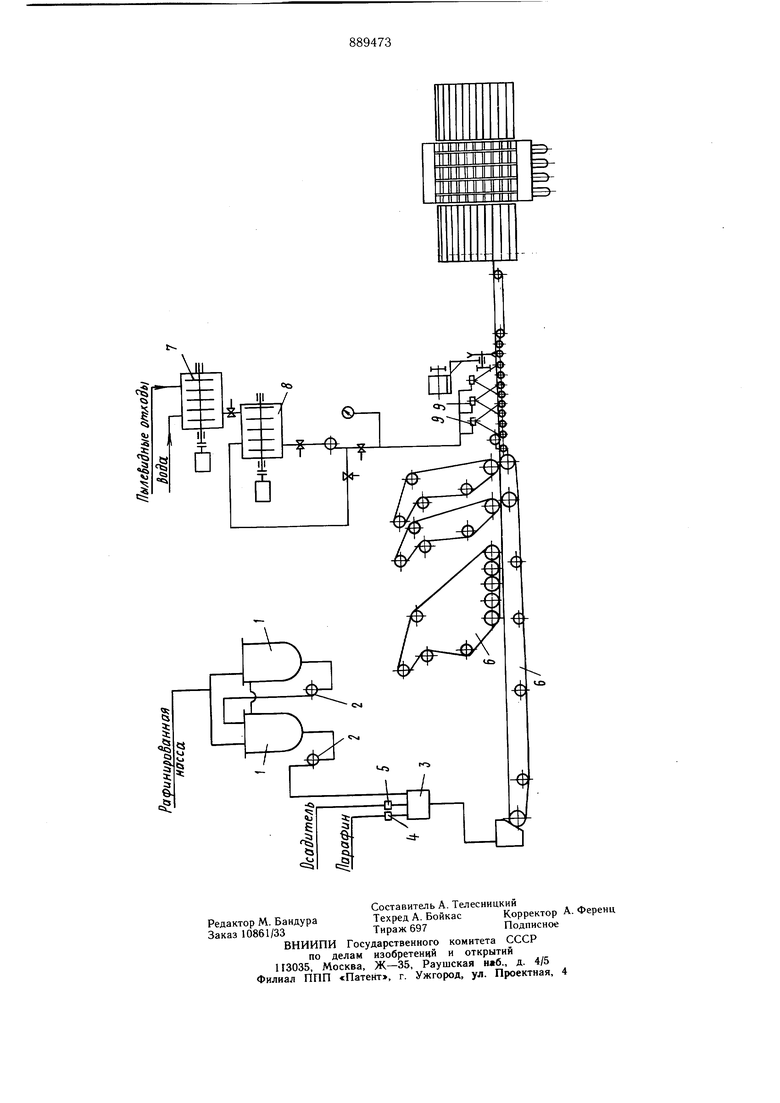
Способ производства древесноволокнистых плит с облагораживающей поверхностыо заключается в следующем. Древесноволокнистая масса, полученная в дефибраторах, поступает в массные бассейны, откуда ее насосами подают в ящик непрерывной проклейки. Туда же лоступают осадитель и ; арафин. Из приготовленной основной дре::.Хноволокнистой массы производят отлиЕ) ucHOBiioco ковра. Пара.1лельно с нригот(,/ лснием и отливом основного ковра прн1отгвливают древесную массу облагораживающего слоя. Массу облагораживающего слоя готовят в виде водной 3-6%-ной суспензии древесных пылевидных отходов, например пыли, получаемой от шлифования (|)анеры. Суснензию наносят распылением через форсунки на основной древесноволокнистый ковер перед горячим прессованием. )роженный древесноволокнистый ковер разрезают на форматы и производят горячее прессование нлит. На чертеже изображена схема линии осу неств чяюн,ей предлагаемый способ. производства древесноволокнистых плит с облагороженной поверхностью содержит узел приготовления основной массы, включающий массные бассейны 1,иасосы 2, непрерывной проклейки 3, дозаторы 4 и 5, отливную ман.1ину 6, узел приготозлспия облагораживаюишй массы, вклю чаюн1ий емкость с меншлкой 7, расходный бак 8. Узел 1анесе1 ия облагораживающей массы выполнен в виде системы форсунок 9, последовательно установленьнмх над .мокрым древесноволокнистым ковром с перекрытием соседних факелов. Иредложеьн1ая линия работает с.педуюплпм образо.м. Древесноволокнистая масса поступает и массные бассейны 1, из которых ее насосами 2 подают в яи1ик непрерывной проклейки 3. Туда же через дозаторы поступают осадитель и парафин. Из янхика непрерывной проклейки древесноволокнистая масса поступает в напускной ящик отливной ма1пп111 1 6. Иройдя отливную ман1ину 6 древес ноиолокнистая масса в виде мокрого ковра проходит под форсу 9, которые наносят на ковер водную суснензию древесных пылеви.щых отходов, покрывая всю поверхность ковра. Далее древесноволокнистый ковер разрезают .механизмом поперечной резки и форматные ковры транспортирующим механизмом подают в нресс горячего прессования. Облагораживаюн1.ую массу приготавливают Б емкости; с мещалкой 7. Для этого в емкость заливают воду и засыпают расчетное количество древесных пылевидных отходов. Производят перемещивание пыли мещалкой до образования однородной массы. После этого в массу добавляют водорастворимый органический краситель. Приготовленную и тщательно неремещанную массу выпускают в расходный бак 8. Из расходного бака облагораживающая масса наеосом подается в форсунки 9. Давление в системе контролируют но манометру. Формула изобретения 1.Снособ нроизводства древесноволокнистых плит с облагороженной поверхностью, включающий последовательные операции получения основной древесноволокнистой массы, массы облагораживающего слоя, отлив древесноволокнистого ковра, нанесение облагораживающего слоя, форматную резку и горячее прессование плит, отличающийся тем, что, с целью повыщения производительности и сокращения энергозатрат, перед горячим прессование.м на ковер в качестве облагораживающего слоя наносят распылением 3-б /о-ную водную суспензию древесных пылевидных частин. 2.Линия для осуществления способа по п. 1, включающая узел приготовления основной массы, отливную мащину, узлы приготовления и нанесения облагораживающей массы, механизм поперечной резки ковра, горячий пресс, транспортирующие механизмы, отличающаяся тем, что, узел нанесения облагораживающей массы установлен между отливной мащиной и .механизмом поперечной резки ковра и выполнен в виде системы форсунок, последовательно установленных с перекрытием соседних факелов. Источники информации, принятые во вни.мание при экспертизе 1.Авторское свидетельство СССР .Vo 501890, кл. В 29 J 5/00, 1972. 2.«Плиты и фанера. Реферативная информация, М., ВНИПИЭИЛеспром. 1978, № 2, с. 6--7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
| Линия изготовления древесно-волокнистых плит | 1985 |
|
SU1299793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1991 |
|
RU2009888C1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 2016 |
|
RU2622706C1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Способ изготовления профильных древесноволокнистых плит | 1982 |
|
SU1071449A1 |
| Способ изготовления древесно-волокнистых плит | 1980 |
|
SU939298A1 |